TC4合金鼓筒軸鍛件的工藝研究
2022-01-11 05:59:50邊洪巖張江峰楊家典郭文光張仕恒
現(xiàn)代機(jī)械 2021年6期
關(guān)鍵詞:檢測(cè)
邊洪巖,張江峰,楊家典,郭文光,張仕恒
(1.貴州黎陽國(guó)際制造有限公司,貴州 安順 561102,2.貴州航宇科技股份發(fā)展有限公司,貴州 貴陽 550081)
TC4鈦合金具有高強(qiáng)度、高應(yīng)變,材料高溫變形抗力大、整體流動(dòng)性差等特點(diǎn),導(dǎo)致TC4合金的熱成形很困難[1]。TC4鈦合金環(huán)形件是航空發(fā)動(dòng)機(jī)上使用的一個(gè)重要鍛件類型,例如風(fēng)扇機(jī)匣、增壓壓氣機(jī)機(jī)匣等。輾軋環(huán)件技術(shù)是生產(chǎn)高性能環(huán)形鍛件的首選工藝方法之一。因此,對(duì)于精密輾軋技術(shù)的研究能提高航空武器裝備的性能水平和使用壽命[2]。以下是鼓筒軸鍛件成形過程的技術(shù)難點(diǎn)分析和成形方式:
1)鼓筒軸鍛件使用TC4合金原材料規(guī)格較大;
2)鼓筒軸屬于高筒鍛件,高度高、壁厚厚、內(nèi)徑小,所以采取自由鍛很難獲得組織和性能均勻的合格產(chǎn)品;
3)TC4鈦合金導(dǎo)熱性差,若鍛造不當(dāng),容易導(dǎo)致坯材內(nèi)部溫升過高,鍛件出現(xiàn)清晰晶粒,使材料報(bào)廢;
