棒線材無頭焊接軋制系統(tǒng)
2022-01-10 07:57:14洪榮勇
冶金設(shè)備 2021年6期
關(guān)鍵詞:系統(tǒng)
洪榮勇
(福建省三鋼(集團(tuán))有限責(zé)任公司 福建三明365000)
1 前言
棒線材生產(chǎn)工藝雖然已有上百年的歷史,但是其在現(xiàn)代社會(huì)發(fā)展中仍占據(jù)著相當(dāng)重要的位置。隨著棒線材生產(chǎn)技術(shù)不斷地發(fā)展,其生產(chǎn)工藝已經(jīng)日趨完善。雖然軋制設(shè)備持續(xù)更新?lián)Q代且已經(jīng)廣泛地使用短應(yīng)力軋機(jī)[1],但是軋制工藝大多數(shù)還是采用單坯機(jī)理進(jìn)行軋制[2]。這就會(huì)導(dǎo)致軋制過程中出現(xiàn):一是軋線堆鋼現(xiàn)象,其需要一定時(shí)間進(jìn)行堆鋼清理,從而影響產(chǎn)能;二是由于軋制是一個(gè)間斷的坯料進(jìn)給過程,從而會(huì)對(duì)軋機(jī)造成重復(fù)的頭尾沖擊,降低了消耗件(軋輥,輥環(huán),導(dǎo)向裝置,剪刃)的使用壽命以及增大了機(jī)械設(shè)備(齒輪、軸承、聯(lián)軸器)承受的應(yīng)力,使得非計(jì)劃維護(hù)所需的軋制停機(jī)時(shí)間明顯增加;三是因?yàn)檐堉频氖情g斷坯料,需要去除坯料頭尾,因此降低了材料收得率。