基于排氣通道的車身鍍鋅板激光疊焊工藝
2022-01-19 09:22:06鐘世杰汪永超蒙禹舟
激光技術 2022年1期
關鍵詞:焊縫
龔 郡 ,魏 昕*,鐘世杰,汪永超,2,蒙禹舟
(1.廣東工業大學 機電工程學院,廣州 510006;2.東源廣工大現代產業協同創新研究院,河源 517500)
引 言
鍍鋅鋼因其優良的耐腐蝕性能,廣泛應用于汽車車身等部件的制造過程中[1-3]。這得益于鍍層鋅對鋼基體具有物理屏蔽作用的同時,還起到了電化學保護作用[4]。然而,鍍鋅鋼的鍍層結構和鋅元素的物理特性(鍍層鋅的沸點是908℃,基體鋼的熔點是300℃[5])帶來了一定的工藝問題,鍍鋅鋼在激光焊接過程中,鍍層鋅會劇烈氣化形成鋅蒸氣,在熔池中造成飛濺、氣孔等焊接缺陷,嚴重影響焊縫外觀及連接強度[6]。
鍍鋅板在層疊搭接焊工藝下的鋅蒸氣行為可分為兩種,上下表面的外層鋅氣化和層疊面處夾層鋅的氣化[7]。外層鋅氣化而產生的鋅蒸氣向空氣中自由擴散,對焊接質量無直接影響。夾層鋅蒸氣的逃逸行為是引起焊接缺陷的主要因素[8]。零間隙焊接下,SCHMIDT等人[9]通過高速攝像機記錄觀察鋅蒸氣逃逸過程,發現鋅蒸氣通常在匙孔壁后面約1mm~4mm范圍內產生脫氣通道。鋅蒸氣的高動態壓力使熔池極不穩定,導致井噴式的飛濺和孔隙[10-11]。目前較好的解決辦法是板間間隙法[12-13],在搭接面間留出一定間隙,以便夾層鋅產生的鋅蒸氣順利排出。通過在板間預夾薄層墊片,通過控制搭接板間的夾緊力控制板間間隙。雖然這種預留間隙的焊接方法在鍍鋅鋼激光焊接時可以很好地排出鋅蒸氣,減少焊接氣孔,但此方法對預留間隙的間隙值的精度要求較高,對夾具要求較高,不易控制[14-16]。
