核級大口徑節流閥閥座裂紋產生原因分析及處理
2022-02-13 12:28:40方成平程曉文
中國核電 2022年5期
方成平,程曉文
(中核核電運行管理有限公司,浙江 海鹽 314300)
1 設備缺陷描述
在國內某核電廠換料大修期間,維修人員執行停堆冷卻系統部分核2級DN200口徑節流閥解體檢查工作時,觀察到其中2臺閥門閥座密封面存在裂紋缺陷,如圖1所示。遂進行100%溶劑去除型液體滲透檢查(下稱“PT檢查”),其中一臺閥座密封面(下稱“閥門1”)有2處線性顯示,主裂紋長約7 mm、寬0.5 mm,另一臺閥門閥座密封面(下稱“閥門2”)有3處線性顯示,主裂紋長約9 mm、寬0.5 mm,而閥座密封面寬度僅為6 mm,意味著兩臺閥門的主裂紋均貫穿了整個閥座密封面。


圖1 閥座裂紋Fig.1 The crack of valve seat
2 閥座裂紋缺陷原因
2.1 裂紋外觀形貌分析
根據PT檢查結果顯示,主裂紋附近可觀察到多條細小微裂紋,主裂紋深度達到3 mm左右,貫穿整個堆焊層,主裂紋一直延伸至基體。由此可見,裂紋大概率自堆焊層表面產生,由外向內,不斷延伸至閥座基體,最終形成一條主裂紋、多條分枝裂紋的宏觀外貌表現。
2.2 閥門關閉時閥芯對閥座的沖擊力分析
由于錐面密封軸向力相同時比平面密封的比壓要大,因此,包括節流閥在內的重要閥門廣泛采用錐面密封。
但是,當閥座直徑較大且閥桿軸向作用力大時,閥芯等效于楔子的作用力很可能導致閥座產生變形,嚴重情況下就會導致閥座裂紋的產生,對閥座密封面力學載荷進行分析,如圖2所示。
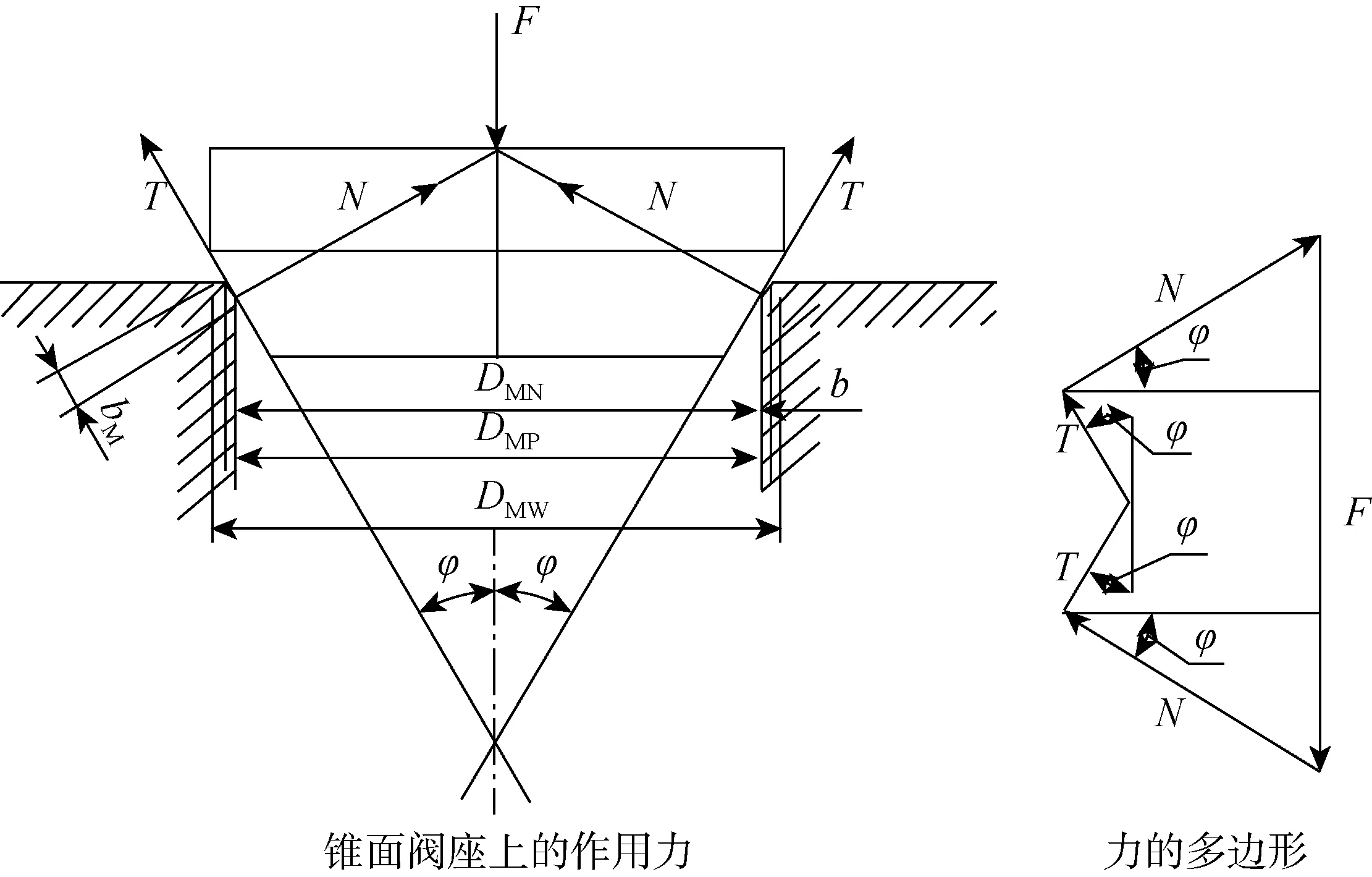
圖2 錐面密封及作用力Fig.2 Taper sealing and acting force
根據閥門在線診斷結果,獲得閥門最終插入力即閥桿最大軸向力Fmax,閥門1閥桿最大軸向力為F1=175 785 N,代入公式,得到N1=115 677 N。同理,根據閥門2在線診斷結果,將F2=192 152 N代入公式,得到N2=126 448 N。
兩臺閥門的在線診斷結果,閥門最大軸向力均大于最小密封力,滿足閥門密封力的要求,根據求得的數據,通過有限元應力分析,可以進一步確認閥座應力分布情況。
2.3 有限元應力分析
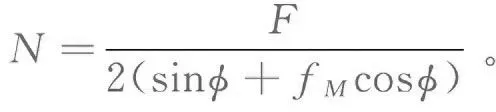
實測閥座及閥芯的結構尺寸及密封角度,基于SolidWorkS 軟件建立有限元三維應力分布分析模型,利用軟件Simulation功能模塊,進行應力分析,顯示閥座密封面承受最大應力為161 MPa。
應力分布如圖3所示,應力最大處位于閥座上表面與密封面結合面處,低于硬質合金屈服強度620 MPa。但是,閥門常年處于關閉狀態,密封面長期處在受壓狀態,經過幾十年的在線運行,在應力最大處很有可能產生裂紋。有限元應力分析裂紋最有可能產生部位與實際缺陷閥座宏觀裂紋的位置是一致的,證明了機械應力對于初始裂紋產生的具有貢獻。