4)由于鍛件壁厚厚,TC4合金淬透性很差,若直接采取矩形坯料熱處理難以淬透,鍛件的心部性能很難滿足技術(shù)標(biāo)準(zhǔn)要求。
本文采取自由鍛開坯,立式環(huán)軋機(jī)進(jìn)行終軋的成形方式,對(duì)成形的鍛件進(jìn)行熱處理,再從鍛件上切取試環(huán)進(jìn)行理化檢測(cè)。
1 試驗(yàn)材料及方案
1.1 鍛件信息
粗加工鍛件圖見圖1,屬于高筒錐型鍛件,在鍛件大端內(nèi)徑上切一件有效厚度≥30 mm的試環(huán),再進(jìn)行理化測(cè)試,根據(jù)粗加工鍛件圖可設(shè)計(jì)鍛件尺寸為Φ610 mm×Φ340 mm×722 mm。

圖1 鼓筒軸粗加工鍛件圖
1.2 試驗(yàn)材料
鼓筒軸鍛件材料牌號(hào)TC4, 根據(jù)鍛件尺寸及鍛
造消耗計(jì)算出鍛件使用棒材規(guī)格:Φ450 mm×1044 mm,投料重739 kg。采用金相法檢測(cè)棒材相變點(diǎn)為995 ℃。原材料檢測(cè)化學(xué)成分見表1。原材料顯微組織見圖2,棒材組織為無完整的β晶界,在β基體上含等軸α組織。

圖2 原材料顯微組織(100×)
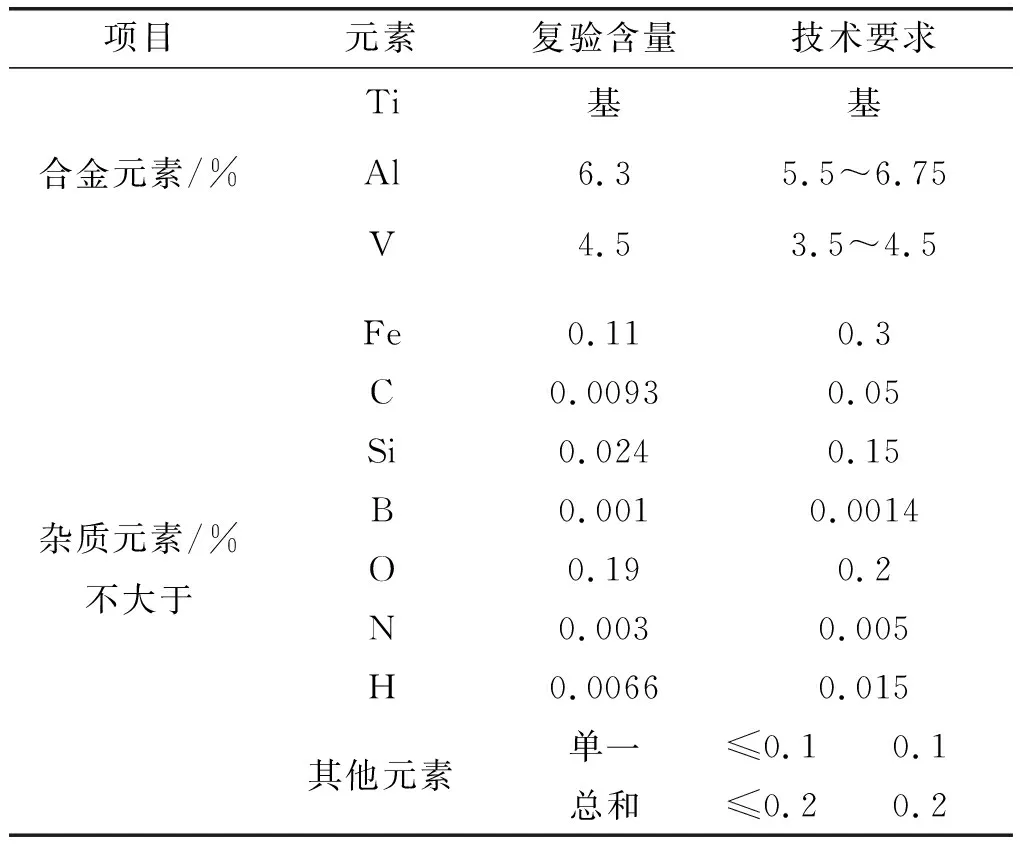
表1 原材料化學(xué)成分檢測(cè)結(jié)果(wt%)
1.3 試驗(yàn)方案
1.3.1 設(shè)備選擇
