基于工業(yè)機(jī)器人和機(jī)器視覺的智能柔性工作站執(zhí)行和檢測系統(tǒng)的設(shè)計(jì)
2022-01-18 02:33:54丁金林韓仲洋薄岑
科學(xué)技術(shù)創(chuàng)新 2021年36期
丁金林 韓仲洋 薄岑
(蘇州市職業(yè)大學(xué),江蘇 蘇州 215000)
工業(yè)機(jī)器人設(shè)備的集成應(yīng)用提高了生產(chǎn)過程的靈活性,增強(qiáng)了生產(chǎn)系統(tǒng)工藝的適應(yīng)性,工業(yè)機(jī)器人能以多種姿勢抓起不同樣式、不同大小、不同尺寸的物體,而且能靈活地抓住待加工工件,并實(shí)施所需要的執(zhí)行動作,具有持續(xù)不間斷工作,能夠快速適應(yīng)多種復(fù)雜工作環(huán)境的特點(diǎn)。隨著人力成本不斷上升,越來越多的公司采用集成化與柔性化的方案,提高企業(yè)的生產(chǎn)過程的自動化和智能化,進(jìn)而提高企業(yè)的生產(chǎn)效率。
在智能柔性工作站執(zhí)行系統(tǒng)中,其工作任務(wù)是通過機(jī)器視覺檢測和工業(yè)機(jī)器人完成對工件的抓取、加工、去毛刺、裝配、檢測和分揀等工藝流程。工業(yè)機(jī)器人能夠完成取放工作同時(shí),能夠保證設(shè)備的穩(wěn)定運(yùn)行,通過分析相機(jī)坐標(biāo)系和工業(yè)機(jī)器人坐標(biāo)系下的相互轉(zhuǎn)換關(guān)系定位數(shù)據(jù),來編寫控制程序,實(shí)現(xiàn)工業(yè)機(jī)器人對不同形狀和不同高度的工件進(jìn)行定位抓取和分揀,并分別通過改變外部傳送帶的速度和光圈亮度,測試其對工業(yè)機(jī)器人定位誤差的影響。
機(jī)器視覺與工業(yè)機(jī)器人相融合,相比傳統(tǒng)裝置,該系統(tǒng)具有物品自動識別功能,能快速準(zhǔn)確地識別并分揀各種不同形狀、顏色和材質(zhì)的物品,具有效率高、成本低等優(yōu)點(diǎn)。機(jī)器視覺不僅解放了勞動力,還提高了產(chǎn)品的質(zhì)量,提高了全自動生產(chǎn)的智能化程度。
1 任務(wù)要求
因用戶需求的改變,需對一套以工業(yè)機(jī)器人為主體的智能裝配、打磨及檢測分揀放置智能柔性工作站設(shè)備進(jìn)行設(shè)計(jì),根據(jù)任務(wù)和設(shè)備使用要求,完成對硬件的設(shè)計(jì)、控制系統(tǒng)的選型設(shè)計(jì)和程序的調(diào)試。
首先,將工件隨機(jī)放置視覺檢測區(qū)域,視覺反饋工件的坐標(biāo)到工業(yè)機(jī)器人,工業(yè)機(jī)器人做精準(zhǔn)的抓取;然后實(shí)現(xiàn)工件加工、去毛刺、裝配的流程,能夠利用微動開關(guān)檢測工件的裝配是否合格;待工件加工裝配完畢后,工業(yè)機(jī)器人將成品送至視覺檢測區(qū)域,視覺能夠檢測工件是否合格,合格品放入合格料盤,不合格品放入不合格料盤。在工件頂部利用箭頭做標(biāo)記后隨機(jī)放置視覺檢測區(qū)域,以設(shè)定方向?yàn)榛鶞?zhǔn),將偏轉(zhuǎn)角度補(bǔ)償給工業(yè)機(jī)器人的第六軸,加工裝配完畢后放入成品盤,所有成品的方向與設(shè)定方向一致。
完成對一個(gè)智能柔性工作站的控制系統(tǒng)的設(shè)計(jì),該控制系統(tǒng)可以配合工業(yè)機(jī)器人完成對原件的加工,去毛刺、檢測、裝配與分揀工作。
2 系統(tǒng)硬件設(shè)計(jì)