圖3 應力最大位置Fig.3 The maximum stress position
3 閥座裂紋處理
閥座裂紋貫穿整個密封面,如不進行徹底處理,不僅影響閥門密封性能,而且繼續運行會導致裂紋擴展,甚至引起硬質合金層脫落,成為內部金屬異物進入系統的管道,進而影響機組正常運行。因此,有必要對閥座裂紋進行徹底處理。
一般可采取兩種徹底處理方案,其一整閥更換,其二閥座修復。根據現場施工條件和難度、大修工期的限制、整閥備件的庫存量、機組安全運行可靠性要求、處理工藝的成熟度等因素,最終選擇閥座修復進行缺陷處理。
3.1 閥座原始尺寸測量
測量閥座B1、C1尺寸,如圖4所示。
圖4 閥座位置Fig.4 The seat position
3.2 焊接技術準備
3.2.1 焊材選用
鑒于閥座密封面原始基體材質為SCS 14A及堆焊層材質為司太立6鈷基合金,而ERCoCr型鈷基合金焊絲熔敷金屬具有優良的綜合性能,因此,本次閥座修復采用直徑φ4 mm的ERCoCr-A鈷基合金焊絲。
3.2.2 施焊方式選擇
常見的堆焊方式有手工或自動鎢極氬弧焊堆焊、手工電弧焊堆焊、氧—乙炔碳化焰堆焊等,其中鎢極氬弧焊具有堆焊層成形良好、焊接質量可靠的優點,由于本次閥座裂紋修復處理,閥腔內空間有限,閥座裂紋打磨后為不規則形狀,堆焊范圍小,故采用手工氬弧焊堆焊。為了防止開裂,堆焊前應預熱,焊接后或消應力處理后應緩慢冷卻。
3.2.3 焊接工藝評定
核級閥門由于其特殊的性質和重要程度,需要對使用的材料和焊接方式進行工藝評定。試樣基體采用CF8M材質,厚度不小于25 mm,最小預熱溫度為153 ℃,最大層間溫度為371 ℃,氬氣保護,流速8~12 L/min。按上述工藝參數進行試樣焊接,經評定,試樣的力學性能、金相組織、硬度、液體滲透檢查結果均合格,滿足閥座堆焊修復的要求。
3.3 裂紋打磨及PT檢查
確認閥座裂紋位置后,使用小型的直磨機進行閥座裂紋打磨,打磨深度和寬度到一定程度后進行PT檢查,若不合格,則繼續打磨,直至PT合格,兩臺閥門的閥座主裂紋均打磨寬度20 mm左右,深度4 mm左右,最終PT合格。
3.4 焊前熱處理
3.4.1 加熱方式選擇
目前常見的閥座密封面加熱方式有火焰加熱法和電加熱法兩種。電加熱法以電為熱源,通過各種方法使電能轉變為熱能以加熱工件,常見的有電熱元件加熱、工件電阻加熱、工件感應加熱、加熱介質電阻加熱等方式,其中電熱元件加熱具有適用范圍廣、整套裝備簡單、加熱效率高等優勢,所以本次閥座修復采用電熱元件加熱法進行閥座焊前熱處理。
3.4.2 加熱實施
連接熱處理裝置,確認各部件連接完好,閥座被電加熱絲包裹好,如上圖5所示。電加熱絲外面包裹保溫棉,開啟溫控箱控制電源,焊前熱處理溫度設定為270 ℃。按照規定升溫速率加熱閥座,在加熱過程中,熱電偶反饋溫度加熱至設定溫度后,保溫30 min,取出電加熱器,焊前預熱完成。