基于這些情況,國(guó)內(nèi)外學(xué)者進(jìn)行了深入研究,開發(fā)出了無頭焊接軋制系統(tǒng)進(jìn)行生產(chǎn)工藝的更新?lián)Q代,從而提高了產(chǎn)線產(chǎn)能與管理效率[3,4]。
無頭焊接軋制(EndlessWelding Rolling,簡(jiǎn)稱EWR)是在加熱爐出口和第一架軋機(jī)之間將兩根坯料頭尾進(jìn)行焊接,實(shí)現(xiàn)無間斷地連續(xù)軋制。這個(gè)系統(tǒng)可以在完全自動(dòng)化模式下運(yùn)行,與上、下游設(shè)備同步,減少人為干預(yù),因此能夠使產(chǎn)能最大化,具有高度可重復(fù)性,極大地提高了整個(gè)工藝的效率[5],同時(shí)生產(chǎn)方面節(jié)能減排效果顯著[6],有巨大的推廣前景[7]。因此,本文針對(duì)EWR的工作時(shí)序、主要機(jī)械設(shè)備、坯料外形要求及其經(jīng)濟(jì)效益進(jìn)行了重點(diǎn)概述。
2 EWR機(jī)械設(shè)備單元
2.1 工作時(shí)序
EWR主要的機(jī)械設(shè)備布置于加熱爐出爐爐門至1#軋機(jī)機(jī)列之間,EWR的區(qū)域布置如圖1所示。由圖1可知,EWR機(jī)械設(shè)備主要包括:高壓除磷機(jī)、對(duì)焊機(jī)本體、升降輥道、去毛刺機(jī),全長(zhǎng)共38.29m。根據(jù)不同工廠的生產(chǎn)需求,EWR機(jī)械設(shè)備的布置可進(jìn)行適當(dāng)?shù)卣{(diào)整規(guī)劃。

圖1 無頭焊接軋制系統(tǒng)布置圖
EWR工作周期如圖2所示。焊接時(shí),焊機(jī)啟動(dòng)后加速直至達(dá)到進(jìn)入軋機(jī)第一根坯料的速度;當(dāng)?shù)谝桓髁系奈膊颗c下一根坯料的頭部靠近時(shí),夾具夾緊坯料;焊接開始和完成的整個(gè)周期內(nèi),都需將兩根坯料壓緊;夾具打開,焊機(jī)減速;焊機(jī)回到初始位置等待下一個(gè)焊接周期;單獨(dú)的去毛刺站可去除焊接區(qū)域的所有毛刺,而不影響整個(gè)焊接系統(tǒng)的運(yùn)行速度。
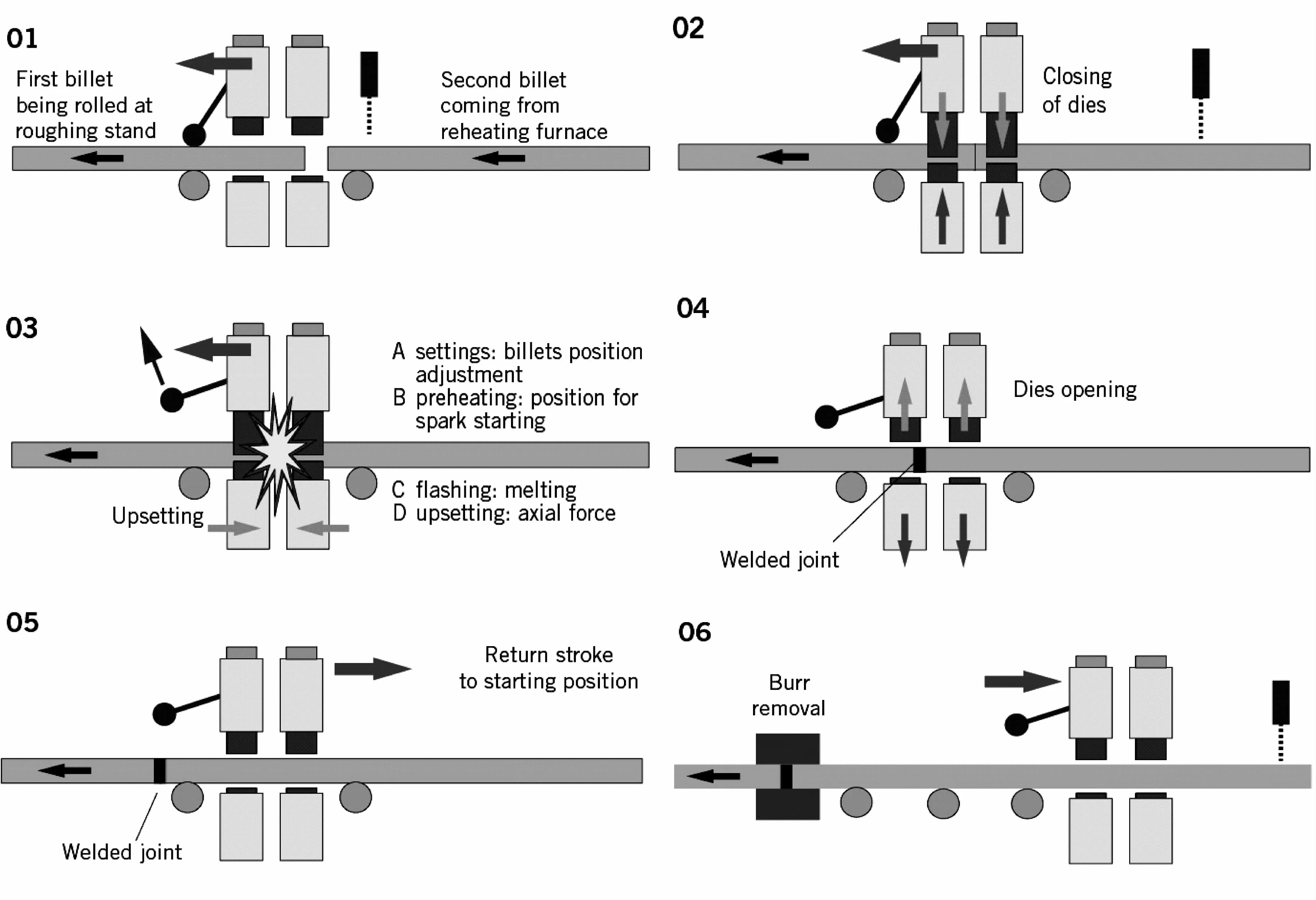
圖2 坯料焊接工作時(shí)序圖
2.2 機(jī)械設(shè)備
而減小軋件頭尾部之間的溫度差。
2.2.1 爐子出口輥道