作者針對零間隙下鍍鋅鋼的激光層疊搭接焊工藝,嘗試通過在層疊搭接面設計一定的排氣通道結構,控制焊接過程中鋅蒸氣逃逸行為,達到改善焊接接頭質量的作用。
1 實驗材料與方法
1.1 實驗材料
實驗材料選用1.5mm厚的CR340冷軋熱鍍鋅鋼板,鍍層為雙面鍍鋅,鍍鋅量為60g/m2。鋼板化學成分如表1所示,力學性能如表2所示,圖1為CR340基體組織金相圖。實驗前用激光切割制成120mm×60mm×1.5mm的試板,并用酒精擦除材料表面油污[17]。

Table 1 Chemical composition of CR340 sheet(mass fraction)

Table 2 Mechanical properties of CR340 sheet
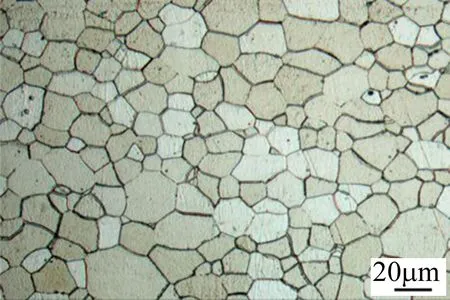
Fig.1 Matrix microstructure of CR340 sheet
1.2 實驗方法
利用模數為1.0mm的右斜30°直紋滾花刀在層疊接合面處,對上下鍍鋅板分別輥壓出交錯排布的排氣通道,并利用OLS4000激光共聚焦顯微鏡觀察并測量排氣通道的3維形貌。可以發現,在壓力作用下,刀齒在鍍鋅板表面擠壓出一道道主排氣通道,并在主排氣通道的兩邊形成隆起,于是在主排氣通道與主排氣通道之間由隆起堆疊出的微小空間形成次排氣通道;由主排氣通道和次排氣通道形成的復合排氣通道在焊縫中心實現了排氣通道的全覆蓋。通過控制輥壓力的大小來控制輥壓深度,實驗前測量主、次排氣通道的深度。圖2為排氣通道。其中,圖2a為位置示意圖,圖2b為實際輥壓效果,圖2c為局部放大,圖2d為表面3維形貌,圖2e為截面形狀,圖2f為主、次排氣通道。
