適用于加工多種型號轉向器閥體的鉆銑夾具
2022-02-10 05:31:30錢海燕
機械制造 2022年12期
□ 錢海燕
南通開放大學 機電工程學院 江蘇南通 226006
1 設計背景
汽車動力轉向器能夠將來自汽車轉向盤的轉向力矩和轉向角度進行有效、適當地變換,以實現對汽車行駛方向的控制。隨著汽車技術的發展和制造工藝水平的提高,目前循環球式轉向器和齒輪齒條式轉向器得到廣泛應用,貨車及大型車輛上一般都使用循環球式轉向器,轎車和微型車上廣泛使用齒輪齒條式轉向器。
目前大型工程車的轉向橋一般為三橋、四橋,多的甚至五橋、六橋,半整體式動力轉向器由于油缸外置,可以掛多個油缸,滿足了多橋轉向的需要,此類動力轉向器特別適合多軸轉向的大型工程車、特種車和礦用車等。動力轉向器進、出油口的要求為,進油口必須與油泵相連,出油口必須與油罐相連。油泵為高壓油,油罐為低壓油。由此,閥體進油口、出油口平面及孔加工的要求均比較高。
2 零件結構分析
為滿足不同的使用要求,企業生產的動力轉向器型號較多,但結構基本類似。動力轉向器外形如圖1所示。轉向器的主要零件是閥芯、閥體,其中閥體的結構形狀如圖2所示,但尺寸規格有多種不同。

▲圖1 動力轉向器外形▲圖2 轉向器閥體
圖2所示的閥體,其進、出油口用箭頭表示,形狀不規則。不同型號的轉向器閥體的尺寸不同,進、出油口尺寸也不同,孔口帶有內螺紋,進、出油口平面與零件回轉中心均呈一定角度,位置精度要求較高。閥體材料為QT500-7,屬于球墨鑄鐵,切削加工性尚可。
鉆銑進出油口工序因位置精度、尺寸精度要求較高,工序加工內容較多,一般安排在數控加工中心上進行加工。進、出油孔的加工工藝以M18×1.5 mm-6H的規格為例,加工時為保證尺寸精度、位置精度,必需先銑削進油口平面、出油口平面,然后鉆油孔、鉆螺紋底孔φ16.3 mm,確保孔中心線與端面垂直。孔口用锪鉆倒角,最后采用內螺紋銑刀銑削螺紋。
3 定位方案