執(zhí)行模塊與機(jī)器視覺系統(tǒng)模塊由機(jī)器人控制器、圖像采集卡、相機(jī)、鏡頭、示教器、六軸機(jī)器人本體和氣泵等模塊組成,工業(yè)機(jī)器人控制器與PLC 控制器通過交換機(jī)連接,通過PROFINET 進(jìn)行通信,如圖1 所示。
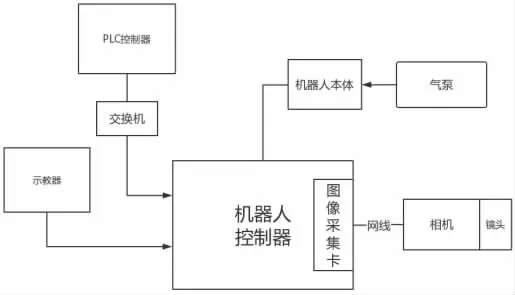
圖1 系統(tǒng)結(jié)構(gòu)原理圖
2.1 執(zhí)行模塊
2.1.1 機(jī)器人本體
本設(shè)計(jì)采用了FANUC LR Mate 200iD 型號的工業(yè)機(jī)器人,該型號工業(yè)機(jī)器人的手臂小,因此,即使將工業(yè)機(jī)器人安裝在十分狹窄的空間去使用它,也可以降低工業(yè)機(jī)器人手臂和周圍設(shè)備發(fā)生碰撞的可能性,并把這種可能性控制在很低的限度,能夠輕松的勝任打磨、搬運(yùn)、分揀等一系列的執(zhí)行流程。
2.1.2 氣動機(jī)構(gòu)
氣動回路如圖2 所示,包含1 個(gè)氣源三聯(lián)件、3 個(gè)電磁閥和三個(gè)氣缸。氣源為氣體壓縮機(jī)產(chǎn)生的氣體,經(jīng)過氣動三聯(lián)件實(shí)現(xiàn)過濾水、油及調(diào)整壓力的功能,產(chǎn)生符合工業(yè)機(jī)器人執(zhí)行動作與三爪卡盤需求的壓力,減壓后的管路通過分配閥形成三路,一路接通至工業(yè)機(jī)器人末端執(zhí)行器快換接頭,實(shí)現(xiàn)工業(yè)機(jī)器人執(zhí)行工具的抓取和放下動作。一路接通至加工單元的三爪卡盤,實(shí)現(xiàn)三爪的夾緊與松開動作。還有一路是接通至機(jī)器人的夾爪,用于實(shí)現(xiàn)工業(yè)機(jī)器人工具的夾取物品這一功能。配合工業(yè)機(jī)器人的輸入輸出信號,可以靈活的控制電磁閥的動作,相關(guān)部件的動作準(zhǔn)確的前提下,還要保證在輸入氣壓為0.4Mpa時(shí),三爪卡盤、工業(yè)機(jī)器人夾爪完成抓取動作時(shí)間控制在0.5-1秒。
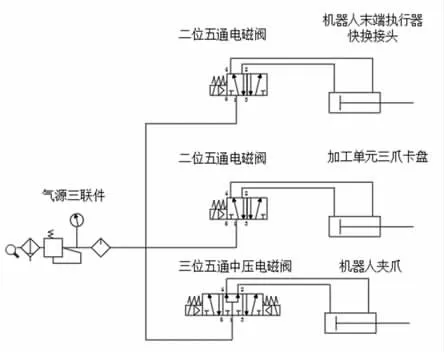
圖2 氣動回路
2.2 視覺檢測模塊
視覺系統(tǒng)是由相機(jī)與機(jī)器人控制器內(nèi)部的圖像采集裝置組成的,在高清鏡頭的加持下,能夠保證清晰、穩(wěn)定的圖像獲取,并利用示教器對該視覺系統(tǒng)進(jìn)行設(shè)置與調(diào)試,從而實(shí)現(xiàn)了機(jī)器視覺的定位抓取工件、精確的視覺檢測功能。視覺檢測硬件原理圖如圖3 所示。
3 工藝流程設(shè)計(jì)
針對此系統(tǒng),程序編寫完畢后該系統(tǒng)能夠執(zhí)行以下工作流程(工業(yè)機(jī)器人模式選擇旋鈕旋至“Auto”檔):
若按下急停按鈕,工業(yè)機(jī)器人立即停止運(yùn)動,去毛刺單元停止運(yùn)行,三色燈紅燈常亮,黃、綠燈熄滅;若按下復(fù)位按鈕,三色燈黃燈以1Hz 頻率閃爍,加工單元三爪卡盤打開關(guān)閉一次,去毛刺單元啟動運(yùn)行2 秒鐘后停止,工業(yè)機(jī)器人自動回機(jī)械原點(diǎn)(5 軸-90°,其余軸0°),工業(yè)機(jī)器人的夾爪要松開,所有動作完成后,三色燈黃燈常亮。
若按下啟動按鈕,三色燈黃燈熄滅,綠燈常亮,蜂鳴器響1秒鐘,工業(yè)機(jī)器人開始運(yùn)動(按下急停后,若未完成復(fù)位,按下啟動按鈕無效)。光柵被陰擋時(shí),工業(yè)機(jī)器人立即停止運(yùn)動,陰擋撤除后,再次按下啟動按鈕,工業(yè)機(jī)器人能夠按照光柵被陰擋前的動作繼續(xù)往下運(yùn)行。
啟動運(yùn)行,工業(yè)機(jī)器人運(yùn)動至工件庫,利用視覺檢出工件的坐標(biāo)信息,從工件庫中抓取工件并移至加工單元位置。
