45°分模面O形橡膠密封圈模具的數控車削加工
2022-02-10 05:31:30宋尊師
機械制造 2022年12期
□ 王 增 □ 宋尊師
1.中國人民解放軍92635部隊 山東青島 266000 2.海軍航空大學 山東煙臺 264001
1 刀具及量具準備
在選擇刀具時,應當根據被切削材料的性質來確定刀具的材料。對于量具,應優先選用精度高、讀數方便的量具,如數顯型量具等。45°分模面O 形橡膠密封圈模具品種多樣,不同尺寸的模具,型腔的位置有所不同,所以在使用專用深度百分表測量型腔深度時,定位和測量值的準確性至關重要。
刀具及量具準備如下:外圓車刀、45°圓弧槽刀、鏜孔車刀、數顯游標卡尺、專用深度百分表。
2 上模板加工
2.1 圖紙分析
按模具分模面的形式,O形橡膠密封圈可以分為 180°分模面和 45°分模面兩種類型。180° 分模面O形橡膠密封圈一般用于靜密封。45°分模面O形橡膠密封圈一般用于動密封。45°分模面O形橡膠密封圈模具的設計和制造比 180°分模面O形橡膠密封圈模具難度大,筆者通過實例來介紹45°分模面O形橡膠密封圈模具的數控車削加工。
模具分為上模板和下模板,模具結構如圖1所示。
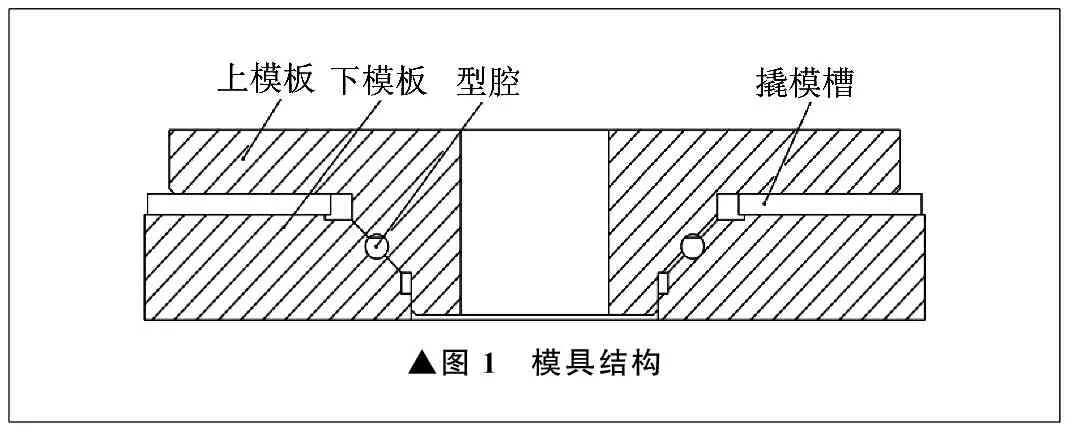
▲圖1 模具結構
45°分模面O形橡膠密封圈如圖2所示,上模板加工圖如圖3所示。圖2中,D為45°分模面O形橡膠密封圈內徑,d為截面直徑。