實驗中采用零間隙層疊搭接焊接頭形式,重疊寬度10mm,預先在層疊面處輥壓一定結構的排氣通道,焊縫軌跡位于重疊面中心位置,如圖3所示。實驗中用到的激光焊接系統,包括由中國武漢銳科生產的RFL-C3300型光纖激光器,波長為1080nm,經聚焦直徑為200nm焊接頭聚焦后得到直徑為0.3mm的激光光斑。焊接時,工件固定裝夾,由FANUC M-20iA六軸機械手帶動焊接頭運動來完成焊接。焊接完成后并對焊縫宏觀形貌、飛濺情況、接頭微觀組織及力學性能進行分析研究。

Fig.2 Exhaust passage
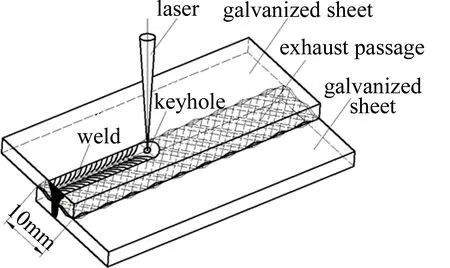
Fig.3 Schematic diagram of cascade lap welding
在金相試樣制取中,沿垂直于焊縫的方向截取試樣尺寸為 20mm×15mm×3mm的試樣,按照標準金相制作方法依次進行打磨、拋光,制取金相樣件,腐蝕液選擇硝酸酒精溶液(質量分數為0.04),腐蝕時間為15s左右[18]。利用Leica DMC4500金相顯微鏡對制得的金相樣件進行觀察;利用HV-1000Z型顯微硬度計測量焊接接頭顯微硬度,加載載荷和加載時間分別25g和10s。
參照GB/T2651-2008《焊接接頭拉伸試驗》標準,利用線切割制做拉伸試樣[19],采用WDW3100型電子萬能實驗機進行拉伸測試,同參量下樣件拉伸3次取平均值。