圖5 加熱裝置Fig.5 Heating installation
3.5 在線堆焊
焊前預熱完成后,進行閥座打磨處在線堆焊,如圖6所示。

(a)閥門1 (b)閥門2圖6 閥座堆焊后情況Fig.6 The valve seat build-up welding
3.6 焊后緩冷
根據焊接要求,堆焊完成后,將保溫棉放入閥腔,并將閥體用保溫棉包裹好,緩慢冷卻12 h后閥座溫度達到常溫。
3.7 在線機加工
考慮到加工精度以及現場適用性要求,采用半自動的閥座密封面加工組合工裝對堆焊后的密封面進行機加工,主要有以下步驟:
(1)安裝便攜式法蘭端面車床外抱于法蘭外圓,以法蘭內孔、密封面為基準,如圖7所示;

圖7 機加工組合工裝Fig.7 The combination tooling of machining
(2)安裝便攜式鏜桿組件于車床上,調整車刀位置,調整吃刀量,開始加工圖中閥座上平面(E面),直至E面全部見光,如上圖4所示。記錄每一次加工量,并計算總加工量;
(3)更換便攜式鏜桿組件,安裝車刀于鏜桿上,調整車刀位置,調整吃刀量,開始加工圖中閥座內孔面(D面);
(4)拆除鏜桿,測量孔徑尺寸,如尺寸偏小,繼續回裝鏜桿,完成最終加工;
(5)在閥座內孔及閥座上平面上劃線,確定密封面加工起始及最終加工位置;
(6)更換60°坡口刀具,根據劃線位置,完成60°密封面加工,如圖8所示。密封面加工過程中局部會存在振紋,可通過人工研磨方式去除振紋以達到Ra3.2要求。

圖8 60°密封面加工Fig.8 60° sealing surface processing
3.8 PT檢查
閥座上平面、閥座內孔面、閥座60°密封面在全部加工完成后,進行液體100%溶劑去除型液體滲透檢驗,PT結果合格,如圖9為車削完成的兩臺閥門的閥座照片。
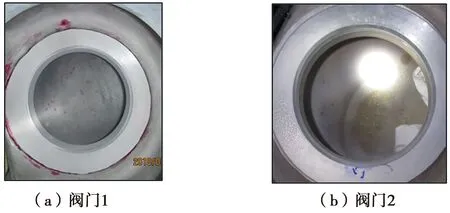
圖9 機加工后PT檢查Fig.9 PT inspection after machining
3.9 研磨胎具精磨
加工與閥芯尺寸一致的研磨胎具,利用研磨砂紙進行閥座手動研磨,按照先后順序,用規格尺寸為80 μm、60 μm、30 μm、15 μm的砂紙進行研磨,至60°密封面光滑、平整、無突點。
3.10 藍油色印檢查
手工研磨完成后進行閥芯、閥座配對藍油試驗,色印線顯示清晰、均勻、連續,兩臺閥門密封線寬度均在1.5~2 mm之間,滿足色印要求。
3.11 閥門診斷
閥門回裝后進行閥門在線診斷,診斷結果滿足閥門參數要求,閥門運行一個燃料循環周期,未發生內漏缺陷,驗證了在線堆焊修復的可靠性。
4 總 結
隨著核電機組的不斷運行,基于金屬材料的特性,閥門經過長時間高溫高壓工況下在線運行后,閥門密封面出現裂紋的概率將會越來越高。核電廠閥門在高放射性介質工況下常年運行后,其本身帶有放射性,很難將其從系統管道上割下,進行返廠檢修;而整閥更換,不僅需要投入大量的人力、物力、財力,還需面臨大修工期緊張、高輻射環境劑量長時間作業等一系列問題,如何在線有效處理閥座裂紋將會成為核電閥門檢修工作者越來越關注的問題。
本次核級大口徑節流閥閥座裂紋的在線修復成功,為其他核電機組在遇到類似問題時,從缺陷分析、方案選擇、風險評估、處理技巧及修復步驟等方面提供經驗。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
流程工業(2022年3期)2022-06-23 09:41:08
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
智富時代(2018年5期)2018-07-18 17:52:04
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
中學科技(2014年11期)2014-12-25 07:38:53
太空探索(2014年3期)2014-07-10 14:59:39