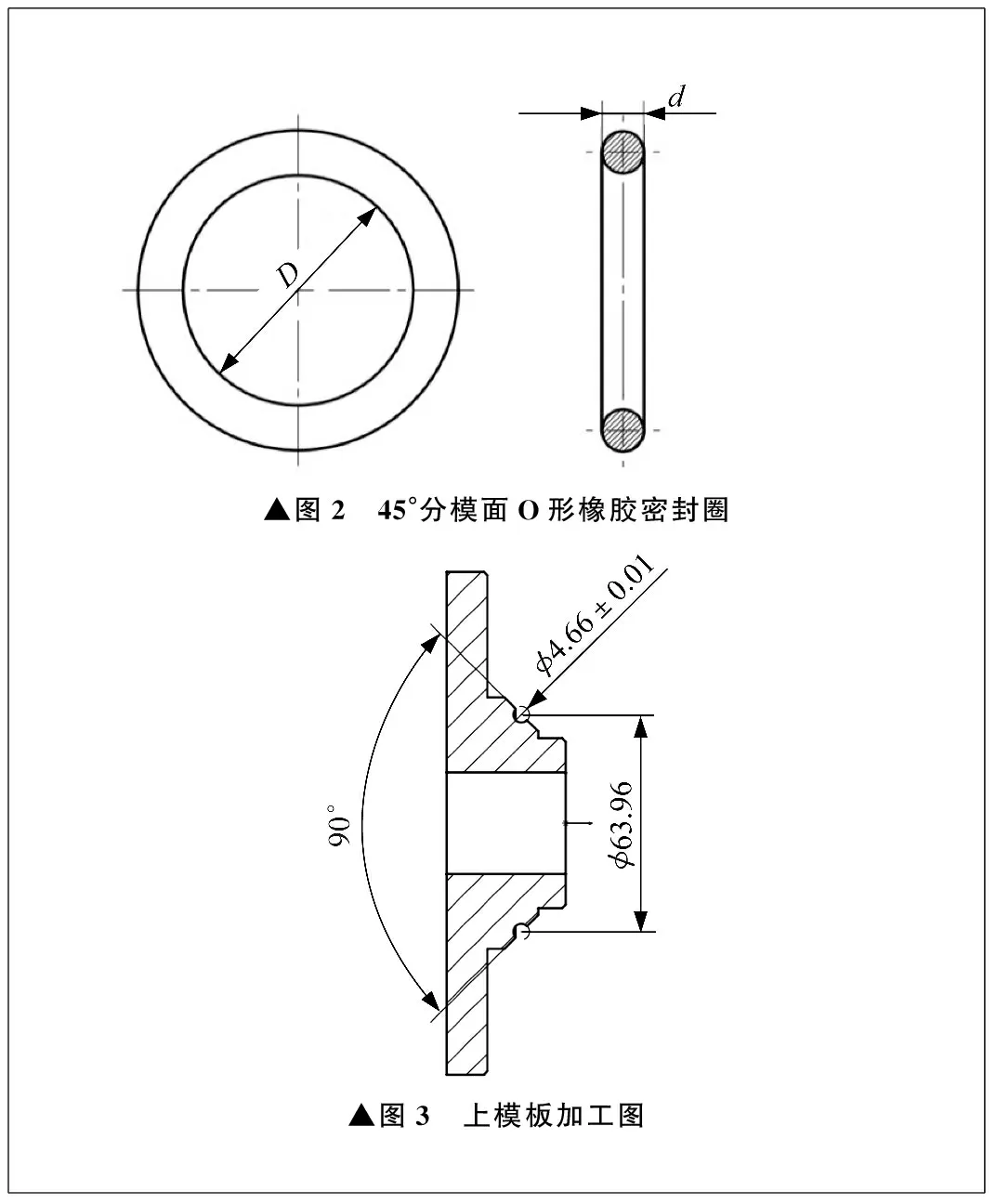
▲圖2 45°分模面O形橡膠密封圈▲圖3 上模板加工圖
假設模具外形已加工完成,以下僅對型腔加工方法進行介紹。在數控車削時,因為車刀運動軌跡是根據車床運動軸坐標點的變化而產生的,所以在進行數控編程時,需要車刀運動軌跡各個節點的坐標。實例中,需要車刀沿半圓形型腔輪廓切削,才能加工出型腔特征,因此需要使用順時針圓弧插補指令G02和逆時針圓弧插補指令G03。在采用具有刀尖圓弧的車刀時,使用刀具半徑左補償指令G41和刀具半徑右補償指令G42。加工型腔時,還需要指定車刀的參考點和退刀點,保證加工的安全性。

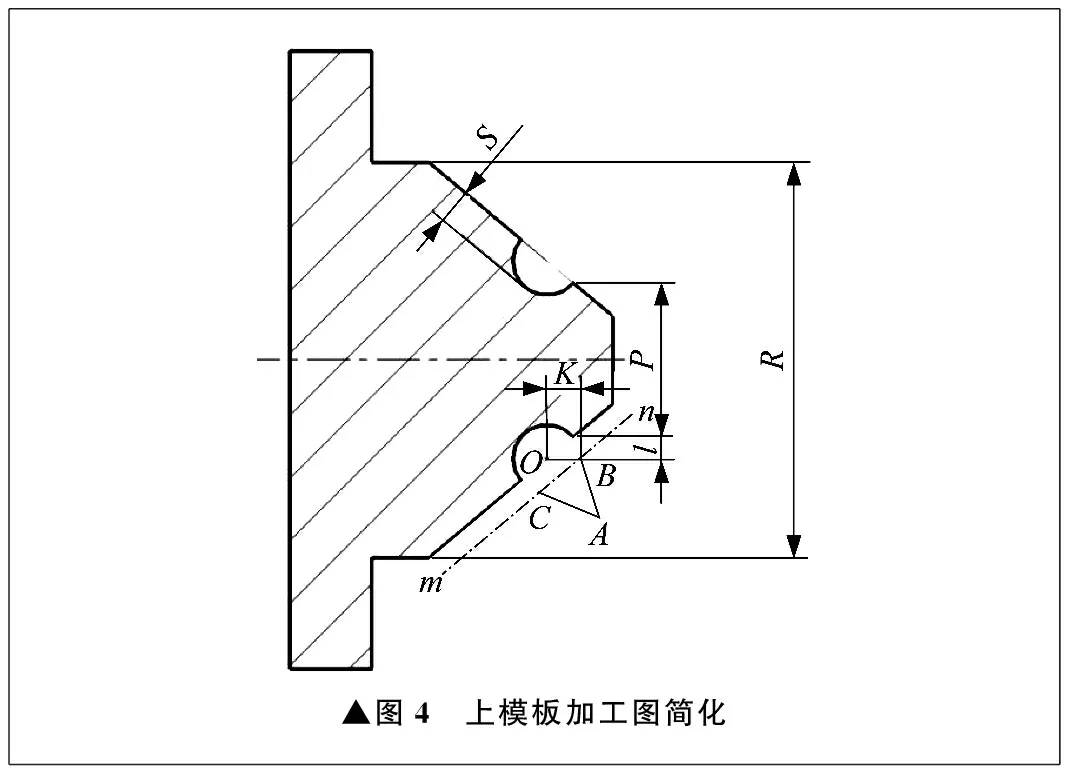
▲圖4 上模板加工圖簡化
通過以上分析,車刀運動軌跡編程思路如下:由退刀點快速移動至參考點A;啟用刀尖圓弧半徑補償指令G42,并移動至圓弧起點B;執行圓弧插補指令G02,并移動至圓弧終點C;執行取消刀尖圓弧半徑補償指令G40,并進行直線插補移動至參考點A;快速移動至退刀點。
2.2 坐標點與參數計算
對各變量進行定義:Z為45°分模面橡膠密封圈中徑,AX為參考點A的X軸坐標,AZ為參考點A的Z軸坐標,BX為圓弧起點B的X軸坐標,BZ為圓弧起點B的Z軸坐標,CX為圓弧終點C的X軸坐標,CZ為圓弧終點C的Z軸坐標,OX為圓弧中心點O的X軸坐標,OZ為圓弧中心點O的Z軸坐標,I為圓弧中心點O相對于圓弧起點B在X軸方向的坐標增量,K為圓弧中心點O相對于圓弧起點B在Z軸方向的坐標增量。
