棒材生產(chǎn)線650t冷剪機(jī)改造實踐
2022-01-10 07:57:16陽志清華望
冶金設(shè)備 2021年6期
陽志清 華望
(方大特鋼科技股份有限公司 江西南昌330012)
1 前言
650t冷剪機(jī)是棒材生產(chǎn)線核心設(shè)備之一,其功能是將軋件進(jìn)行定尺剪切。隨著多線切分軋制工藝的不斷成熟和高強(qiáng)度優(yōu)特鋼的開發(fā),棒材生產(chǎn)線的能力大幅提高[1]。某軋鋼廠棒材線是一條全連軋棒材生產(chǎn)線,軋機(jī)布置型式為平立交替式,
共18架軋機(jī),原年設(shè)計生產(chǎn)能力為30萬噸,經(jīng)過多次設(shè)備改進(jìn)、工藝改進(jìn),目前已經(jīng)具備100萬噸的生產(chǎn)能力,遠(yuǎn)超出設(shè)計范圍。目前車間生產(chǎn)產(chǎn)品以螺紋鋼為主,產(chǎn)品規(guī)格為Φ12mm~Φ32mm。
2 冷剪改造前現(xiàn)狀
2.1 冷剪機(jī)設(shè)備主要參數(shù)
作用:冷剪將冷床輸出輥道送來的倍尺長度鋼材剪切成定尺長度;
位置:+5m平臺上,布置在冷剪前后運(yùn)輸輥道中;
數(shù)量:1個;
技術(shù)性能:
剪切力:6500kN;
剪刃開口度:140mm;
剪刃寬度:1250mm;
上剪刃行程:150mm;
理論剪切次數(shù):20次/min;
實際剪切次數(shù):6次/min;
傳動電機(jī):AC,110kW;
結(jié)構(gòu):采用C型殼體結(jié)構(gòu),曲柄滑塊式傳動。上下剪刃都固定在剪刃架上,下剪刃架安裝在剪體上,上剪刃架安裝在滑塊上,通過曲柄—連桿機(jī)構(gòu),可使滑塊上下滑動。電機(jī)經(jīng)減速機(jī)帶動曲柄滑塊機(jī)構(gòu),實現(xiàn)上剪刃上下往復(fù)運(yùn)動。
2.2 冷剪機(jī)改造前主要存在問題