在加工單元準(zhǔn)備位置等待1 秒,此時(shí)三爪卡盤夾手放開,加工單元紅色指示燈亮,提示可以進(jìn)行加工。
工業(yè)機(jī)器人將工件插入加工單元卡盤,加工單元三爪卡盤夾緊工件后,工業(yè)機(jī)器人退出,加工單元綠色指示燈亮,由此代表正在加工,加工時(shí)間為3 秒。
加工完成后,加工單元紅色指示燈亮,工業(yè)機(jī)器人抓取工件,加工夾手松開,加工單元紅色指示燈滅。工業(yè)機(jī)器人夾住工件轉(zhuǎn)移到去毛刺工位,去毛刺工具啟動。
工業(yè)機(jī)器人抓住工件圍繞去毛刺工具先順時(shí)針轉(zhuǎn)動一圈后再逆時(shí)針轉(zhuǎn)動一圈,完成去毛刺工藝。完成整個(gè)去毛刺時(shí)間在8-12 秒。去毛刺過程中,工件應(yīng)能保持與打磨工具距離基本一致且不大于10mm,運(yùn)動的軌跡平滑流暢。
完成去毛刺工藝后,轉(zhuǎn)移到裝配單元區(qū)域,將圓環(huán)套入工件后成為組件(白色塑料工件套上圓環(huán))。裝配過程中平穩(wěn)流暢,不出現(xiàn)夾住工件往下壓,而工件不能移動的狀況。
重復(fù)上述流程,每次流程完成一個(gè)工件的加工、打磨和裝配,完成全部9 個(gè)零件后,工業(yè)機(jī)器人的示教器上彈出提示消息“請選擇需要抽檢的工件號”,在人機(jī)交互界面中,若選擇抽檢工件號后,工業(yè)機(jī)器人立即從裝配托盤位置1 開始,依次抓取裝配部件進(jìn)行視覺檢測入庫,當(dāng)抓取到選擇的抽檢工件時(shí),工業(yè)機(jī)器人抓取裝配體后不做任何檢測,直接將其放至次品托盤10 號位;若在人機(jī)交互界面中未作任何選擇,則15 秒后,工業(yè)機(jī)器人立即從工件托盤位置1 開始,依次抓取裝配部件進(jìn)行視覺檢測入庫,視覺檢測合格的裝配部件從托盤位置1 依次遞增放入合格品托盤;視覺檢測不合格的裝配部件再用微動開關(guān)進(jìn)行檢測,若合格將其從托盤10 號位置依次遞減放入合格品托盤,若不合格,則將裝配部件從托盤位置1 依次遞增放入不合格品托盤。直至9 個(gè)工件全部檢測入庫完成后,工業(yè)機(jī)器人回到機(jī)械原點(diǎn),停止動作,三色指示燈紅燈1Hz 閃爍。系統(tǒng)執(zhí)行流程如圖4 所示。
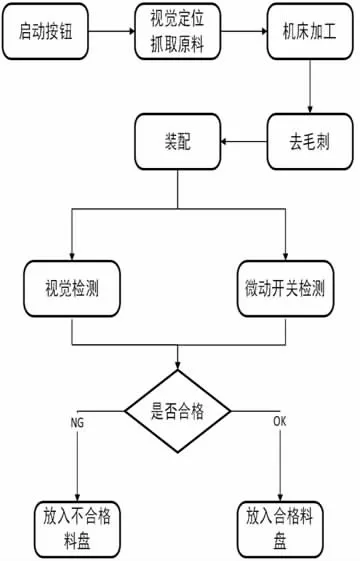
圖4 執(zhí)行動作流程圖
4 結(jié)論
本文首先介紹了工業(yè)機(jī)器人和機(jī)器視覺在工業(yè)領(lǐng)域中的應(yīng)用,同時(shí)根據(jù)任務(wù)要求一套以工業(yè)機(jī)器人和機(jī)器視覺為主體的執(zhí)行和檢測系統(tǒng)。整個(gè)系統(tǒng)包含了機(jī)器人控制器、圖像采集卡、相機(jī)、鏡頭、示教器、六軸機(jī)器人本體和氣泵等模塊,在此基礎(chǔ)上,對系統(tǒng)進(jìn)行了抓取、加工、去毛刺、裝配、檢測和分揀等工序設(shè)計(jì),實(shí)現(xiàn)了其功能。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
小學(xué)生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學(xué)低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學(xué)一年級版(2016年28期)2017-06-03 00:28:49
作文評點(diǎn)報(bào)·低幼版(2017年7期)2017-03-11 20:49:41