45°分模面O形橡膠密封圈截面直徑d為4.66 mm,中徑Z為63.96 mm,通過計算可以得到內徑D為59.3 mm。
為防止刀具或機床損壞,定義參考點A用于觀察車刀相對于工件的初始位置。假設車刀的圓弧切削刃與工件表面距離為1.2d,那么參考點A的坐標為:
圓弧起點B的坐標為:
=62.4 mm
圓弧終點C的坐標為:
=68.35 mm
圓弧中心點O的坐標為:
OX=D+d=63.96 mm
OZ=(R-D-d)/2=10.02 mm
參數I、K為:
I=(OX-BX)/2=0.78 mm
K=OZ-BZ=-2.2 mm
通過以上計算,求出數控編程時需要計算的全部坐標點。
2.3 數控編程
根據上述圖紙分析及坐標點計算,編寫數控程序1,如下:
N1 G99 G21 //G99為每轉進給率,G21代表公制輸入
N2 T0303 //使用3號45°圓弧槽刀,并啟用3號刀具補償
N3 M03 S10 //主軸正轉,轉速為10 r/min
N4 G00 X100.0 Z100.0 //快速移動至退刀點
N5 G00 X71.87 Z13.97 //快速移動至參考點A
N6 G42 G01 X62.4 Z12.22 F1.0 //啟用刀尖圓弧半徑補償,移動至圓弧起點B
N7 G02 X68.35 Z9.24 I0.78 K-2.2 F0.2 //執行圓弧插補指令G02,移動至圓弧終點C