冷剪安裝在冷床輸出輥道和定尺擋板中間部位,用來對冷床輸出的倍尺鋼材進(jìn)行切頭和定尺剪切[2]。改造前,隨著棒材線產(chǎn)能的提升,精整配套冷剪設(shè)備已超負(fù)荷運(yùn)行,存在剪切能力不足、設(shè)備故障率高、維護(hù)工作量大、維修難度大等問題。原有的C型冷剪設(shè)備己無法滿足生產(chǎn)工藝需求,主要原因是冷剪殼體是由厚鋼板焊接制成C型結(jié)構(gòu),當(dāng)剪切負(fù)荷較大時,會產(chǎn)生讓刀現(xiàn)象,這是殼體彈性變形所致,若負(fù)荷再斷續(xù)加大,殼體兩側(cè)墻板會產(chǎn)生塑性變形以至于開裂。由于該設(shè)備的側(cè)墻板是冷剪殼體的主要承載受力部件,若該部件損壞將會直接影響設(shè)備本體的結(jié)構(gòu)安全,若不采取有效措施,裂縫就會繼續(xù)擴(kuò)大,最終將導(dǎo)致該設(shè)備殼體甚至整機(jī)報廢。
主要存在問題可歸納為以下四個方面:
(1)剪切能力不足:由于軋制線機(jī)時產(chǎn)量最高的規(guī)格已超過200t/h。剪切能力不足,設(shè)備超負(fù)荷運(yùn)行:以剪切Φ16四級螺紋為例,剪切支數(shù)為68支,鋼材剪切力為[3]:

式中:R1—考慮由于刀刃磨鈍、刀片間隙增大而是剪切力提高的系數(shù),選取1.6;
R2—抗剪與抗拉強(qiáng)度比例系數(shù),取0.7;
σ—軋件最大抗拉強(qiáng)度,MPa;
S—單根軋件截面積,mm2;
n—剪切根數(shù);
遠(yuǎn)超設(shè)備6500kN的設(shè)計能力。
(2)由于原設(shè)計中的冷剪受結(jié)構(gòu)方式為C型結(jié)構(gòu),在剪切時,冷剪的殼體受力較大。長期超負(fù)荷剪切易造成殼體開裂。針對裂縫的處理,曾用150mm×150mm的方鋼在開裂焊接打補(bǔ)釘加固墻板,但使用一段時間后方鋼也會被拉斷,且殼體表面同一部位反復(fù)焊接,鋼板組織也會發(fā)生變化,影響焊接質(zhì)量,導(dǎo)致焊縫又開裂,增加了設(shè)備維修難度。
