YB25型卷煙包裝機(jī)封簽涂膠系統(tǒng)的改進(jìn)
2022-01-10 08:50:10賀圣越
食品與機(jī)械 2021年12期
賀 韌 田 晶 賀圣越 田 森 李 偉
(湖北中煙工業(yè)有限責(zé)任公司三峽卷煙廠,湖北 宜昌 443100)
YB25型軟盒包裝機(jī)是中國煙草卷煙包裝加工的主流機(jī)型[1-2]。但在實(shí)際生產(chǎn)過程中,該機(jī)型煙包封簽處普遍存在程度不一的溢膠現(xiàn)象[3],通過常規(guī)調(diào)試維護(hù)無法有效解決。對此,范忠等[4]設(shè)計(jì)了一套全新的防溢膠涂膠裝置,但每8個月需更換1次,每套設(shè)備10萬元,存在運(yùn)行穩(wěn)定性不足、改進(jìn)成本較高等問題。
煙包“封簽?zāi)z外溢”外觀質(zhì)量缺陷是指煙包封簽周圍溢出膠跡長度>3.0 mm、或有2點(diǎn)以上≤3.0 mm的膠垢,封簽?zāi)z外溢直接影響煙包的感官。但實(shí)際生產(chǎn)過程中,使用YB25型軟盒包裝機(jī)的煙企均存在不同程度的封簽?zāi)z外溢質(zhì)量缺陷問題[5-7]。文章擬對封簽涂膠系統(tǒng)進(jìn)行改進(jìn),設(shè)計(jì)具有間斷性涂膠功能的扇形涂膠輪,并配合改進(jìn)后的傳動系統(tǒng)以滿足其相位需求,在不改變設(shè)備運(yùn)行效率情況下解決煙包封簽?zāi)z外溢問題。
1 工作原理
1.1 工藝流程
YB25型軟盒包裝機(jī)上使用的封簽涂膠系統(tǒng)由膠缸和傳動系統(tǒng)兩部分組成[8-10]。圖1為煙包—封簽輸送涂膠示意圖,置于料斗1中的封簽3由吸風(fēng)輪2吸取,經(jīng)翻轉(zhuǎn)、移送自上而下輸送,同時,供膠輪6自膠缸8內(nèi)附著膠液,在其定向旋轉(zhuǎn)中被刮板7刮去多余的膠液,并將膠液傳遞到涂膠輪5上,附著膠液的圓形涂膠輪[3]與自上而下輸送的封簽內(nèi)表面接觸,形成兩道連續(xù)不間斷、縱向貫通的膠痕,完成封簽涂膠過程。已涂膠的封簽經(jīng)后續(xù)滾輪通過輸送通道4,被送入接紙盒9中,由叉形板10吸取并翻轉(zhuǎn)90°,與縱向推送來的煙包11匯合并隨之移動,最后在叉形板與固定通道內(nèi)壁的擠壓下完成折疊、粘貼。其中,涂膠輪5與供膠輪6設(shè)置于膠缸8上,膠缸安裝在滑座上,由安裝在滑座上的齒輪組驅(qū)動,可隨滑座一起沿導(dǎo)軌水平移動。設(shè)備不生產(chǎn)時,膠缸可從滑座上取下保養(yǎng)清洗。
1.2 傳動原理