從上述工藝分析看,閥體的尺寸精度和位置精度都有較高要求,而且企業生產的批量較大,設計專用的銑進出油口夾具,將有利于提高生產質量和生產效率,滿足動力轉向器的生產計劃需求。
由于閥體尺寸規格較多,加工進、出油口所需工裝也較多,但夾具結構基本類似。而且原夾具手動夾緊,更換不同規格零件時,夾具調整找正比較麻煩,操作者勞動強度較大,精度不易保證。因此,有必要設計一種適用多種型號閥體加工的通用可調鉆銑進、出油口平面及孔的夾具,以減少更換調整夾具所需的時間。
在夾具定位方案的設計過程中,必須確保定位面選擇的合理性、科學性、有效性,還要兼顧多種型號轉向器閥體的可調節使用,以此確保閥體的加工品質并能提高生產效率。根據加工工藝安排,利用已有加工出的平面和孔,筆者采用一面兩銷的定位原理,以閥體已加工好的外圓和端面定位。短圓柱外圓定位限制兩個自由度,端面定位限制三個自由度,另在安裝孔中裝入菱形銷,限制一個自由度,實現六點完全定位。
4 夾具體選擇
確保夾具體本身能夠具備較強的剛度、強度,同時擁有較好的結構工藝,滿足生產需求,定位后應能可靠夾緊工件。考慮方便工件裝卸及夾具制造工藝性,選擇使用Q235鋼板連接的夾具體,材料為普通碳素結構鋼,含碳量適中,綜合性能較好,強度、塑性和焊接等性能得到較好配合,一般用途最廣泛。為增強夾具體的剛度和穩定性,在夾具體上焊接加強筋,防止夾具在使用時變形。定位板應可調整方便更換,適用多種規格的閥體零件加工。夾緊裝置采用氣動快換結構,抽出開口墊圈,就能快速方便取出工件,達到減輕操作者勞動強度的目的。
5 夾具設計
在充分考慮閥體的經濟成本、質量性能后,進行閥體鉆銑進出油口夾具綜合優化設計,能夠快速高效地更換各型號閥體,確保充分滿足夾具的使用要求。夾具具體結構如圖3所示。
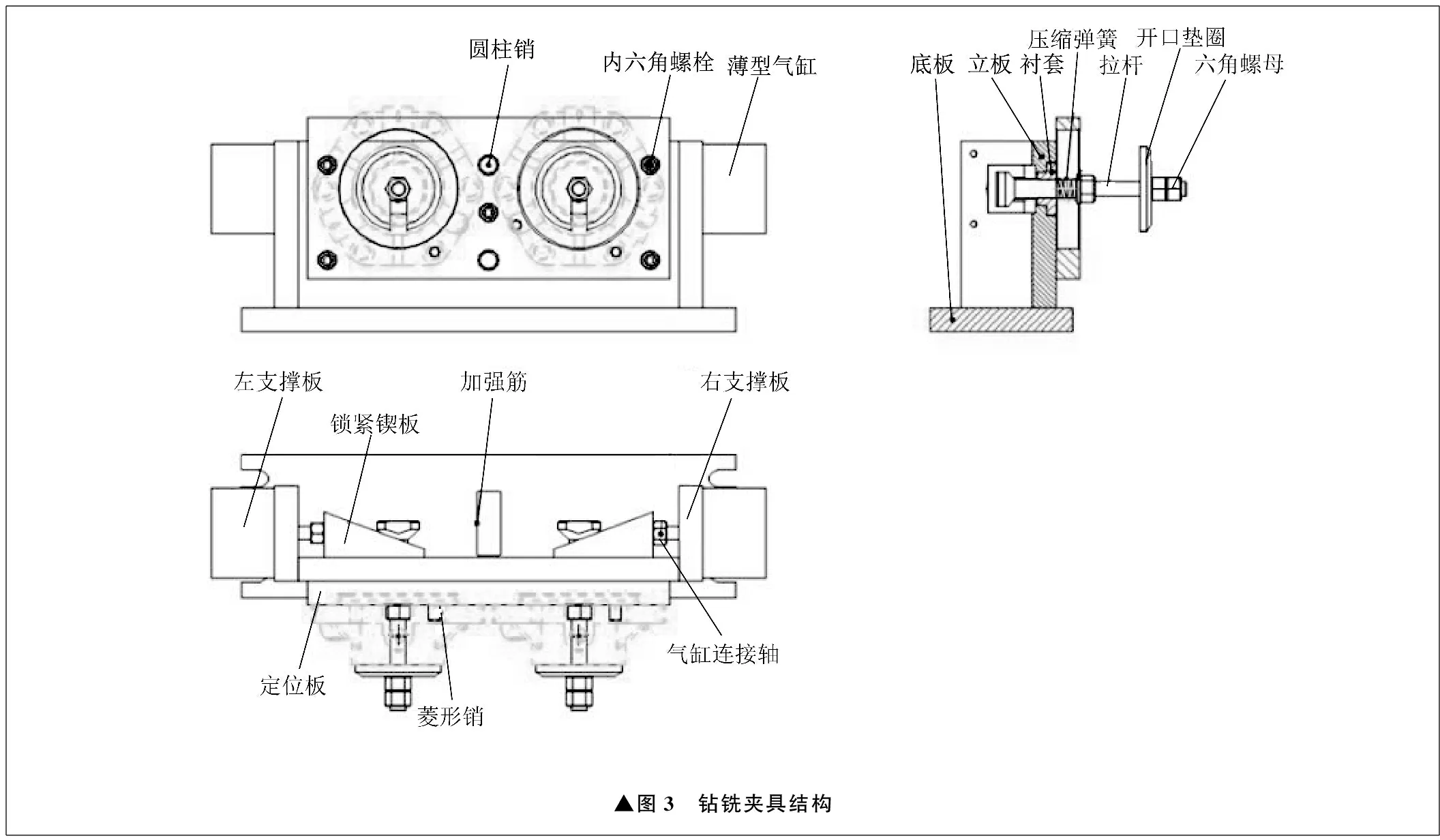
▲圖3 鉆銑夾具結構