2 實驗結果與分析
2.1 排氣通道對焊縫成型的影響
實驗前測得主排氣通道深度為125.0μm,次排氣通道深度32.6μm,間隔為1mm。實驗中選用的工藝參量如下:激光功率為2500W,掃描速率為25mm/s,氮氣保護氣流量為5L/min,保護方式為同軸保護,離焦量為0mm。由圖4中焊縫形貌的對比可看出,1#無排氣通道試樣、無排氣通道下,焊縫成形較差,伴隨著有大量的飛濺,焊縫表面凹凸不平,過渡不均勻,由于飛濺損失了熔池金屬,焊縫正反面都出現不同程度的凹陷,焊縫正面存在焊瘤。2#有排氣通道試樣、有排氣通道下,焊縫成形良好,基本無氣孔、飛濺、凹坑等缺陷,焊縫表面連續均勻過渡。
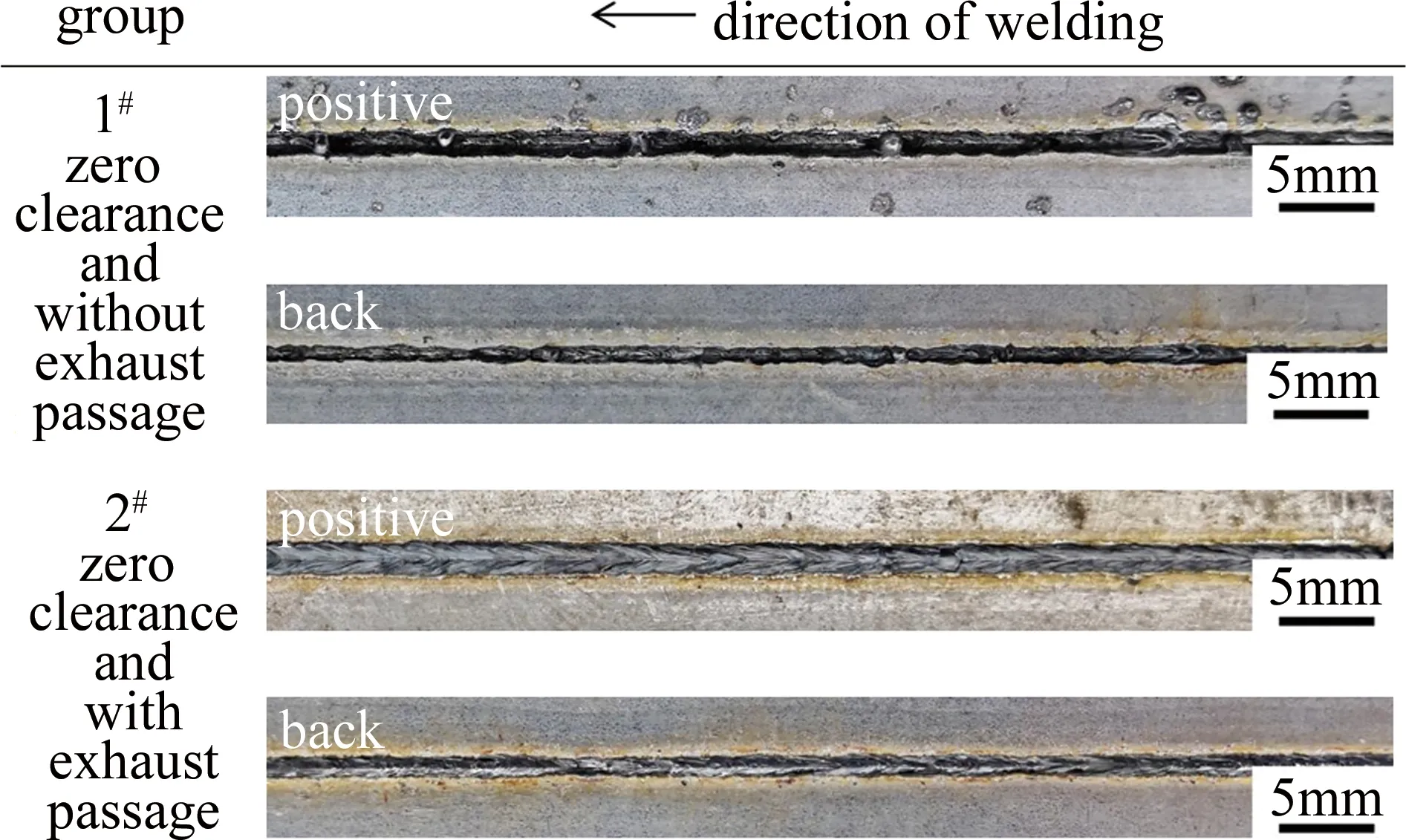
Fig.4 The contrast of weld appearance with or without exhaust passage
2.2 焊縫橫截面、金相組織及力學性能分析
2.2.1 焊縫橫截面形貌 比較圖5中無排氣管道(見圖5a)和有排氣通道(見圖5b)的焊縫截面可以發現,無排氣通道時,焊縫正面塌陷嚴重,焊縫背面輕微塌陷,熔池中存在氣孔缺陷,該氣孔呈橢球型,位于中間層疊面附近。有排氣通道的焊縫成型良好,熔合區金屬飽滿,除底部有少量駝峰外,焊縫內部無其它缺陷。從熔合區與排氣通道交界區域的局部放大圖來看,熔池冷卻后部分排氣通道區域會被填充,但僅局限在熔合區。