圖2為封簽系統(tǒng)傳動示意圖,封簽系統(tǒng)運(yùn)行時,動力輸入軸Ⅰ的動力傳輸分為兩個方向:① 通過定軸輪系Z2/Z3、軸Ⅱ、Z4/Z5驅(qū)動軸Ⅲ旋轉(zhuǎn),從而驅(qū)動軸Ⅲ上固聯(lián)的供膠輪旋轉(zhuǎn);② 由定軸輪系Z2/Z3、軸Ⅱ、Z4/Z5、軸Ⅲ、Z5Z6、Z6/Z7驅(qū)動軸Ⅳ旋轉(zhuǎn),從而驅(qū)動固聯(lián)在軸Ⅳ上的圓形涂膠輪旋轉(zhuǎn)。
當(dāng)機(jī)器因故障需要長時間停機(jī)時,操作人員需要手動分離膠缸傳動系統(tǒng),膠缸傳動系統(tǒng)與主傳動軸1分離,與攪拌馬達(dá)驅(qū)動齒輪嚙合,涂膠輪與供膠輪進(jìn)行攪拌,避免缸體內(nèi)膠液干涸。

1.料斗 2.吸風(fēng)盤 3.封簽 4.輸送通道 5.涂膠輪 6.供膠輪 7.刮板 8.膠缸 9.紙盒 10.叉形板 11.煙包 12.固定折疊器圖1 煙包—封簽輸送涂膠示意圖Figure 1 Schematic diagram of sealing label transportation and gluing

圖2 封簽系統(tǒng)傳動示意圖Figure 2 Transmission diagram of sealing label system
從封簽涂膠系統(tǒng)的結(jié)構(gòu)與傳動原理可知,機(jī)器處于待料或者排除故障時,膠缸傳動齒輪Z3需要與主傳動齒輪Z2分離,與齒輪Z8嚙合,進(jìn)入攪拌模式;當(dāng)機(jī)器重啟,膠缸傳動齒輪Z3與主傳動齒輪Z2再次嚙合,嚙合點(diǎn)即發(fā)生了變化。由于原涂膠輪為圓形結(jié)構(gòu),因此無相位要求,可在任何嚙合點(diǎn)分離和再次嚙合。
2 存在問題
為探究YB25型軟盒包裝機(jī)“封簽?zāi)z外溢”質(zhì)量缺陷情況,在裝配原裝封簽系統(tǒng)的SB7#機(jī)組進(jìn)行為期7 d的抽樣調(diào)查,每間隔30 min抽樣一次,每次抽樣數(shù)量為10包,每日抽樣16次,統(tǒng)計(jì)封簽?zāi)z外溢煙包數(shù)量以及質(zhì)量缺陷率,結(jié)果見表1。
由表1可知,改進(jìn)前SB7#機(jī)組抽檢的1 120包卷煙中,“封簽?zāi)z外溢”質(zhì)量缺陷煙包達(dá)到了415包,質(zhì)量缺陷率為37.1%,表明該類質(zhì)量缺陷較為突出,亟需解決。
2.3 原因分析
由圖1和圖2可知,涂膠輪是由1個空心軸和4個圓盤(中間兩個圓盤為輸送盤、兩端圓盤為涂膠盤)依照一定間距排列構(gòu)成的整體。涂膠盤為圓形結(jié)構(gòu)導(dǎo)致涂膠過程是連續(xù)不間斷的,因此膠液軌跡貫通封簽全長。封簽在煙包上粘貼成型過程中,由于膠液未干燥前具有流體固有的流動性,涂到封簽紙邊緣的膠液與煙包匯合后,受到叉形板和固定通道內(nèi)壁的擠壓,便順著受力方向向外溢出,從而在煙包表面留下膠跡。因此,封簽?zāi)z外溢實(shí)際上是由涂膠線過長導(dǎo)致的,通過調(diào)試機(jī)器不能徹底解決該問題。
