汽車尾燈不同焊接工藝的研究(二)
2022-02-18 22:36:33楊學成白克勤王燕妮
時代汽車 2022年4期
楊學成 白克勤 王燕妮

摘 要:目前汽車行業內在用的四種汽車尾燈焊接方式,分別為熱板焊接、振動摩擦焊接、超聲波焊接和激光焊接,上篇介紹了前兩種較為常用的焊接工藝,本篇主要介紹后兩種近幾年流行起來的新進焊接工藝。同樣,也是從基礎焊接原理、關鍵工藝參數、優缺點對比以及常見缺陷模式等幾個方面進行講解,希望能給大家帶來幫助。
關鍵詞:車燈 焊接工藝 超聲波焊接 激光焊接
1 超聲波焊接
1.1 定義
超聲波焊接是利用高頻振動波(大于16kHZ)傳遞到兩個需焊接的物體表面,在加壓的情況下,使兩個物體表面相互摩擦而形成分子層之間熔合[1]的焊接方法。
1.2 分類
按聲波的高頻振蕩能量傳播方向可分為如下兩種基本類型:
1)聲波垂直于焊件表面:指超聲波的振動方向與焊接件表面相垂直,適用于塑料焊接;
2)聲波切向傳遞到焊接表面:指超聲波的振動方向與焊接件表面相平行,適用于金屬焊接。
1.3 工藝原理(過程)
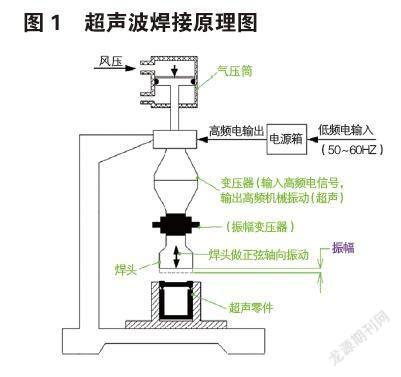
如圖1所示,超聲波焊接分為以下幾個階段:
1)電源輸入220V/50HZ的低頻電能,并通過超聲波發生器轉換為20kHZ或40kHZ的高頻電能;
2)高頻電能通過換能器轉換為用于超聲波的高頻機械振動能;
3)轉換后的超聲波機械能由調幅器負責進行整合并傳遞到焊頭,最終通過焊頭傳至待焊塑料件;
4)超聲波機械能從上模待焊件傳到焊接面,塑膠分子之間因摩擦而產生熱量,最終熔化塑料件;
5)氣壓裝置同時下壓運動,將上下待焊件壓合到一起,并保持一定時間進行冷卻,最終達到焊接目的。
1.4 焊接設備
1)超聲波塑料焊接機由于使用場合及焊接材料、焊接尺寸不同,其規格也各不相同,其輸出功率從手持超聲波焊接機的幾十瓦到大型焊接機的幾千瓦,而頻率一般在15KHz到40KHz范圍內;
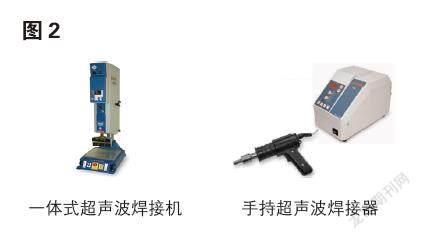
2)如圖,常見的超聲波焊接設備有分體式、一體式和手持超聲波焊接器幾種,其主要由氣壓傳動系統、控制系統、發生器、換能器、調幅器、焊頭和機械裝置幾部分組成。
1.5 工藝參數
超聲波焊接的主要工藝參數有超聲波頻率、超聲波振幅、焊接壓力、焊接時間和保壓時間。
1)焊接頻率:超聲波焊接機都有自己固定的頻率,頻率越大,能量越大,常用的頻率有20KHz、30KHz、40KHz幾種;
2)焊接振幅:不同的超聲波頻率與換能器表面振幅的對應關系為:20KHz= 0.02mm;30KHz=0.015mm;40KHz= 0.01mm;
3)焊接壓力:可通過壓力裝置調整,壓力越大,能量越大;
4)焊接時間:可通過控制系統調整,時間越大,能量越大;
5)保壓時間:保壓時間是在塑料熔化之后的保持氣壓的時間,時間越長,形成的焊點越穩定。
1.6 超聲波焊接特性
1)優點:①節能環保;②成本低、效率高,易實現自動化生產;③焊接速度快、焊接強度高;④焊點美觀,可實現無縫焊接,防潮防水,氣密性好;
2)缺點:①對于焊接工件的材料有限制(熔點相近);②不可焊接面積較大的產品;③超聲波對人體聽力有危害,需配備防護措施;
1.7 超聲波焊接常見失效模式(表1)
2 激光焊接
2.1定義
激光焊接是利用高能量密度的激光束作為熱源的一種高效精密焊接方法[2]。早期由于費用昂貴,技術復雜,無法與普通焊接工藝相競爭,近幾年技術逐步成熟,成本降低,才慢慢得到各制造行業的歡迎。