N8 G40 G01 X71.87 Z13.97 F1.0 //取消刀尖圓弧半徑補償,并直線插補移動至參考點A
N9 G00 Z100.0 //快速移動至退刀點
N10 M30 //程序結束
2.4 機床準備
實例中使用CAK50135Di型數控車床、發那科 0iT數控系統,四工位前置刀架,采用直徑編程方式。
將車刀安裝至刀架上,并按照刀具清單中的車刀信息輸入至機床對應的參數中,刀具清單見表1。

表1 刀具清單
將45°圓弧槽刀分別裝夾至刀架的3號位和4號位,45°圓弧槽刀與刀架外緣角度為135°。刀具裝夾如圖5所示。實際加工中,應考慮車刀的伸出長度,防止切削時車刀與工件產生干涉。

▲圖5 刀具裝夾
將刀具清單中刀號為3和4的刀尖圓弧半徑補償及刀位點分別輸入至數控系統,刀具補正和幾何界面如圖6所示。圖6中,r為刀尖圓弧半徑補償,T為刀位點。
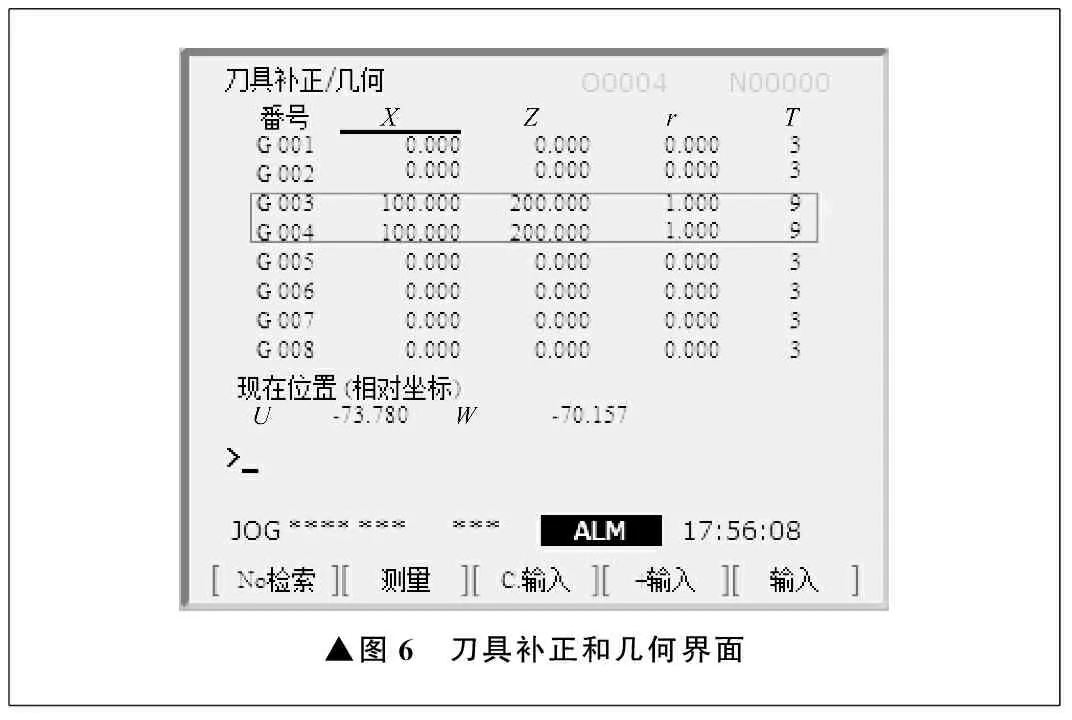
▲圖6 刀具補正和幾何界面
3號45°圓弧槽刀使用試切法對刀后,在刀具補正和幾何界面中的值X為100.0 mm,Z為200.0 mm。X軸最終刀具補償值為98 mm,Z軸最終刀具補償值為199 mm。
在車削時,如果直接運行數控程序1,將會導致車刀損壞。為解決這一問題,可以通過數控系統刀具補正和磨耗中的X、Z參數設置來限制每次車削的吃刀量,實現對型腔的分層車削,控制型腔余量,保證型腔精度的可控性,有效延長刀具的使用壽命,降低模具的加工成本。