爐子出口輥道為帶保溫罩的輥道,如圖3所示,位于加熱爐出口區(qū)。輥道臺(tái)架為焊接鋼結(jié)構(gòu),輥道安裝在滾柱軸承上,內(nèi)部采用水冷方式進(jìn)行單獨(dú)驅(qū)動(dòng)。保溫罩通過液壓驅(qū)動(dòng)開啟與閉合,從
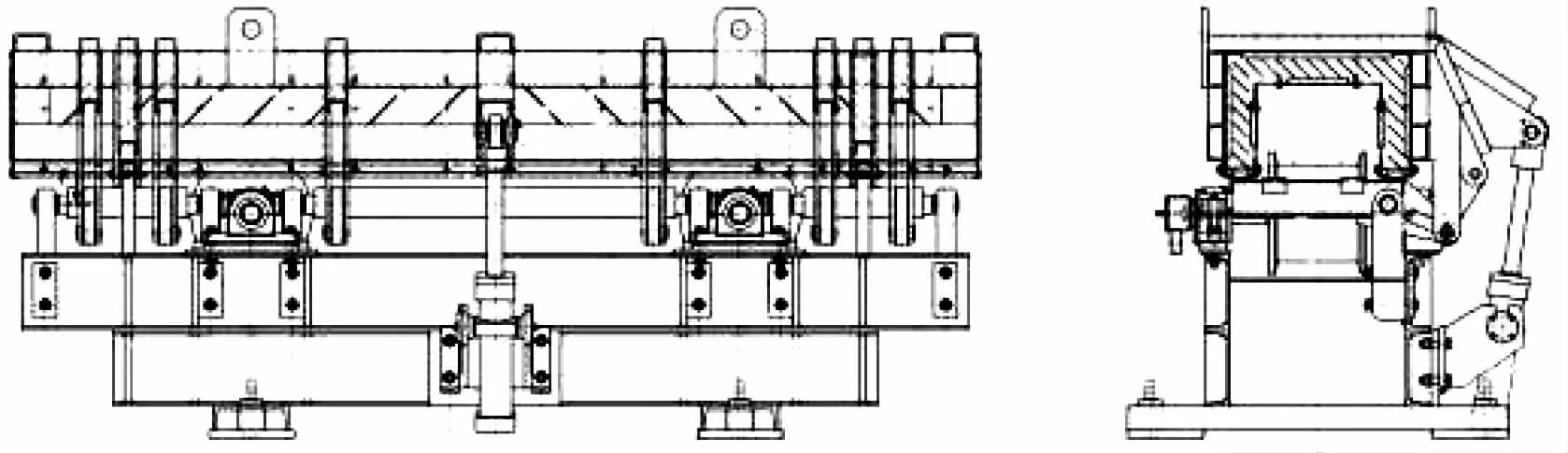
圖3 加熱爐出口輥道結(jié)構(gòu)圖
2.2.2 除鱗機(jī)
除磷機(jī)主要作用于紅鋼表面,去除其四周的氧化鐵皮,軋制時(shí)防止氧化鐵皮被帶入造成成品表面形成凹凸痕跡。高壓除鱗系統(tǒng)采用泵內(nèi)卸荷方式,在不除磷可做到完全卸荷,節(jié)約電能。
2.2.3 升降輥道
升降輥道如圖4所示,布置于沿焊機(jī)操作區(qū)域,用于焊接過程中方坯支撐及運(yùn)輸。輥道臺(tái)架為焊接鋼結(jié)構(gòu),支撐擺動(dòng)輥;每一個(gè)輥?zhàn)泳鶠閱我唤Y(jié)構(gòu),鉸鏈連接在框架上,支撐輥?zhàn)幼陨砥胶狻]佔(zhàn)影惭b在滾柱軸承上進(jìn)行單獨(dú)驅(qū)動(dòng),通過焊機(jī)架上的凸輪進(jìn)行下壓,一旦從機(jī)架松開,靠反平衡作用即可實(shí)現(xiàn)自動(dòng)上升。
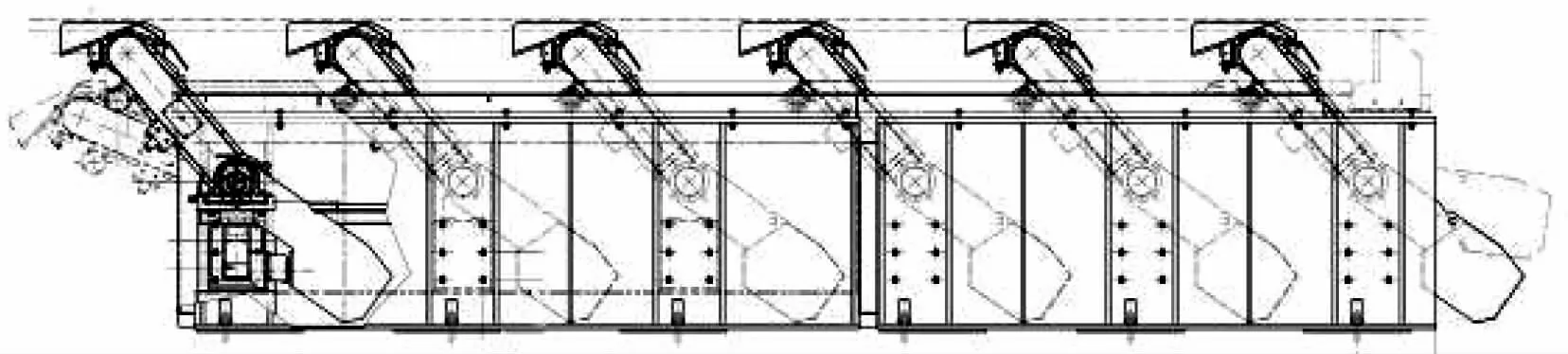