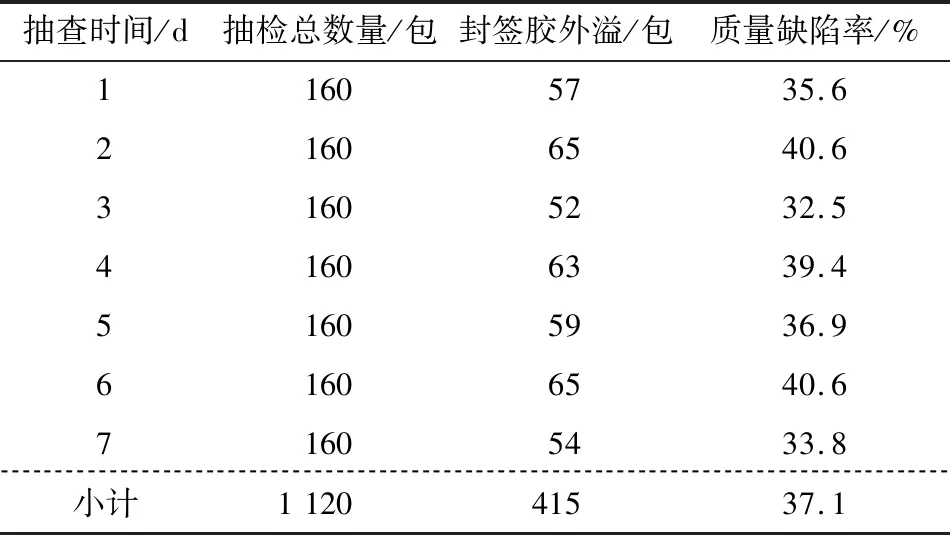
表1 封簽?zāi)z外溢質(zhì)量抽查統(tǒng)計(jì)表Table 1 Spot check statistics of sealing glue spillover quality
3 改進(jìn)方法
3.1 改進(jìn)思路
圓形涂膠輪連續(xù)性的涂膠軌跡,勢必帶來封簽邊緣膠液擠壓外溢。若將連續(xù)性的涂膠方式改進(jìn)為間斷式,采用凸輪凸緣輪廓控制涂膠長度的方法,即采用扇形涂膠盤涂膠,涂膠時封簽兩端各留出一段未涂膠的緩沖區(qū),就能使受擠壓流動的膠液不至于溢出封簽外,從而將膠液范圍控制在封簽長度范圍內(nèi),解決封簽?zāi)z外溢現(xiàn)象。
3.2 可行性分析
如圖2所示,涂膠輪的涂膠盤外形改為扇形后,其與封簽輸送傳動系統(tǒng)的工作關(guān)系發(fā)生了變化:正常狀態(tài)下,其與封簽輸送傳動系統(tǒng)保持同步;但遇到機(jī)器處于待料或者排除故障時,膠缸傳動齒輪Z3與主傳動齒輪Z2分離,與齒輪Z8嚙合,進(jìn)入攪拌模式;當(dāng)機(jī)器重啟,膠缸傳動齒輪Z3與主傳動齒輪Z2再次嚙合,嚙合點(diǎn)具有隨機(jī)性,扇形涂膠盤涂膠與封簽輸送將無法保證同步,即無法保證膠線上下對稱分布于封簽中部,因此,需對傳動系統(tǒng)進(jìn)行進(jìn)一步的改進(jìn),才能保證反復(fù)離合后封簽仍能正常涂膠。
通過已知條件和參數(shù)計(jì)算分析封簽動力輸入軸Ⅰ與涂膠輪軸Ⅳ的傳動關(guān)系:
n涂膠輪=n輸入軸(-N2/N3)·(-N4/N5)·(-N5/N6)·(-N6/N7),
(1)
式中:
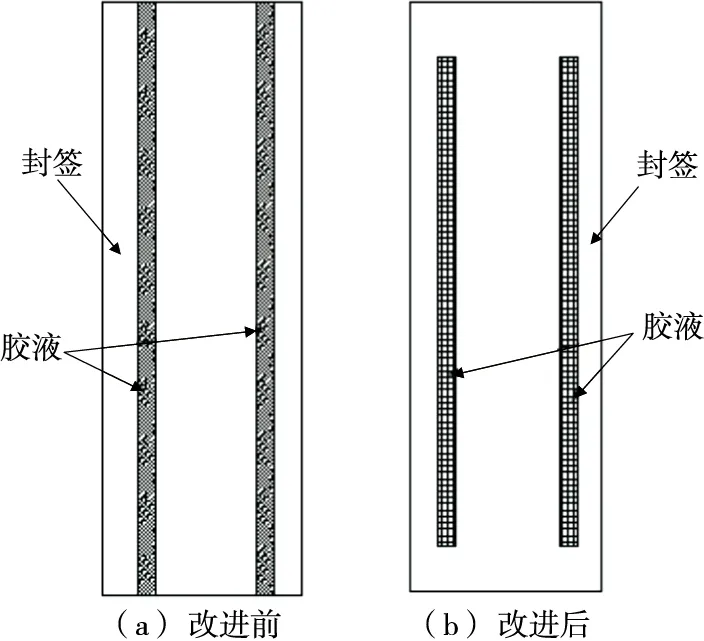
圖3 膠線改進(jìn)前后思路圖Figure 3 Thought diagram before and after improvement of glue line
N2——固聯(lián)在封簽機(jī)動力輸入軸Ⅰ上的齒輪齒數(shù),為24;
N3——軸Ⅱ輸入齒輪齒數(shù),為24;
N4——軸Ⅱ輸出齒輪齒數(shù),為16;
N5——供膠輪齒輪齒數(shù),為62;
N6——供膠輪與涂膠輪之間的過橋齒輪齒數(shù),為23;
N7——涂膠輪齒輪齒數(shù),為16。
將各數(shù)值代入式(1)得:
n涂膠輪=n輸入軸(-24/24)×(-16/62)×(-62/23)×(-23/16)=n輸入軸。
即涂膠輪軸Ⅳ與封簽動力輸入軸Ⅰ轉(zhuǎn)速相同,轉(zhuǎn)向相同。
經(jīng)觀測,處于工作狀態(tài)的涂膠輪軸Ⅳ與封簽動力輸入軸Ⅰ軸線基本重合。將涂膠輪組件從膠缸上分離,通過聯(lián)軸器將其與封簽涂膠裝置輸入軸上的齒輪直接連接,便能夠保證扇形涂膠輪涂膠與封簽輸送的運(yùn)動同步。