型腔X軸直徑余量Xm為:
型腔Z軸長度余量Zm為:
計算后將Xm、Zm分別輸入刀具補正和磨耗界面,如圖7所示。
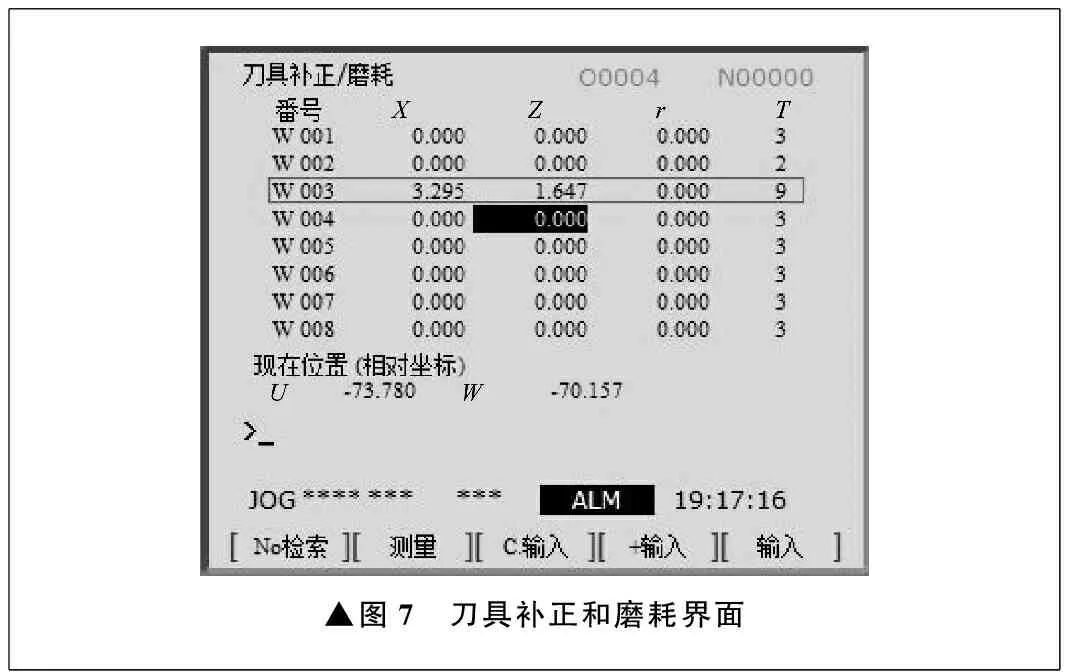
▲圖7 刀具補正和磨耗界面
2.5 加工過程
為保證型腔的精度,需要在車削后對小口參數和型腔深度進行測量,然后將測量值與理論值進行補差比較,通過誤差分析,調整刀具的磨耗補償,再次進行車削,這樣才能達到所需尺寸。
當刀具磨耗調整至X為0.5 mm,Z為0.25 mm時車削型腔,測得當前小口參數為60.704 mm,當前型腔深度為1.977 mm。
未補差小口理論參數J為:
當前型腔理論深度Sd為:
模具制作時,直徑為4.65 mm時余量測量補差對應表見表2。由表2可知,當d為4.66 mm,刀具磨耗X為0.5 mm時,差值為0.038mm,補差后小口參數P為60.703 mm。

表2 直徑為4.65 mm時余量測量補差對應表 mm
對當前小口參數與補差后小口參數進行比較,誤差為0.001 mm,對當前型腔深度與當前型腔理論深度進行比較,誤差也為0.001 mm,結論為當前模具型腔尺寸和型腔深度在公差要求范圍內,可以繼續調整圖7中X、Z進行車削,直至尺寸滿足要求。在調整時,如果測量所得的尺寸與所需尺寸有誤差,那么需要同時調整刀具磨耗X、Z并校對尺寸。
3 下模板加工
在下模板加工中,對刀方法、刀具補正和幾何、刀具補正和磨耗、坐標點計算、補差與上模板加工基本相似,因此只介紹不同之處。