(3)升級設(shè)備改造費(fèi)用大:目前,對于新建棒材生產(chǎn)線,為解決剪切設(shè)備能力不足問題,一般會選用更大型號的冷剪設(shè)備,但會增加成本投入,且需停產(chǎn)較長時間才能施工。而對于現(xiàn)有生產(chǎn)線而言,要解決冷剪殼體開裂問題,只能通過限制每次剪切成品材的支數(shù)來實現(xiàn),但這樣操作制約了剪切能力,對產(chǎn)能影響比較大,限制了產(chǎn)能發(fā)揮,生產(chǎn)效率低。
(4)無法滿足剪切質(zhì)量要求:會產(chǎn)生讓刀現(xiàn)象,導(dǎo)致剪切斷面不平整、出現(xiàn)毛刺等剪切質(zhì)量缺陷。剪切讓刀這是殼體彈性變形所致,若負(fù)荷再斷續(xù)加大,殼體兩側(cè)墻板會產(chǎn)生塑性變形以至于開裂。由于該設(shè)備的側(cè)墻板是冷剪殼體的主要承載受力部件,若該部件損壞將會直接影響設(shè)備本體的結(jié)構(gòu)安全,若不采取有效措施,裂縫就會繼續(xù)擴(kuò)大,最終將導(dǎo)致該設(shè)備殼體甚至整機(jī)報廢。
3 改進(jìn)方式及過程
龍門式加固裝置,主要部件包括上支架1,立柱5和下支架6,上支架1與下支架6分別固定焊接在殼體7頂部和底部,目的是為了留出接口,便于安裝兩根立柱5。裝配后,兩根立柱5分別承受25%的垂直剪切負(fù)荷,為原有殼體7分擔(dān)了近一半的負(fù)荷,且原有殼體7兩側(cè)墻板受力結(jié)構(gòu)也得到優(yōu)化,不再集中在刀片一側(cè),而是整體承受上下拉伸力,提高了設(shè)備剪切能力。
上支架1與殼體7頂部焊接成一體,用氣保焊連續(xù)施焊,上支架1在焊前要加工好坡口,這樣可以確保焊接牢固可靠。
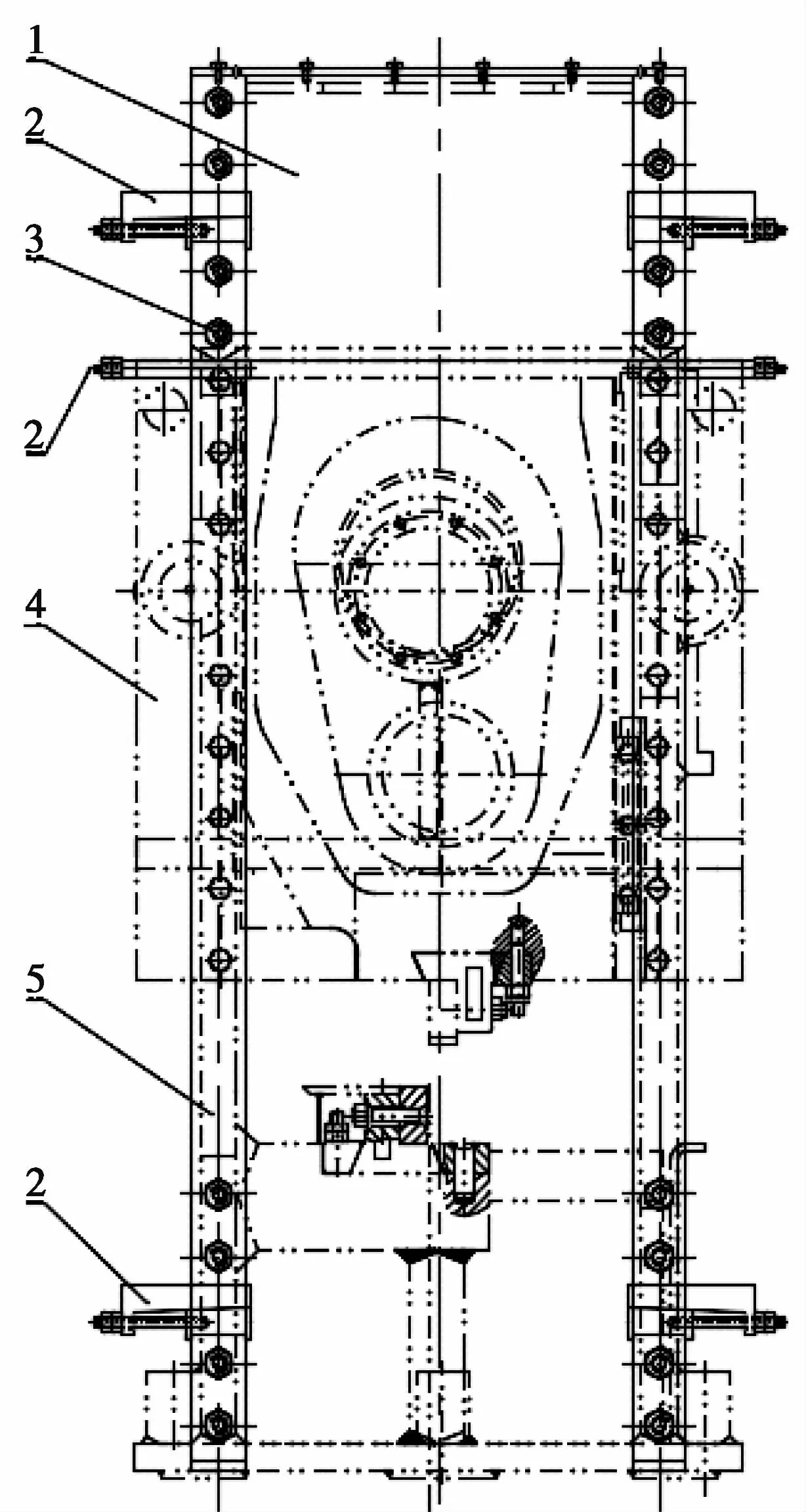
圖1 龍門式加固裝置主視圖
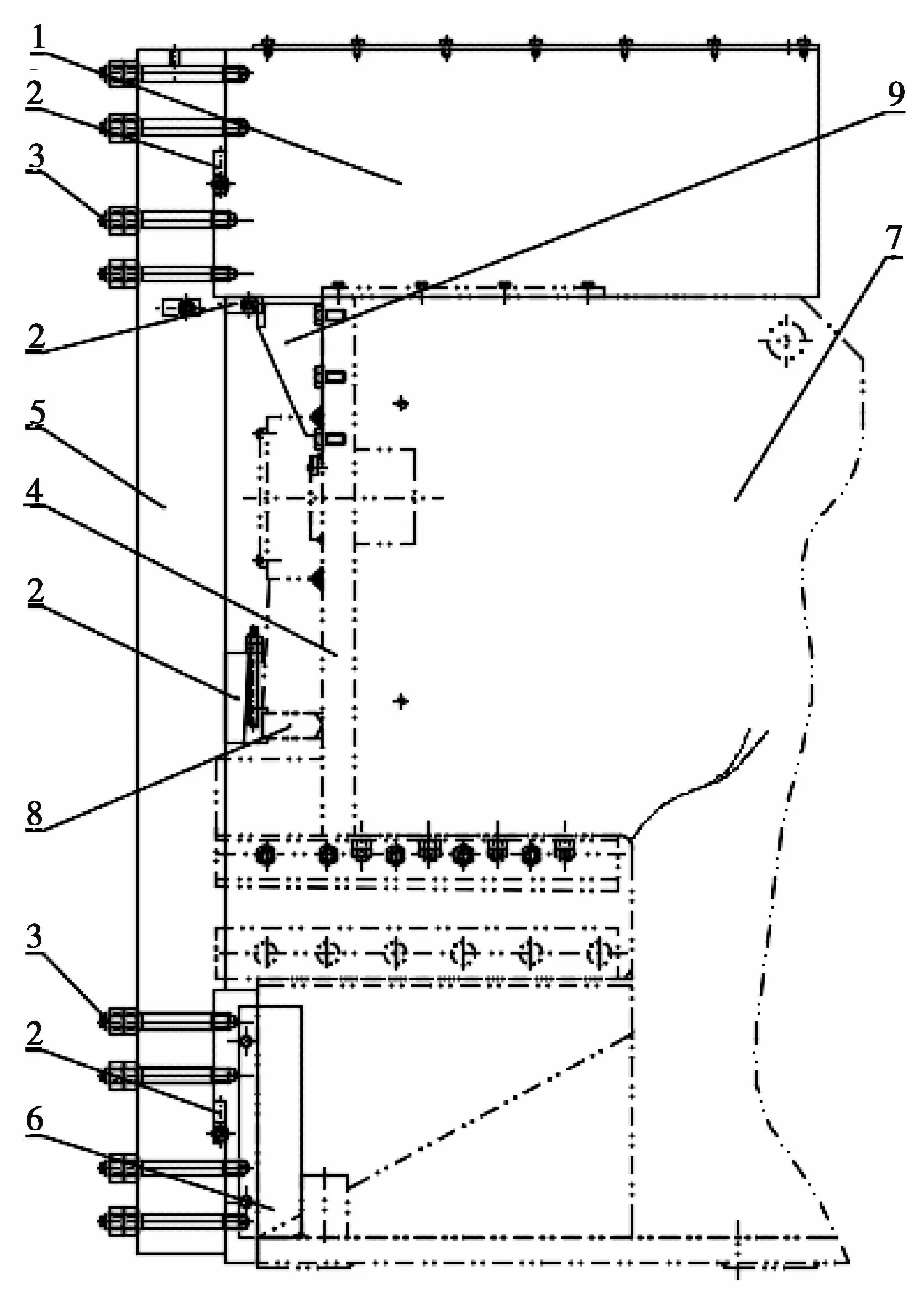