圖4 自動(dòng)升降輥道結(jié)構(gòu)圖
2.2.4 方坯焊機(jī)系統(tǒng)
方坯焊機(jī)系統(tǒng)如圖5所示,位于加熱爐和第一架軋機(jī)之間,用于方坯焊接,主要由方坯焊機(jī)、軌道、焊機(jī)保護(hù)罩、焊機(jī)小車走道、焊機(jī)機(jī)架、水冷系統(tǒng)、收集框、去毛刺系統(tǒng)組成。
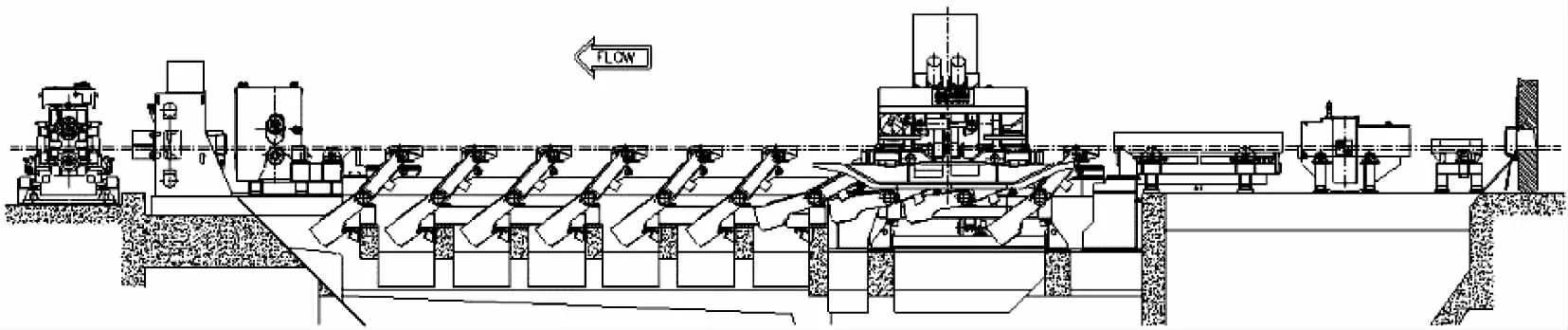
圖5 方坯焊機(jī)系統(tǒng)結(jié)構(gòu)圖
方坯焊機(jī)用于焊接熱態(tài)坯料及擠壓控制,焊接過程中的參數(shù)由電氣控制。控制元件安裝在地面柜上,與焊機(jī)分離。車架為鋼結(jié)構(gòu),用于在焊接過程中支撐和橫移夾緊裝置、擠壓裝置和導(dǎo)衛(wèi);同時(shí)裝有減速箱和電動(dòng)馬達(dá)。機(jī)架在軌道上與坯料移動(dòng)速度相同,移動(dòng)速度由第一架軋機(jī)確定;異形鋼軌組成的凸輪安裝在機(jī)架上,焊接中壓下擺動(dòng)輥;移動(dòng)通過齒條和齒輪系統(tǒng)完成。擠壓裝置的固定裝置由夾鉗裝置、導(dǎo)衛(wèi)、擠壓缸及閥組成;擠壓功能由焊接系統(tǒng)控制,配有兩個(gè)伺服閥。