在底板上連接立板,構成L形夾具體。在立板的兩側對稱設計有左支撐板和右支撐板,左支撐板與右支撐板的底部與底板相連,都通過內六角螺栓連接。整個夾具體結構簡單,為實現兩零件同時加工,提高生產效率的要求,設計有加強筋。加強筋與底板、立板采用焊接方式,以提高夾具的剛性和穩定性。立板如圖4所示,中間部位的上下各有一個銷孔,用于閥體更換型號時與定位板快速定位更換。調整更換時,立板與不同尺寸規格的定位板通過五個內六角螺栓連接,僅需兩個圓柱銷定位。
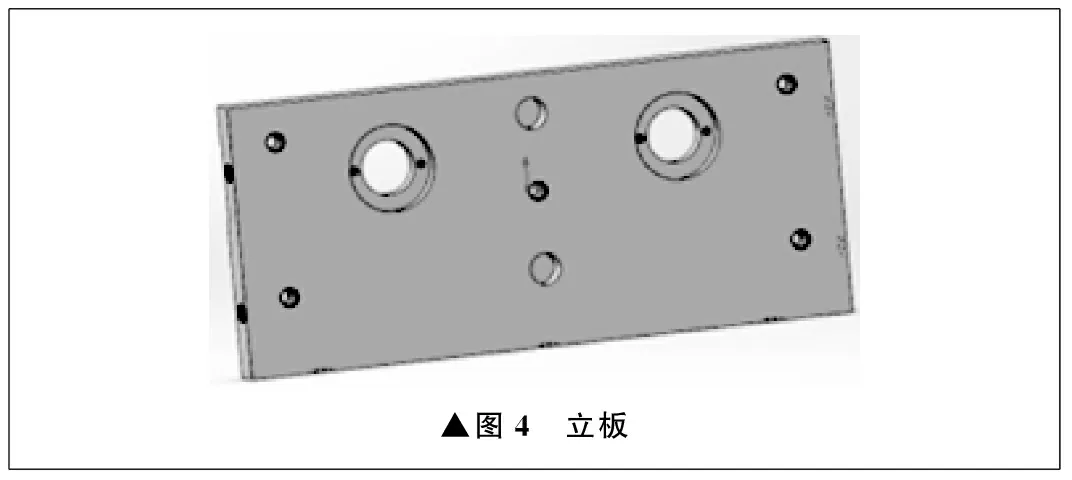
▲圖4 立板
在加工閥體進、出油口平面及孔時,將前工序已經加工好的閥體裝到定位板上,并旋轉閥體,使進出油口面向上。在閥體安裝孔與對應定位板上的孔中放入菱形銷,使閥體無法旋轉,實現完全定位,消除六個自由度。定位板如圖5所示,根據不同型號的閥體,設計有多塊定位板。
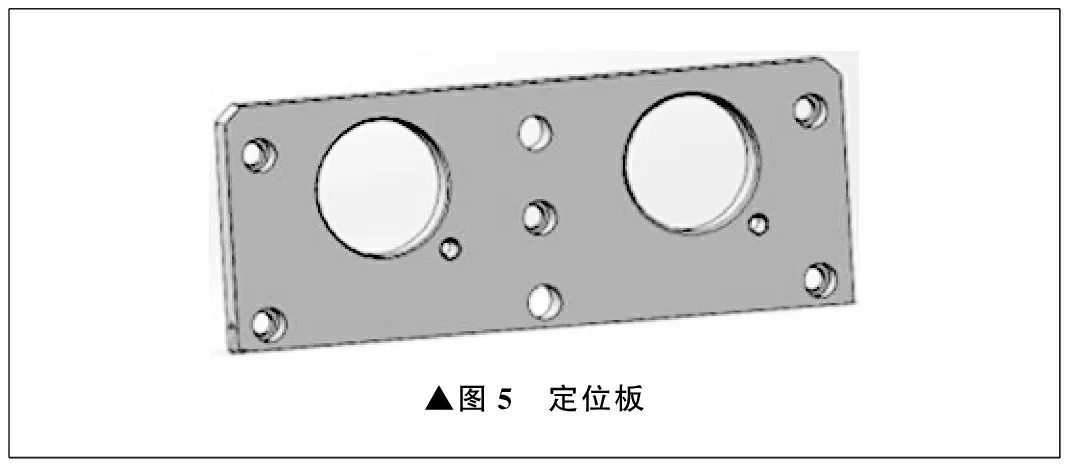
▲圖5 定位板
在左支撐板與右支撐板的外側分別設置兩個薄型氣缸,型號為SDA80×15。薄型氣缸通過氣缸連接軸連接鎖緊鍥板,在立板上通過襯套安裝拉桿,在拉桿上依次為壓縮彈簧、開口墊圈、六角螺母。機床啟動后,氣缸推動鎖緊鍥板,拉桿隨之后退,快速夾緊閥體。對于不同型號尺寸的閥體,只需要更換與其對應尺寸的定位板,即可實現多型號規格閥體的可調定位和加工。鉆銑進出油口夾具三維模型如圖6所示。

▲圖6 鉆銑夾具三維模型
6 結束語
筆者設計的閥體鉆銑進出油口夾具結構簡單,使用方便,經企業生產實踐驗證,能大大提高閥體進、出油口的加工尺寸精度,降低零件的報廢率,并且不會對閥體零件的外觀產生破壞,尺寸精度穩定,同時能減少更換工裝次數和節約校準工裝的時間,對于不同閥體,只需更換定位板,降低了生產成本。總之,設計的鉆銑進出油口夾具能降低操作者的勞動強度,實現閥體的快速裝夾和型號更換,減少閥體加工線上工裝的數量,提高了生產效率,閥體的加工精度得到可靠保證,完全滿足工藝要求。