根據(jù)鍛件尺寸計(jì)算出下料重739 kg,選取開坯設(shè)備6300T液壓機(jī); TC4在高溫下的變形抗力(見注2)及以下軋制力計(jì)算公式[5],計(jì)算出終軋軋制力為754 t,軋制設(shè)備為800T立式環(huán)軋機(jī),設(shè)備能力見表2。
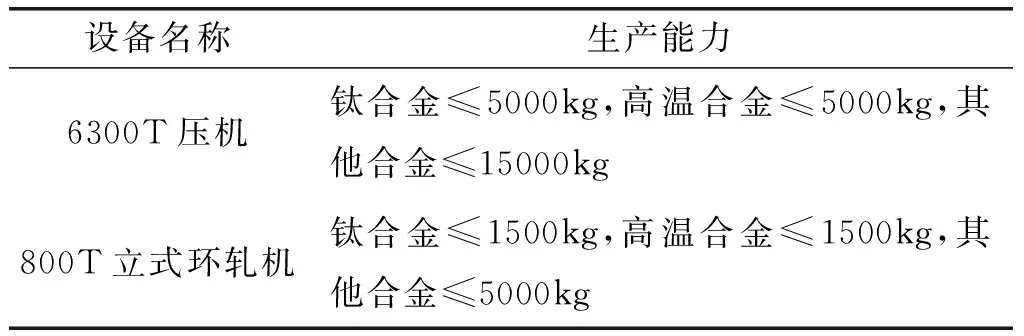
表2 鍛造設(shè)備能力情況
軋制力計(jì)算:
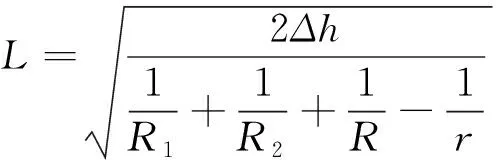
(1)
單位面積軋制力
(2)
總軋制力F=P·b·L
(3)
注:(1)Δh進(jìn)給量為0.4 mm,R1主輥半徑為650 mm,R2心輥半徑為100 mm,R環(huán)坯外徑為282 mm,r環(huán)坯內(nèi)徑為125 mm;

1.3.2 鍛造及熱處理方案
鼓筒軸的鍛件成形方案見表3,鍛造加熱曲線見圖3[3-4],熱處理加熱曲線見圖4、圖5。
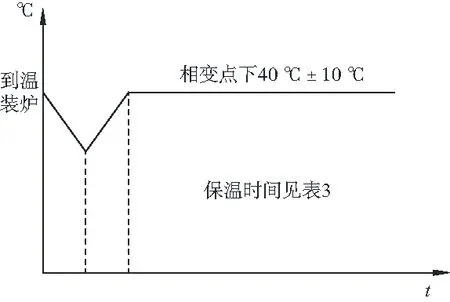
圖3 鍛造加熱曲線圖
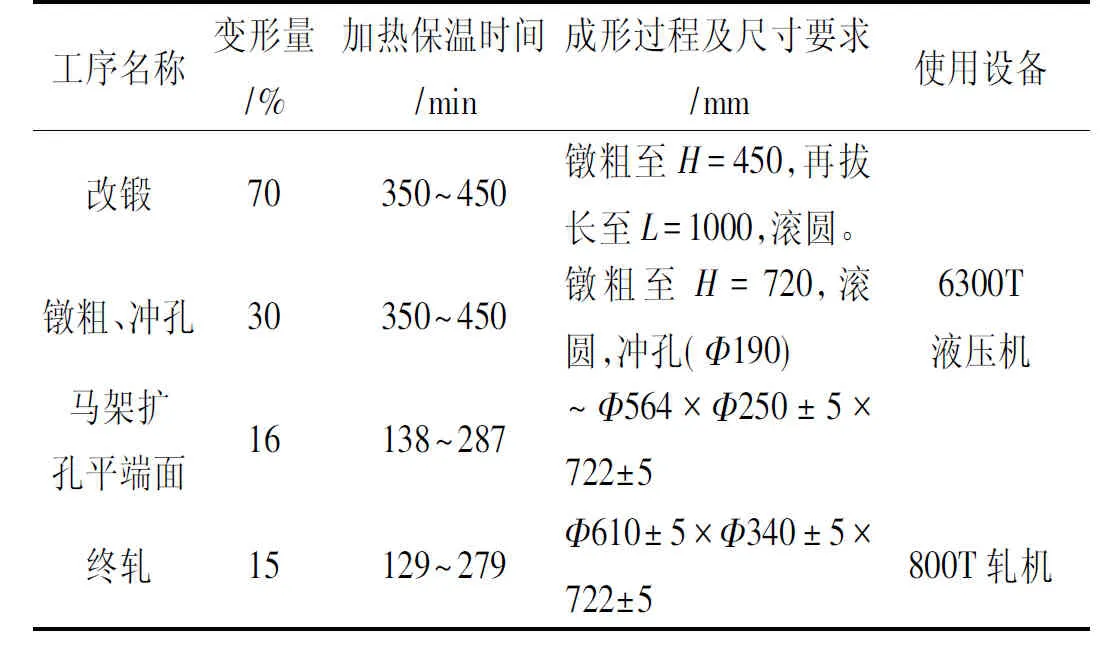
表3 鍛件成形方案
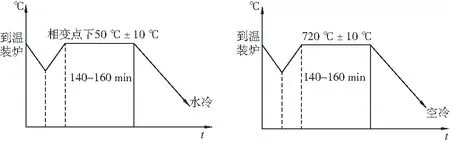
圖4 固溶熱處理曲線 圖5 時(shí)效熱處理曲線
2 理化檢測(cè)
在理化試環(huán)(圖1)上切取試樣,取樣數(shù)量:室溫拉伸、室溫沖擊、硬度、高溫拉伸和高溫持久各4根,低周疲勞和斷裂韌性各2根,顯微組織1個(gè)。各項(xiàng)力學(xué)檢測(cè)結(jié)果見表4~表6。