熔合區金屬在與排氣通道相交區域呈錐形的放射狀,這是由于鋅蒸氣從排氣通道逃逸后造成的壓力差所致,這說明排氣通道起到了很好的逃逸鋅蒸氣的作用。圖5c為熔合區與排氣通道交界區域的局部放大圖。圖5中,BM(base matal)為母材區,HAZ(heating affective zone)為熱影響區,WZ(welding zone)為焊縫區。
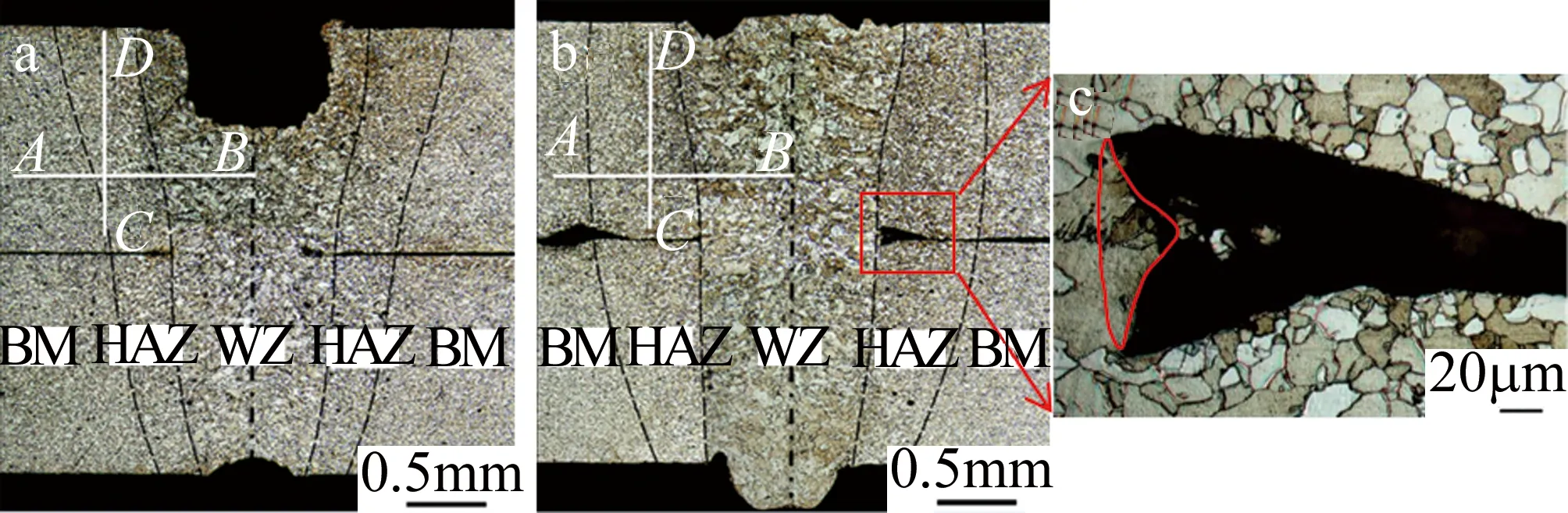
Fig.5 Weld section
在焊接過程中,主、次排氣通道結構為層疊面處的高壓鋅蒸氣提供了一個緩沖、釋放的路徑,不至于高壓的鋅蒸氣瞬間涌入熔池,從匙孔或者熔池上下表面逃逸,并以飛濺的形式帶走大量熔池金屬,同時在熔池中形成紊流。部分鋅蒸氣氣泡未能及時釋放最終在焊縫中形成氣孔。
2.2.2 金相組織 利用光學顯微鏡在上板距層疊面0.5mm(即圖5中AB線位置)與熱影響區相交附近,通過拼接的方式,觀察從焊縫區到熱影響區,再到母材區的組織變化,如圖6所示。其中,圖6a無排氣通道,圖6b有排氣通道。接頭組織具有明顯的低碳鋼焊接接頭變化特性,從左至右分為峰值溫度在1500℃以上的焊縫區、1500℃~1100℃的過熱區、1100℃~900℃的正火區、900℃以下的部分相變及母材區。圖7則為焊縫中心熔合區組織金相圖,焊縫區組織為白色塊狀鐵素體、網狀珠光體與晶界處少量的Fe3CⅢ[20](下標Ⅲ表三次滲碳體)。
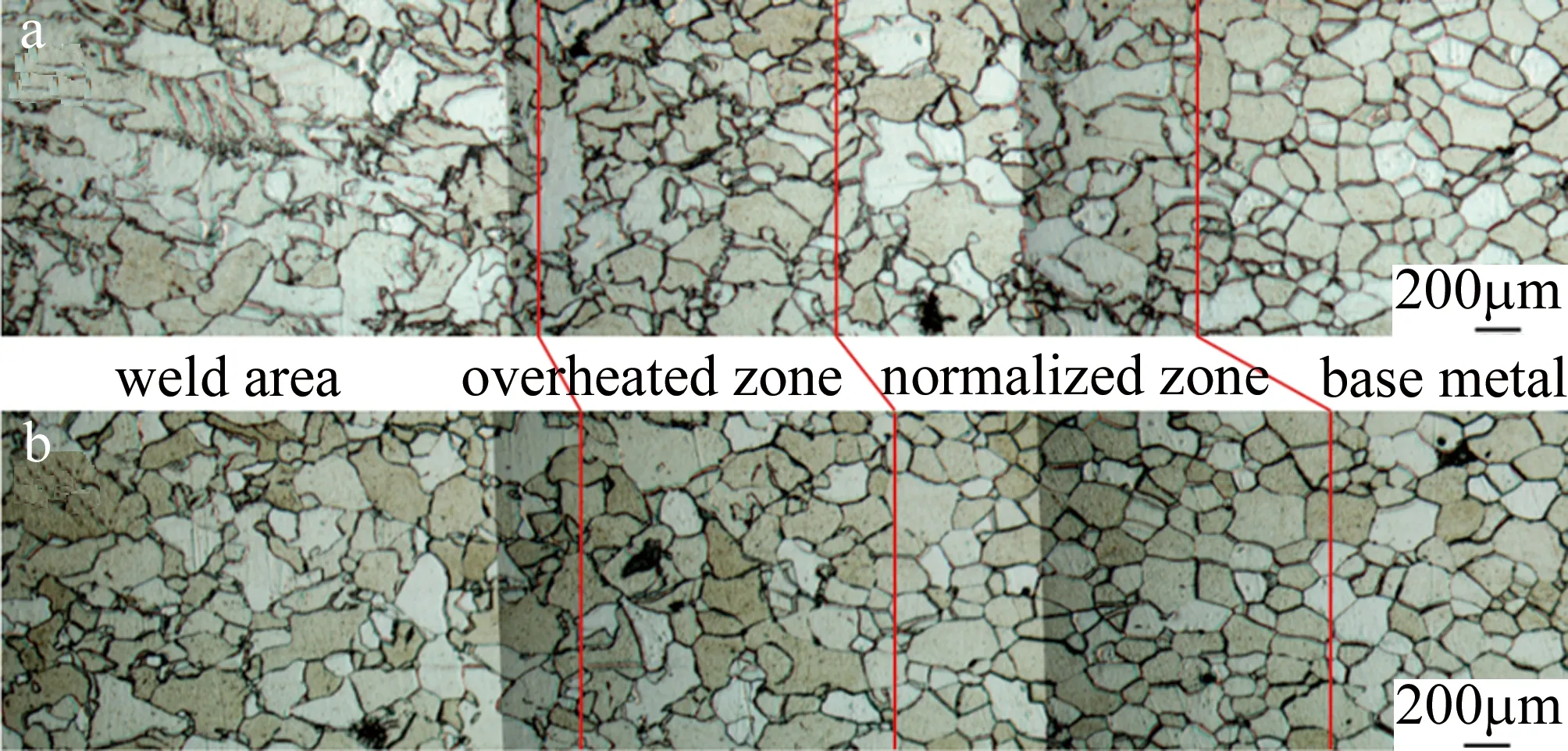
Fig.6 Tissue change diagram of heat affected zone