3.1 圖紙分析
下模板加工圖如圖8所示,下模板加工圖簡化如圖9所示。圖9中,Q為大口參數。下模板的各坐標與上模板一致。

▲圖8 下模板加工圖
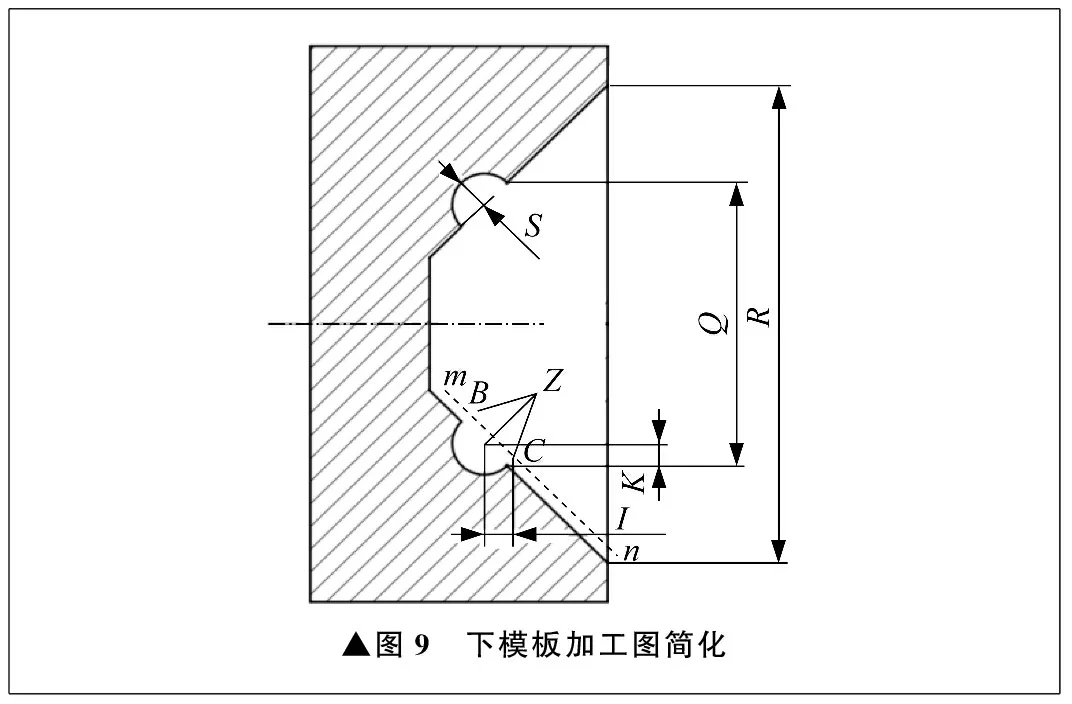
▲圖9 下模板加工圖簡化
3.2 坐標點與參數計算
參考點A的坐標為:
=-6.07 mm
圓弧起點B的坐標為:
=59.57 mm
圓弧終點C的坐標為:
=65.52 mm
圓弧中心點O的坐標為:
OX=D+d=63.96 mm
OZ=(R-D-d)/2=10.02 mm
參數I、K為:
I=|OZ-BZ|=2.2 mm
K=(OX-BX)/2=0.78 mm
3.3 數控編程
根據上述圖紙分析和坐標點計算,編寫數控程序2,如下:
N1 G99 G21 //G99為每轉進給率,G21代表公制輸入
N2 T0404 //使用4號45°圓弧槽刀,并啟用4號刀具補償
N3 M03 S10 //主軸正轉,轉速為10 r/min
N4 G00 X56.05 //快速移動至參考點A
N5 Z-6.07 //快速移動至參考點A
N6 G42 G01 X59.57 Z-10.8 F1.0 //啟用刀尖圓弧半徑補償,移動至圓弧起點B
N7 G02 X65.52 Z-7.82 I2.2 K0.78 F0.2 //執行圓弧插補指令G02,移動至圓弧終點C
N8 G40 G01 X56.05 Z-6.07 F1.0 //取消刀尖圓弧半徑補償,并直線插補移動至參考點A