3.3 傳動系統(tǒng)工作原理
封簽涂膠輪傳動線路設(shè)計(jì)如圖4所示,輸入軸I通過齒輪Z2及其端面的凸牙分兩個分支向外傳送:① 由定軸輪系Z2/Z3、軸Ⅱ、Z4/Z5驅(qū)動軸Ⅲ旋轉(zhuǎn),從而驅(qū)動軸Ⅲ上固聯(lián)的供膠輪;② 通過聯(lián)軸器驅(qū)動軸Ⅶ從而驅(qū)動固聯(lián)在其上的扇形涂膠輪旋轉(zhuǎn)。工作狀態(tài)下,涂膠輪與膠缸上的供膠輪靠近,僅有0.02 mm間隙,在輸入軸的驅(qū)動下完成封簽的同步輸送與涂膠;停機(jī)攪拌狀態(tài)下,手動分離膠缸,安裝于其上的供膠輪隨之離開固定在機(jī)座上的涂膠輪組件,由于涂膠輪與封簽動力輸入軸并未分離,因此封簽輸送與涂膠輪涂膠仍保持同步。
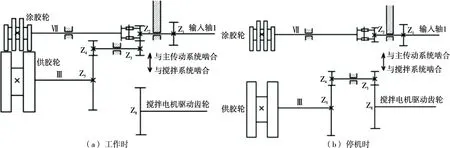
1.圓形涂膠圓盤 2.輸送圓盤 3.改進(jìn)后涂膠盤 4.改進(jìn)后輸送盤圖4 封簽涂膠輪傳動線路設(shè)計(jì)示意圖Figure 4 Transmission design diagram of sealing label gluing wheel
4 改進(jìn)措施
4.1 涂膠輪的改進(jìn)
圖5為改進(jìn)前后的涂膠盤示意圖,改進(jìn)后的涂膠盤為扇形[11-12],原周長94.2 mm的圓形涂膠盤1,改為凸緣長度為40 mm的凸輪結(jié)構(gòu)涂膠盤3,使長度48 mm的封簽兩端各留出4 mm的非涂膠區(qū),從而實(shí)現(xiàn)溢膠可控。此外,為了方便清潔輸送通道和更換涂膠輪,將原周長94.2 mm的圓形輸送盤2,改為與涂膠盤凸緣呈對稱分布、凸緣長度為88 mm的凸輪結(jié)構(gòu)輸送盤4。

圖5 改進(jìn)前后涂膠盤結(jié)構(gòu)示意圖Figure 5 Structure diagram of glue plate before and after improvement
4.2 聯(lián)軸器的設(shè)計(jì)與改進(jìn)
由于涂膠輪軸的軸線和封簽動力輸入軸的軸線有一定的徑向和角向偏移,且涂膠輪旋轉(zhuǎn)屬于中速、輕載、常溫以及載荷較小的傳動場合。而十字滑塊聯(lián)軸器,不僅能傳遞運(yùn)動和轉(zhuǎn)矩,而且具有一定的徑向和角向補(bǔ)償能力。因此,選擇十字滑塊聯(lián)軸器為涂膠輪軸與封簽動力輸入軸的聯(lián)軸器,如圖6所示。尼龍材料具有重量輕,強(qiáng)度高,韌性好,對沖擊、應(yīng)力的吸收能力強(qiáng),耐疲勞性能突出,自潤滑性好,噪聲小等優(yōu)點(diǎn),故選其為聯(lián)軸器中心盤。十字滑塊聯(lián)軸器的結(jié)構(gòu)如圖5所示,由2個端面帶凸牙的半聯(lián)軸器1、3和1個兩面開有徑向凹槽的中心盤2組成。