2.2 分類
較常見的激光焊接方式有軌跡式激光焊接、同步式激光焊接和準同步式激光焊接[3]。
1)軌跡式激光焊接:又名順序型軸線焊接,是指焊接件和激光束按照預定的路線進行相對移動而完成的焊接;
2)同步式激光焊接:是指焊縫同時被多束激光照射加熱的焊接方法;
3)準同步式激光焊接:是軌跡式激光焊接和同步式激光焊接兩種方式的結合。
2.3 工藝原理(過程)
1)將待焊接的兩個部件通過上下焊接工裝分別固定,然后上下工裝閉合,將待焊件夾緊在一起;
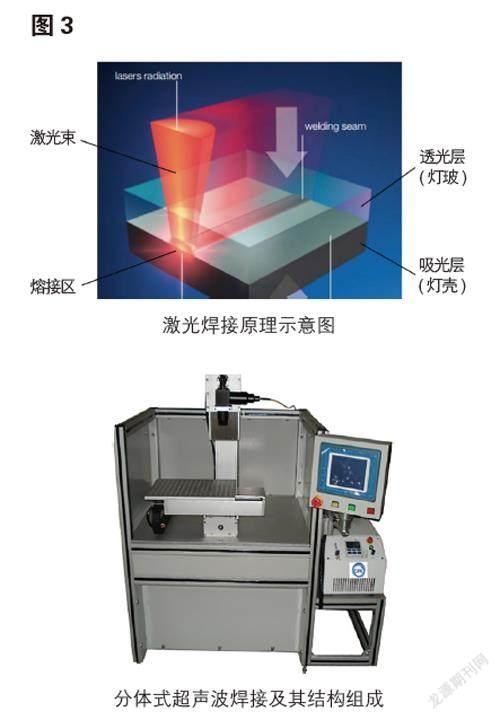
2)通過反射鏡、透鏡或光纖組成的光路系統,將激光器產生的紅外激光束(波長810-1064nm)聚焦在待焊接區域;
3)紅外激光穿過上方的透射材料,然后被下方的吸收材料吸收,吸收的光能隨即轉化為熱能,將兩個部件的接觸表面熔化,形成焊接區[4];
4)持續施加壓力,最終使上下部件熔接在一起(如圖3所示)。
2.4 焊接設備
激光焊接根據不同的焊接方式,對應不同的焊接設備,但基本都由激光系統、焊接系統、空氣凈化系統和控制系統幾大部分組成(如圖3所示)。
2.5 工藝參數
激光焊接的工藝參數較多,影響焊接質量的關鍵工藝參數主要有:激光功率(激光波長)、焊接速度、焊接壓力和塑料材料等幾種。
1)激光功率:激光焊接中存在一個激光能量密度閾值(與材料有關),低于此值,熔深很淺;一旦達到或超過此值,熔深會大幅度提高;激光焊接一般采用Nd:YAG激光、CO2激光或者半導體激光作為光源,其中CQ2激光最大功率能達到50KW;
2)焊接速度:焊接速度對熔深影響較大,提高速度會使熔深變淺,但速度過低又會導致材料過度熔化、工件焊穿;
3)焊接壓力:是保證激光焊接后,上下兩工件粘接熔和效果的關鍵參數,通常來說越大越好,但焊接壓力過大也會導致溢料嚴重,影響外觀;
4)塑料材料:為了實現激光焊接,燈罩材料必須能夠對激光有極高的透過率,而殼體材料則必須對激光有極高的吸收率,若材料本身對激光能量的吸收率不足,則可通過添加吸收劑來滿足要求。
2.6 激光焊接特性
1)優點:①效率高、精度高;②焊縫美觀,溢料少;③產品外形無限制,而且容易控制,易形成自動化;④可焊材質種類范圍大;
2)缺點:①對焊件位置精確度要求高,必須在激光束范圍內;②樹脂材料的顏色會對焊接性有影響;③設備昂貴。
2.7 激光焊接常見失效模式(表2)
參考文獻:
[1]張勝玉.塑料超聲波焊接技術(上)[J].橡塑技術與裝備,2015,41(08):7-16.
[2]鄭喜軍.激光焊接技術綜述[J].河南科技,2013(07):38-40.
[3]朱彩萍,丁浩.車燈材料激光焊接研究[J].汽車零部件,2019(02):42-44.
[4]劉彧.激光焊接技術在車燈領域的應用[J].科技創新與應用,2015(20):137.
猜你喜歡
中國科技博覽(2017年21期)2017-07-21 18:09:23
中國科技博覽(2017年7期)2017-05-16 08:39:49
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年15期)2016-08-23 00:07:25
中國科技博覽(2016年8期)2016-04-25 05:19:05
科技視界(2016年1期)2016-03-30 23:10:15
湖南大學學報·自然科學版(2014年10期)2014-11-20 13:31:18