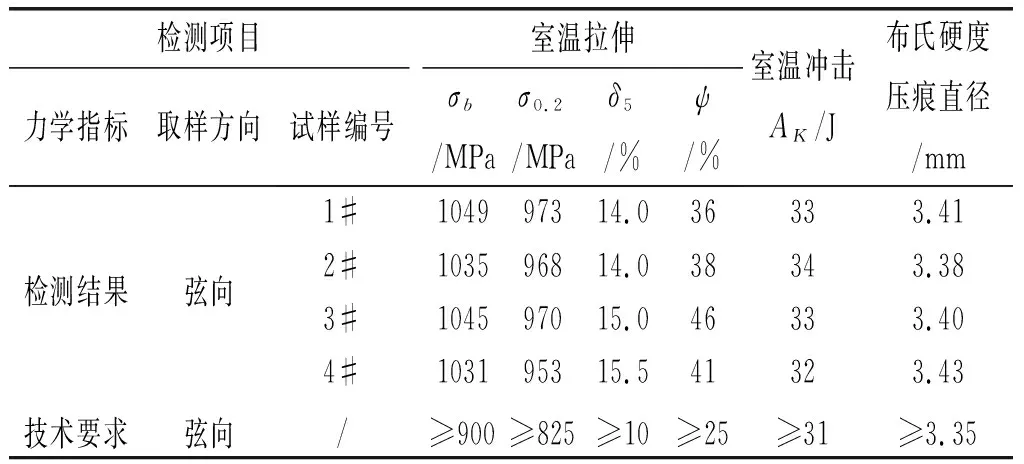
表4 室溫拉伸、沖擊,布氏硬度檢測(cè)結(jié)果
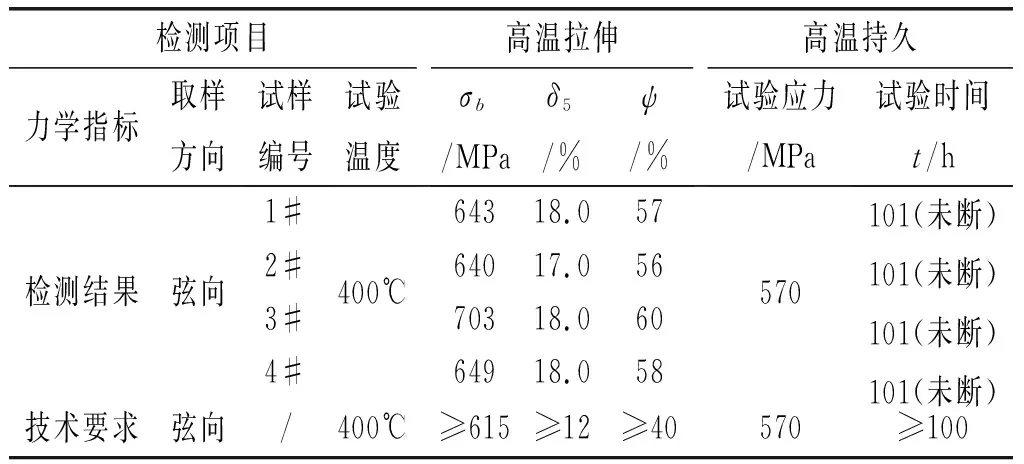
表5 高溫拉伸、高溫持久檢測(cè)結(jié)果
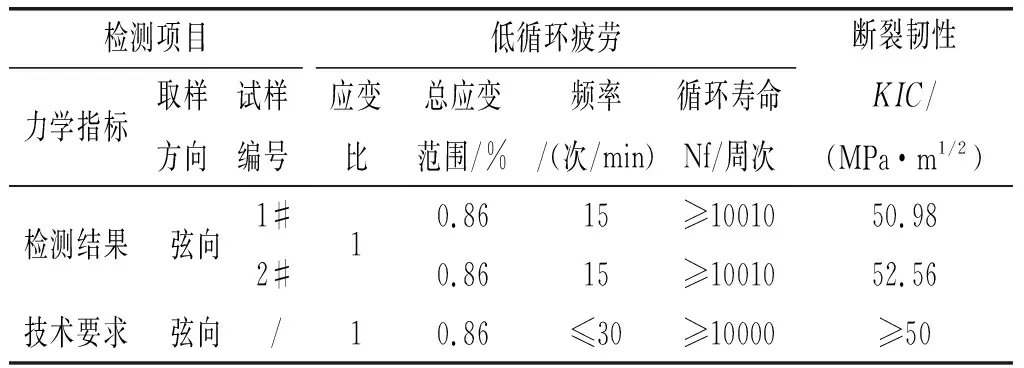
表6 低循環(huán)疲勞、斷裂韌性檢測(cè)結(jié)果
2.1 鼓筒軸力學(xué)性能檢查結(jié)果
結(jié)果顯示:以上測(cè)試結(jié)果均滿足技術(shù)指標(biāo)的要求,其中室溫拉伸的抗拉強(qiáng)度有點(diǎn)偏高,富余量很大;高溫拉伸強(qiáng)度等指標(biāo)富余較大;布氏硬度、室溫沖擊和KIC性能富余量很小。
2.2 鼓筒軸顯微組織檢測(cè)結(jié)果
顯微組織結(jié)果:符合GJB 2220—1994中圖3的5級(jí)圖片要求。原始β晶界破碎,由轉(zhuǎn)變?chǔ)禄w上的等軸初生α相組成,鍛造組織中晶粒邊界未見連續(xù)大于25%的原始晶界。初生α含量約為20%。顯微組織圖片見圖6。
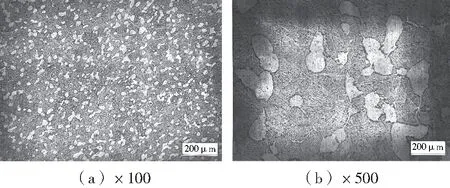
圖6 顯微組織照片
3 結(jié)論