控制系統(tǒng)配有:全過程自動(dòng)控制(驅(qū)動(dòng),焊接和處理),與現(xiàn)有控制系統(tǒng)相兼容,可人工控制;監(jiān)視器和控制元件,能夠顯示、存儲(chǔ)和測(cè)繪焊接過程。
焊機(jī)機(jī)架用于在不需要焊接或檢修時(shí),將坯料焊機(jī)移到離線位置。焊機(jī)結(jié)構(gòu)架通過液壓缸在基礎(chǔ)軌道上實(shí)現(xiàn)橫移動(dòng)作。
去毛刺系統(tǒng)位于焊機(jī)出口處,用于清除焊接區(qū)域表面毛刺。
2.2.5 緊急收集臺(tái)架
緊急收集臺(tái)架位于輪式焊機(jī)旁,用于在緊急情況下,將方坯從升降輥道上推出。坯料通過由液壓缸驅(qū)動(dòng)的升降臂從輥道上實(shí)現(xiàn)移除,升降臂安裝在基礎(chǔ)架軌道支撐的小車上,小車橫移運(yùn)動(dòng)由鏈子和帶傳動(dòng)軸的齒輪馬達(dá)傳動(dòng)。坯料在軌道上成排收集,軌道安裝在基礎(chǔ)架上,通過天車進(jìn)行吊運(yùn)。
2.2.6 夾送輥
夾送輥如圖6所示,位于軋機(jī)處,主體為焊接機(jī)加工鋼。水冷懸臂上裝有輥?zhàn)樱ú捎眉懈捎蜐?rùn)滑系統(tǒng)),上輥的開啟與閉合由液壓驅(qū)動(dòng),下輥由電機(jī)驅(qū)動(dòng)。驅(qū)動(dòng)單元安裝在滾柱軸承上的齒輪箱內(nèi),齒輪用熱處理的優(yōu)質(zhì)合金鋼制成。