圖2 龍門式加固裝置側(cè)視圖
下支架6與殼體7底部焊接成一體,全部為立焊,焊接工藝和方法同上。
兩根立柱5各通過八根M48螺柱3與上支架1、下支架6聯(lián)接,由于立柱5在剪切時會承受垂直拉伸力,為了防止螺柱3承受剪力,在立柱5與上支架1和下支架6接觸面上各設(shè)計一個可調(diào)寬度的楔形鍵2,共四件。冷剪設(shè)備在進(jìn)行剪切工作時,上支架1和下支架6通過這四個楔形鍵2傳遞給兩根立柱5,這樣所有螺柱3只起拆卸、安裝立柱5的作用,并不承受剪切負(fù)荷。
由于冷剪在大修時,必須要拆除面板4,才能進(jìn)行殼體7內(nèi)部的磨損件更換,曲軸的遠(yuǎn)端銅套是固定在面板4上,因此面板4只能從水平方向拆裝。立柱5設(shè)計成可拆卸結(jié)構(gòu)也主要是為檢修時面板4的拆裝讓出空間,只需要先松掉16個螺柱3的螺母和四個楔形鍵2,立柱5就可以吊出。
由于面板4起著固定曲軸遠(yuǎn)端作用,因此剪切負(fù)荷通過曲軸也傳遞給了面板4,所以面板4與殼體7之間的固定螺絲大都損壞了,在冷剪剪切動作時,面板4與殼體7會有相對運(yùn)動。為了解決該問題,利用立柱5與面板4之間空隙,設(shè)計四個楔形鍵2,即在立柱5與面板4上下結(jié)合處各兩件,這樣通過這四個楔形鍵2的調(diào)整,在面板4的四個角上始終施加一個水平力,面板4與殼體7才能始終保持緊固狀態(tài)。
為了提高安裝精度,確保四個楔形鍵2不超出調(diào)整范圍,將上支架1、立柱5、下支架6在線下用螺柱3和楔形鍵2全部裝配好,并通過楔形鍵2(圖3)調(diào)整好螺柱3與立柱5間的間隙,裝配好后,再整體吊裝到冷剪的殼體7上,垂直方向以上支架1和殼體7的上表面接觸面為定位,水平方向以下支架6與殼體7垂直接觸面為定位。定好位后先點焊定位,再連續(xù)焊接。焊接完成后,C型懸臂式冷剪就改成了龍門式冷剪[4]。
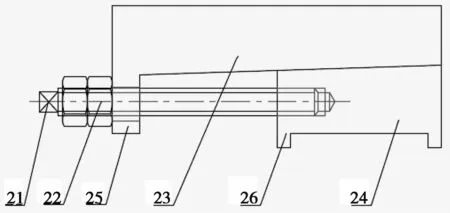
圖3 楔形鍵鎖緊