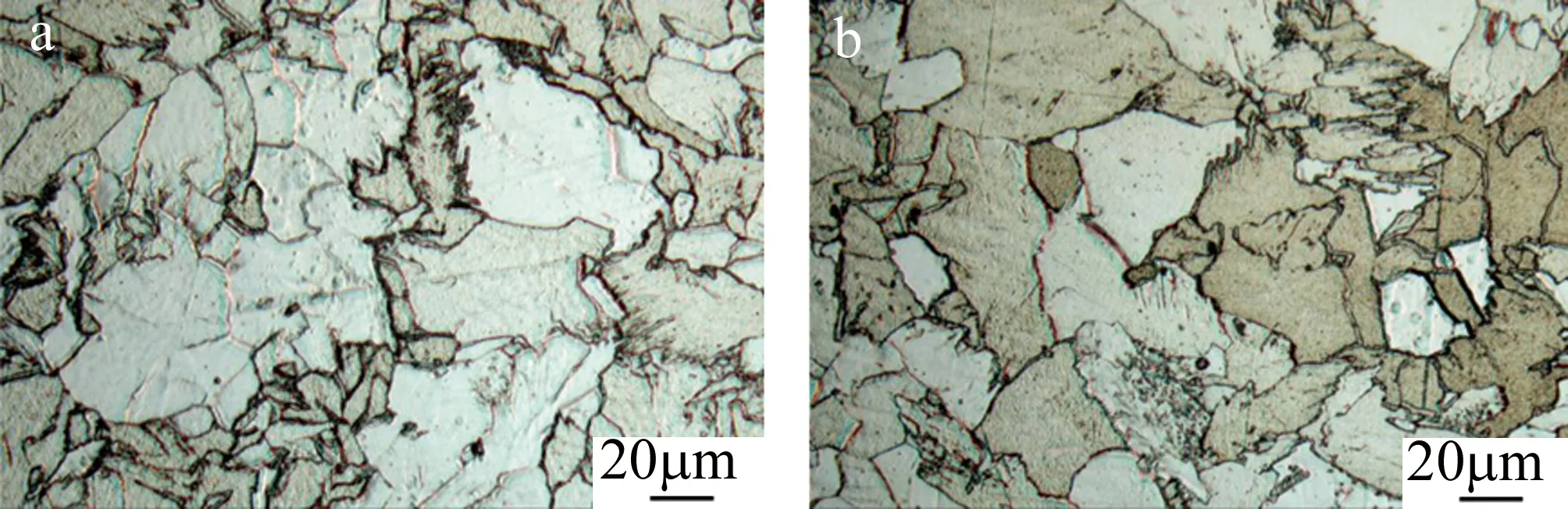
Fig.7 Metallographic diagram of fusion zone
從焊縫區到母材區,無排氣通道條件下,組織晶粒大小變化更為明顯,且熱影響區的寬度要小于有排氣通道情況下。這是因為有排氣通道情況下,能量傳導不光通過金屬本身的熱傳導,還有高溫高壓的鋅蒸氣通過排氣通道逃逸時,以熱對流的形式將部分熱量傳遞給熱影響區,使得熱影響區組織晶粒過渡更為平緩。
2.2.3 顯微硬度 在圖5所示的AB線(垂直于板厚方向)及CD線(板厚方向)位置,從焊縫中心開始,向外每間隔0.075mm取樣打點,測量硬度,并繪制硬度變化曲線,如圖8所示。由圖8a可見,硬度最高的是焊縫區,約為135HV,熱影響區約為110HV,均大于母材區,并且沒有明顯的軟化現象。有、無排氣通道情況下,各區之間的平均硬度大致一致,但是有排氣通情況下,焊縫熱影響區寬度更寬。排氣通道的作用是有效逃逸鋅蒸氣,最終起到穩定熔池、減少飛濺的作用。穩定的熔池減少了由于飛濺損失的金屬液滴。因此,相同的激光工藝參量下,這部分熱量可以通過母材傳播更遠,使得熱影響區更寬。
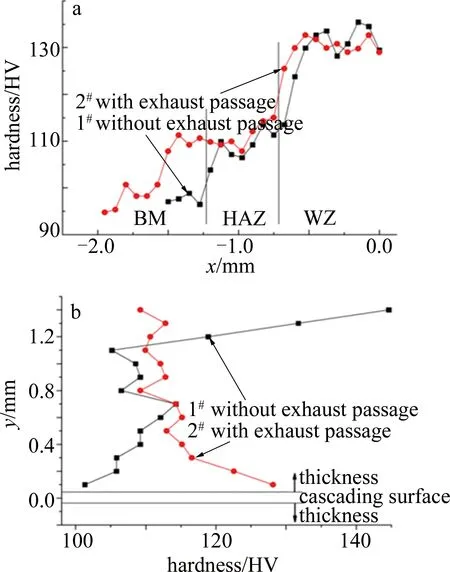
Fig.8 Microhardness curve
從CD線方向(板厚方向)(見圖8b)來看,無排氣通道樣件上板的上表面硬度有一個激增,在靠近層疊面處有一定下降。而有排氣通道樣件的硬度在板厚方向較為均勻,在層疊面附近有一定增長,這是因為輥壓變形在層疊面處造成的應力集中,形成一層強化層。