N9 G00 Z100.0 //快速移動至退刀點
N10 M30 //程序結束
3.4 機床準備
安裝刀具、對刀、刀具補正和幾何設置的方法與上模板一致。
Xm、Zm分別為:
將Xm、Zm分別輸入刀具補正和磨耗界面。
3.5 加工過程
下模板加工過程中所測量的位置與上模板加工有所不同,下模板需要測量大口參數,補差計算方式、刀具補正和磨耗調整方法、誤差調整方法則與上模板加工一致。
當刀具磨耗調整至X為-0.5 mm,Z為0.25 mm時車削型腔,測得當前大口參數為67.226 mm,當前型腔深度為1.977 mm。
未補差大口的理論直徑Jd為:
當前型腔理論深度Sd為:
由表2可知,補差后大口參數為67.227 mm。對當前大口參數與補差后大口參數進行比較,兩者誤差為0.001 mm,對當前型腔深度與當前型腔理論深度進行比較,誤差也為0.001 mm。結論為當前模具型腔尺寸和型腔深度在公差要求范圍內,可以繼續調整圖7中X、Z進行車削,直至尺寸滿足要求。
4 結束語
經過長期實踐證明,使用筆者所介紹的45°分模面O形橡膠密封圈模具數控車削加工方法,在生產各種規格 45°分模面O形橡膠密封圈模具時,制造方便,效率高,尺寸精確,模具定位精度與合模精度高。型腔加工所使用的圓弧刀具通用性強,可以降低生產成本。這一加工方法還可以加工各類合模精度要求高的組合模具,生產出的密封圈密封效果好,有一定的社會效益和經濟效益。