1)理化結(jié)果顯示,力學(xué)性能、顯微組織均滿足技術(shù)要求,其中室溫拉伸抗拉強(qiáng)度稍偏高,室溫沖擊和KIC性能數(shù)據(jù)壓邊,分析原因有兩點(diǎn),第一,原材料里面的O含量偏高,達(dá)到了0.19%,O元素是能提升鈦合金強(qiáng)度的元素,這是因?yàn)檠踉舆M(jìn)入合金體內(nèi),使金屬晶體晶格發(fā)生扭曲,在產(chǎn)生應(yīng)力應(yīng)變的同時(shí)增加了位錯(cuò)的運(yùn)動(dòng)阻力,從而提高了合金強(qiáng)度,控制原材料的O含量應(yīng)低于0.19%;第二,從顯微組織上分析,初生α相是屬于偏軟化相,且在20%左右,在圖6(b)中,心部的局部組織成網(wǎng)籃組織,會(huì)降低材料的塑性,這是由于零件上壁厚比較厚,鍛造時(shí)心部熱量很難散出來,并且變形熱會(huì)增加鍛件的溫度,溫度上升也會(huì)導(dǎo)致初生α相降低,所以降低鍛造溫度和控制下壓速率或軋制速率,可防止鍛造過程中材料溫升過高。
2)鍛造初始加熱溫度為相變點(diǎn)下40 ℃,從結(jié)果上來看初始鍛造溫度較高,后續(xù)可以選擇降低鍛造溫度,對(duì)于鍛造厚壁鈦合金的鍛件初始鍛造溫度不能高于相變點(diǎn)下40 ℃。
3)將鍛件在熱處理前進(jìn)行一次初加工,使得鍛件的壁厚減小到能淬透的要求。
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