2.2.4 接頭力學性能 根據GB/T2651-2008焊接接頭拉伸試驗方法,制作拉伸試樣。如圖9所示,兩組實驗試樣斷裂位置不同,2#有排氣通道樣件斷裂在母材區,而1#無排氣通道樣件則在焊縫區斷裂,2#應力應變曲線為典型的塑性金屬拉伸曲線,分為彈性變形、屈服變形,頸縮斷裂階段最大抗拉強度約為370MPa;1#的最大抗拉強度約為245MPa。這是由于無排氣通道情況下,鋅蒸氣從連接件的上、下表面逃逸,過程中帶走大量熔池金屬液滴,形成飛濺,部分未及時逃逸的鋅蒸氣在焊縫區形成氣孔,飛濺損失的熔合區金屬和內部氣孔缺陷都極大削弱焊縫的連接強度。排氣通道在改善焊接質量的同時,殘余部分排氣通道結構并不會影響焊縫的連接強度。圖9展示了焊接頭的拉伸強度。圖9a為拉伸制樣尺寸,圖9b為拉剪示意圖,圖9c為斷裂位置圖,圖9d為拉伸應力應變曲線圖。

Fig.9 Tensile strength
3 結 論
本文中提出的基于排氣通道的車身鍍鋅板激光疊焊工藝可獲得一個較好的焊接效果。焊接1.5mm厚的鍍鋅板焊縫基本無氣孔、飛濺、凹坑等缺陷,焊縫表面連續均勻過渡。排氣通道的作用是給高壓鋅蒸氣提供一個緩沖、釋放的路徑,有效逃逸鋅蒸氣,最終起到穩定熔池、減少飛濺的作用。
從接頭拉伸結果可以發現,輥壓了排氣通道的層疊搭接接頭強度高、接頭質量可靠,但采用排氣通道工藝的鍍鋅板激光焊接機理有待進一步論證與認識;對于排氣通道輥壓參量的優化也需要進一步研究。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07