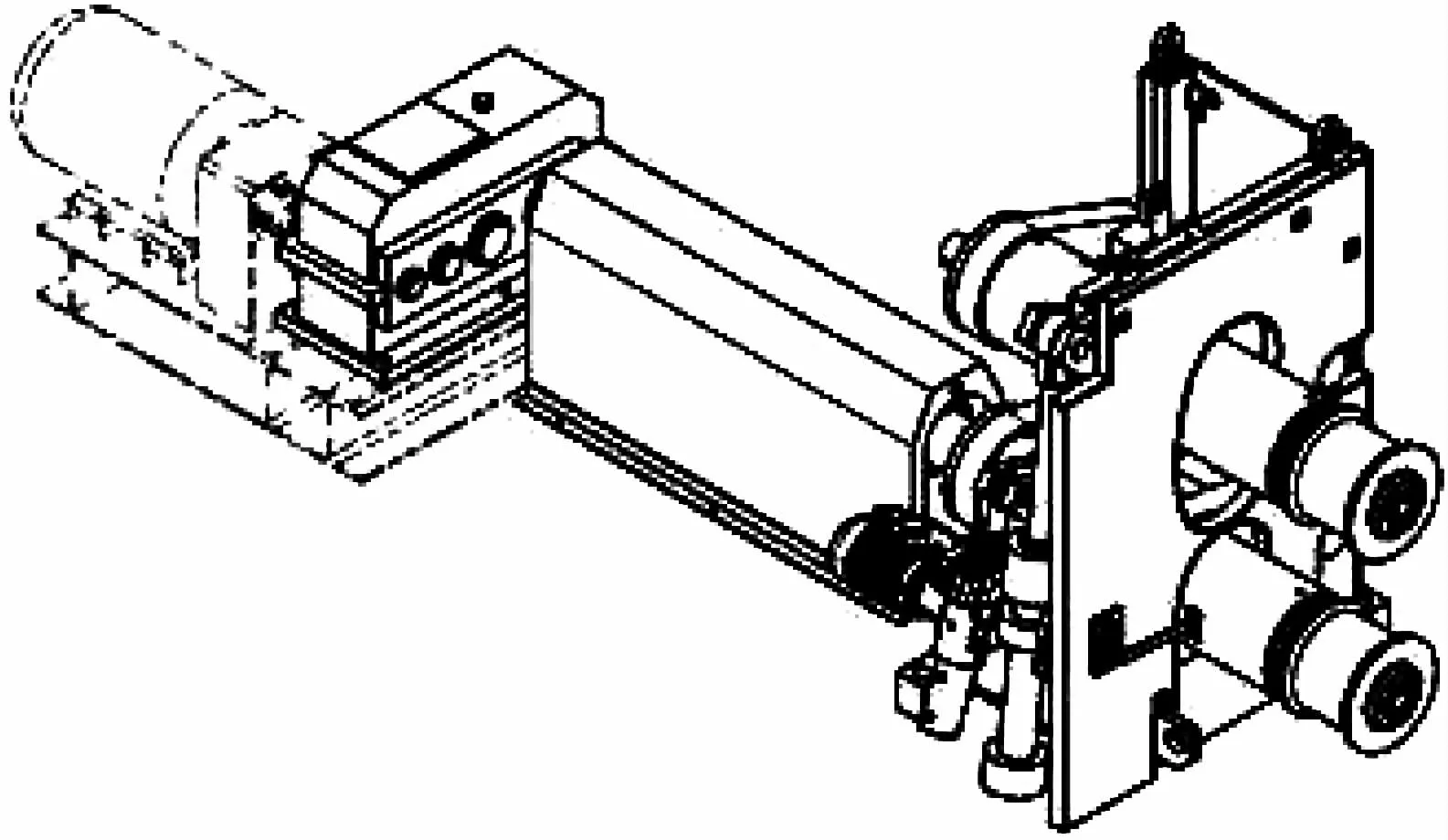
圖6 夾送輥結(jié)構(gòu)圖
3 坯料外形尺寸要求
坯料良好的外形尺寸是確保焊接成功的前提條件之一,也是保證焊接區(qū)域質(zhì)量符合要求的重要條件之一。坯料的外形尺寸要求如表1所示。
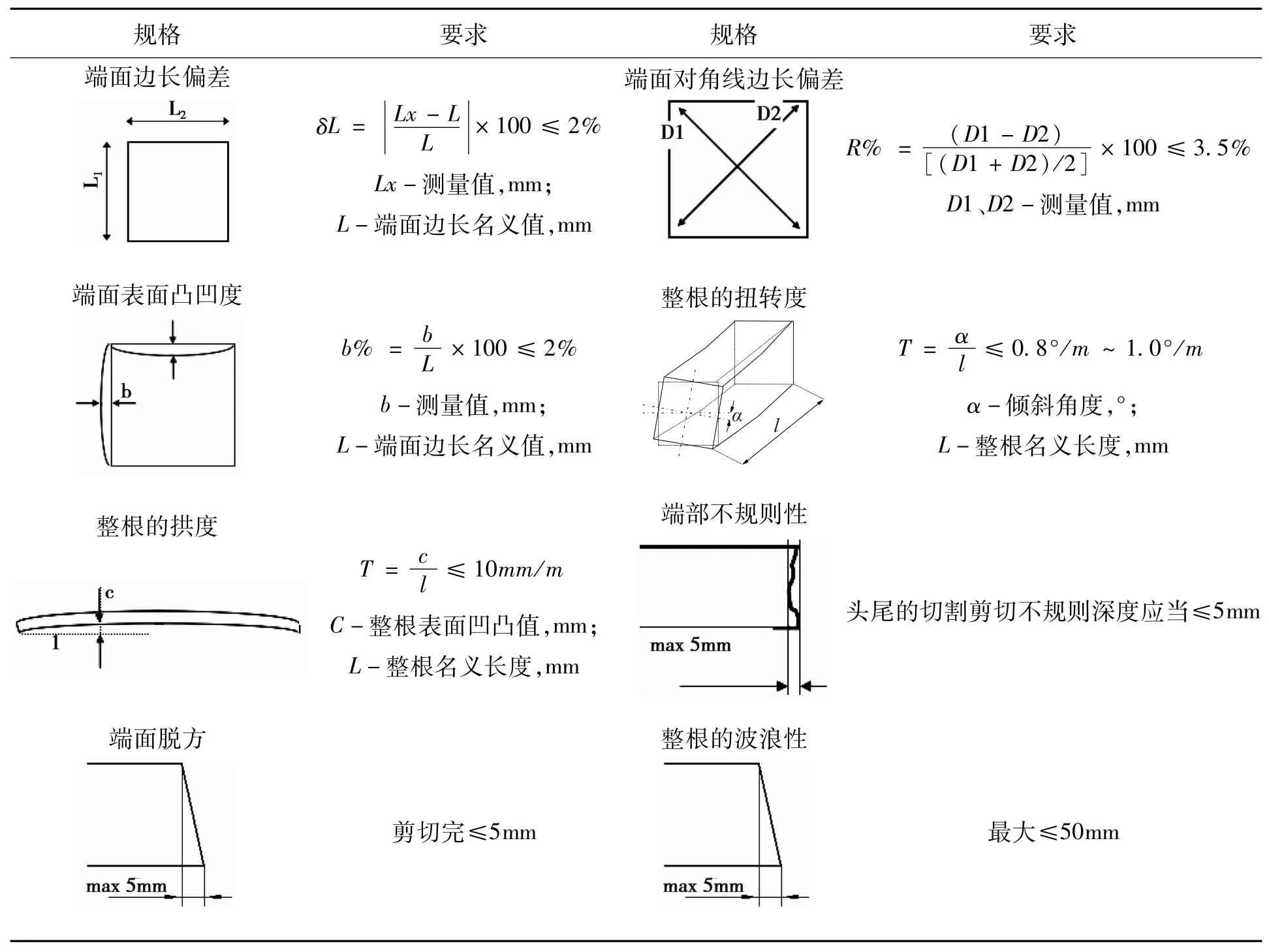
表1 坯料外形尺寸要求表
4 經(jīng)濟(jì)效益
無頭焊接軋制系統(tǒng)將坯料進(jìn)行頭尾對(duì)接,實(shí)現(xiàn)產(chǎn)品無間斷地生產(chǎn)。這就使得無頭焊接軋制工藝具有提高市場(chǎng)占有率[8]、降低生產(chǎn)成本、便于工廠管理等優(yōu)點(diǎn)。針對(duì)2020年度某120萬噸棒材生產(chǎn)線測(cè)算所得的無頭焊接軋制工藝經(jīng)濟(jì)效益如表2所示。
由表2可知,通過安裝使用EWR進(jìn)行棒材產(chǎn)品生產(chǎn),可以節(jié)省生產(chǎn)成本1019.15萬元,產(chǎn)量增加帶來收益2229.05萬元,年盈利額達(dá)到2500.45萬元。由此可知,通過使用該系統(tǒng)可以大幅度的降低成本,提高企業(yè)的經(jīng)濟(jì)效益。
