一種高速基材鉆孔孔壁粗糙度改善研究
2022-02-08 08:08:26嚴俊君曹靜靜樊廷慧
印制電路信息
2022年12期
嚴俊君 曹靜靜 肖 鑫 樊廷慧
(惠州市金百澤電路科技有限公司,廣東 惠州 516083)
(深圳市金百澤電子科技股份有限公司,廣東 深圳 518000)
0 前言
目前為降低5G高速材料的介電常數和介質損耗因數,有的通過往基材中填充陶瓷粉等絕緣材料來實現。由于填充物硬度高、脆性大,這就使得材料的加工難度增加,鉆孔時孔壁粗糙度(一下簡稱:孔粗)風險增大,影響后續孔內鍍銅質量(如圖1所示),從而使產品的可靠性下降。鉆孔時鉆頭高速旋轉產生熱量,使鉆屑黏附在鉆頭上,影響鉆屑排出,造成鉆孔孔粗。同時,鉆孔過程中鉆頭會磨損,影響鉆孔時的切削力,進而造成鉆孔孔粗。本文以一種常用的M6級別材料的高縱橫比高速背板鉆孔為例,通過設計不同孔徑密度的萬孔板,對鉆孔加工參數(轉速、進刀速、孔限)和加工方法(蓋板方式、鉆孔后處理方式)等影響因素進行工藝研究,找出改善孔粗的加工方法。
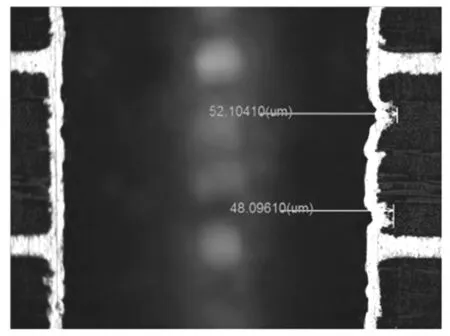
圖1 鍍銅后孔壁粗糙現象圖
1 改善試驗
1.1 孔粗原因分析
從人、機、物、法、環等方面對鉆孔孔粗的影響原因進行綜合分析,如圖2所示。
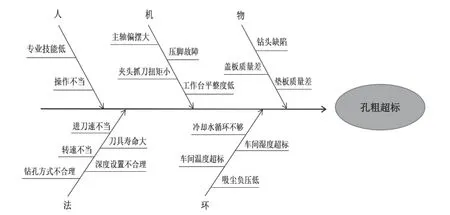
圖2 孔粗魚骨圖分析圖
1.2 關鍵因素排查
根據孔粗魚骨圖結合鉆孔工序現場實際情況進行排查,找出關鍵影響因素(如表1所示)。

表1 關鍵因素排查表
1.3 試板設計
測試板加工信息見表2所示。

表2 測試板加工信息表
1.4 測試方案
通過對鉆孔轉速、進刀速、孔限、蓋板方式等影響因素設計試驗方案進行研究,具體如表3所示。
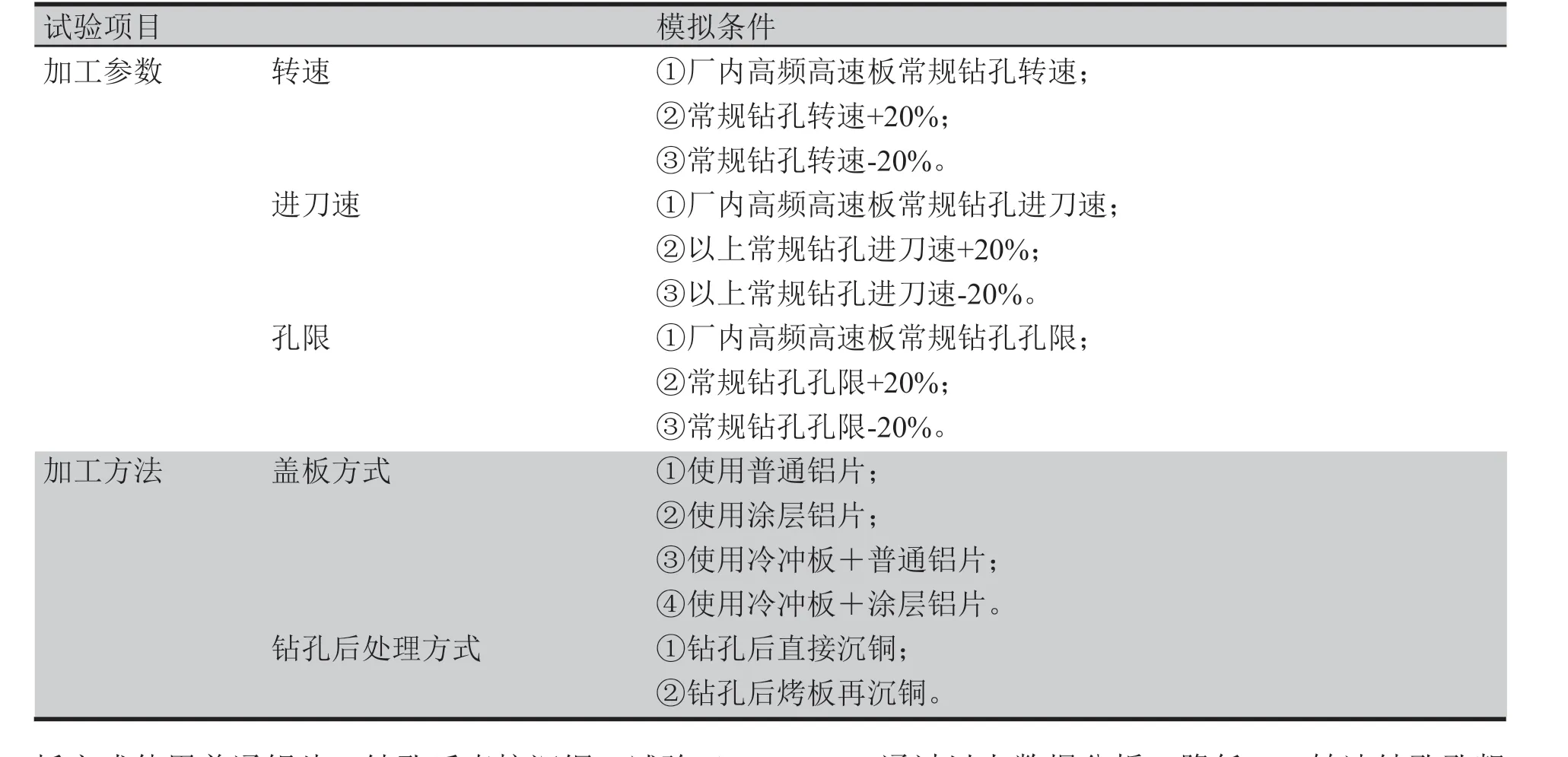
表3 試驗方案設計表
2 試驗過程及結果
2.1 不同轉速對孔粗的影響
使用同一鉆機,使用全新鉆頭,進刀速、退刀速、孔限均使用廠內高頻高速板常規參數,蓋板方式使用普通鋁片,鉆孔后直接沉銅;……
登錄APP查看全文