由于龍門式結(jié)構(gòu)的受力得到優(yōu)化,殼體7約50%負(fù)荷分擔(dān)到了兩根立柱5上,正常剪切時的彈性變形大幅度縮小。
4 改進(jìn)前后性能效果對比
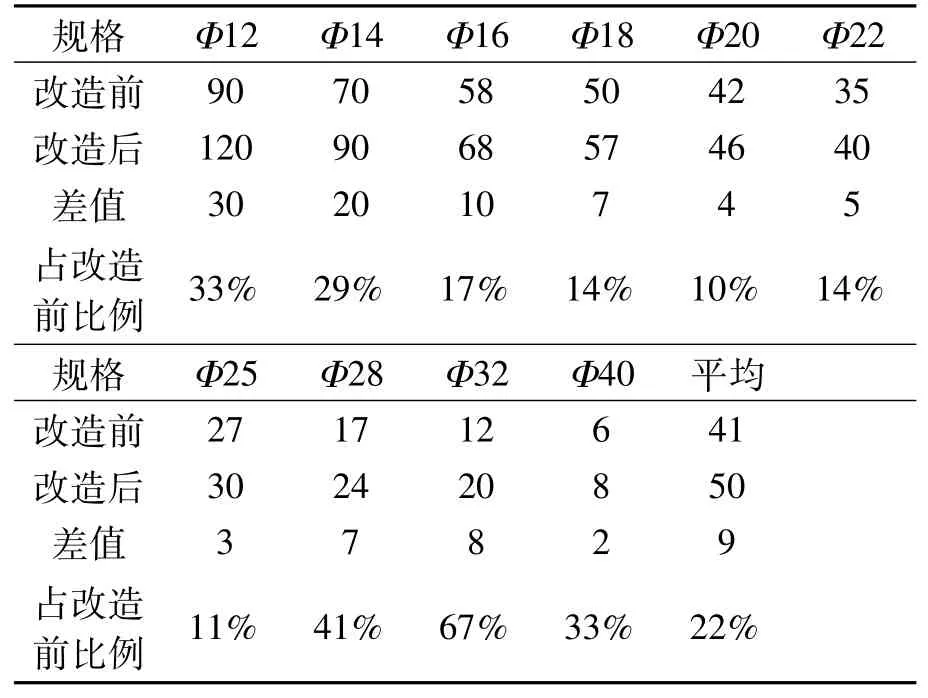
表1 改造前后各規(guī)格剪切支數(shù)對比(單位:支)
改造后,冷剪的產(chǎn)能已經(jīng)大于軋制線產(chǎn)能,不再成為制約生產(chǎn)的瓶頸,目前該生產(chǎn)線日產(chǎn)量最高已經(jīng)達(dá)5000噸以上,且該設(shè)備再沒出現(xiàn)開裂問題。通過此次改造,避免了這臺設(shè)備面臨報廢的結(jié)果。改造后,冷剪在正常剪切過程中,也未出現(xiàn)過因殼體彈性變形“讓刀”現(xiàn)象造成的剪切毛刺和鉤頭等質(zhì)量問題,提升了產(chǎn)品質(zhì)量。
通過此次改造,不但恢復(fù)了該設(shè)備的所有性能參數(shù),甚至還提升了該設(shè)備原有的剪切能力,各規(guī)格剪切支數(shù)平均增加22%。
5 結(jié)論
經(jīng)過改造,將冷剪機(jī)由原“C”型結(jié)構(gòu)采用預(yù)緊力螺栓改造成龍門框架結(jié)構(gòu)。剪切時,箱體震動明顯降低,面板無松動現(xiàn)象,機(jī)架剛度明顯提高。改造后剪切質(zhì)量良好、穩(wěn)定,剪切能力提高了22%,既滿足了生產(chǎn)需要又提升了產(chǎn)品質(zhì)量。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學(xué))(2021年8期)2021-11-20 06:08:04
中國生物醫(yī)學(xué)工程學(xué)報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
沈陽醫(yī)學(xué)院學(xué)報(2014年4期)2014-12-27 13:44:20