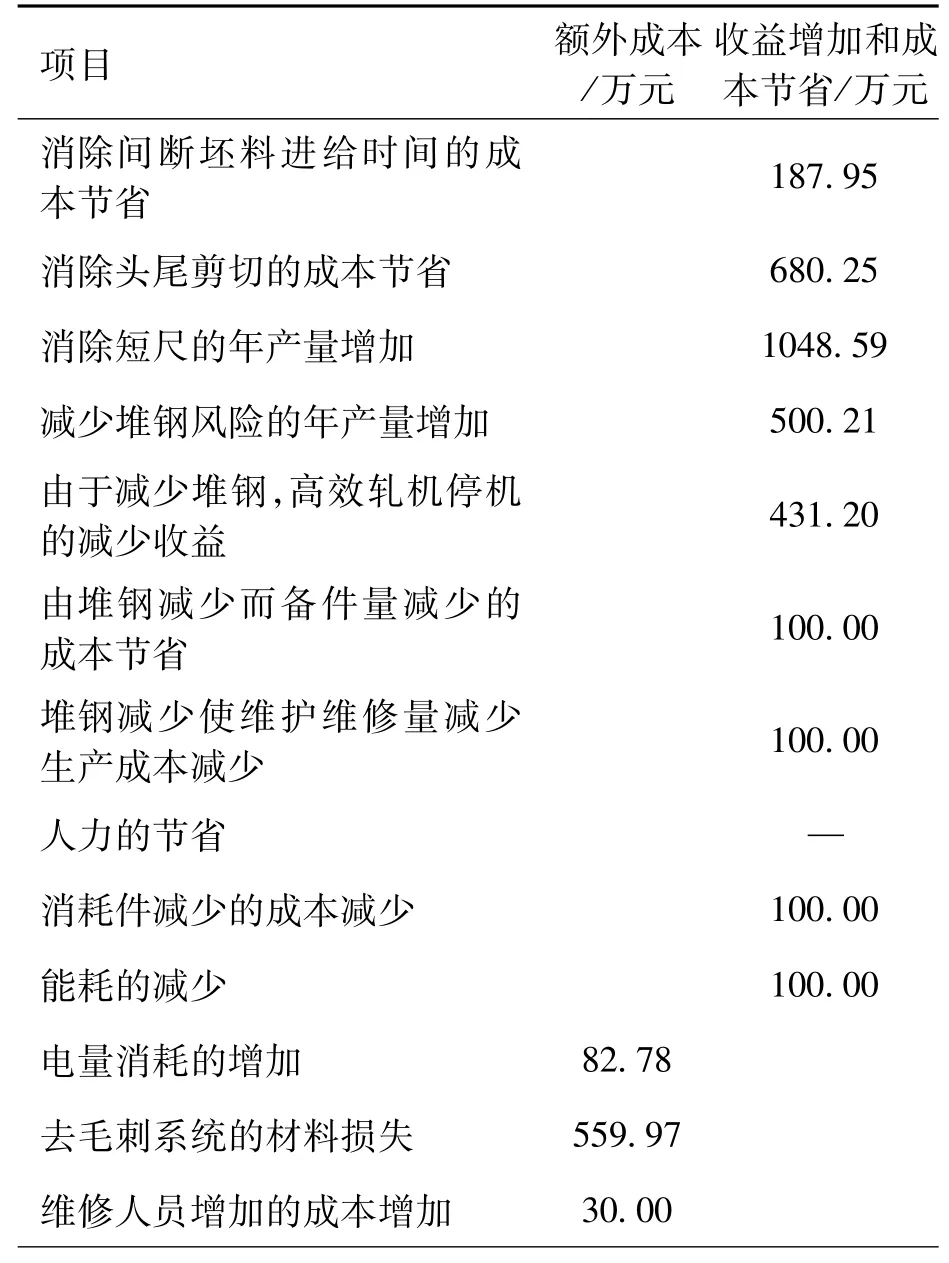
表2 無頭焊接軋制工藝經(jīng)濟(jì)效益總結(jié)表
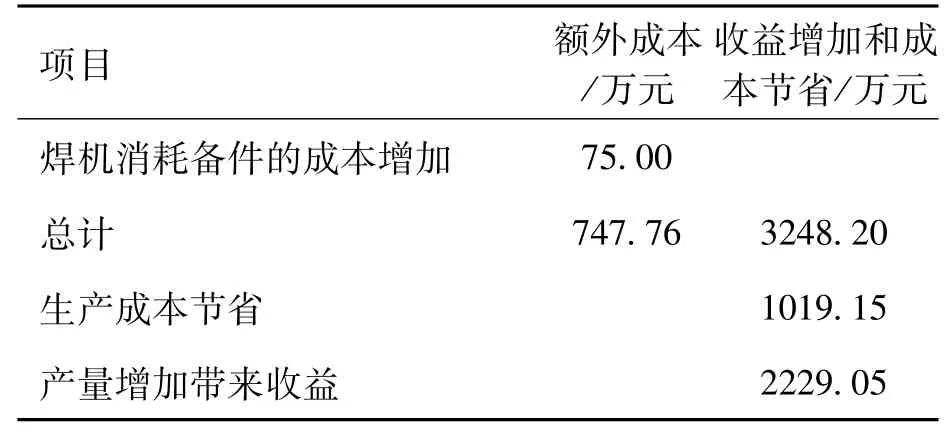
(續(xù)表)
5 結(jié)論
無頭焊接軋制系統(tǒng)布置于加熱爐出口至1#軋機(jī)之間,前后通過輥道即可分別與加熱爐和軋機(jī)對(duì)接起來,簡(jiǎn)單便捷,因此可使得多數(shù)傳統(tǒng)棒線材的生產(chǎn)設(shè)備和技術(shù)得以更新?lián)Q代。在符合坯料外形尺寸要求和全自動(dòng)化情況下進(jìn)行生產(chǎn)操作,通過結(jié)合無頭焊接軋制系統(tǒng)進(jìn)行生產(chǎn)工藝的優(yōu)化,能夠使傳統(tǒng)生產(chǎn)工藝的產(chǎn)能得到顯著提高,有利于提升工廠的自動(dòng)化水平,可進(jìn)一步改善企業(yè)的管理現(xiàn)狀,提高企業(yè)的經(jīng)濟(jì)效益。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