通過類比法設(shè)計(jì)后,進(jìn)行十字滑塊聯(lián)軸器中心盤和半聯(lián)軸器的滑動面的強(qiáng)度校核[13-14],校核公式為:
(2)
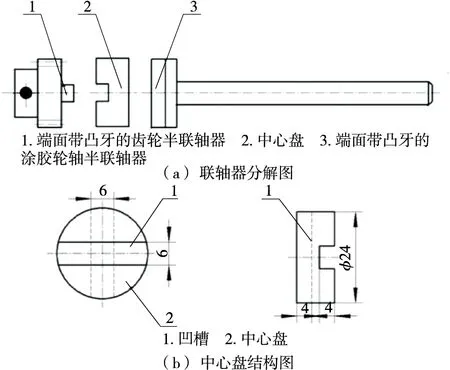
圖6 十字滑塊聯(lián)軸器示意圖Figure 6 Structural diagram of cross slider coupling
T=F·L,
(3)
式中:
Pmax——材料承受的最大壓強(qiáng),N/mm2;
K——載荷系數(shù);
T——轉(zhuǎn)矩,N·mm;
h——滑槽深度或凸牙高度,mm;
D——半聯(lián)軸器或中心盤直徑,mm;
[P]——材料許用強(qiáng)度,N/mm2;
F——最大載荷,N;
L——力矩,mm。
根據(jù)測量,最大工作載荷F≈1.96 N,由于轉(zhuǎn)矩變化小,載荷系數(shù)K取1.3,滑槽深度、凸牙高度h=4 mm,半聯(lián)軸器、中心盤直徑D=24 mm,力矩L=12 mm,已知尼龍的許用壓強(qiáng)[P]=8~11 N/mm2,調(diào)質(zhì)45#鋼的許用壓強(qiáng)[P]=25 N/mm2。
將各值代入式(2)、式(3),得:
尼龍中心盤滑動面承受的壓強(qiáng)Pmax≈0.11 N/mm2<8~11 N/mm2;
半聯(lián)軸器滑動面承受的壓強(qiáng)Pmax≈0.11 N/mm2<25 N/mm2。
通過計(jì)算表明十字滑塊聯(lián)軸器滑動面承受的最大壓強(qiáng)低于許用值[P],滿足動力傳遞需要。
4.3 動力輸入齒輪的改進(jìn)
圓齒輪Z2(圖4)改為端面有凸牙的齒輪,如圖7所示,一方面通過齒面嚙合驅(qū)動供膠輪轉(zhuǎn)動,另一方面利用端面上的凸牙與十字滑塊上的凹槽配合將動力傳遞給涂膠輪軸,從而帶動固聯(lián)在軸上的扇形涂膠輪轉(zhuǎn)動。
通過類比法設(shè)計(jì),改進(jìn)后的齒輪仍采用原齒輪的模數(shù)、齒數(shù)、材料等參數(shù)。
4.4 系統(tǒng)組成
改進(jìn)后的封簽涂膠系統(tǒng)由扇形涂膠輪組件、膠缸、傳動系統(tǒng)3部分組成(見圖8)。扇形涂膠輪組件由帶凸牙的齒輪2、十字滑塊中心盤3、涂膠輪軸4等組成。扇形涂膠輪8安裝在由2個軸承支承的涂膠輪軸4上,軸承座5安裝在封簽傳動齒輪箱箱體上,封簽動力輸入齒輪2通過中心盤3將動力傳遞給涂膠輪軸4,從而驅(qū)動固定在軸上的扇形涂膠輪8旋轉(zhuǎn)。膠缸組件主要由缸體10、刮板11、刮板軸12、供膠輪13及驅(qū)動齒輪14等組成。

1.凸牙 2.齒輪圖7 動力輸入齒輪設(shè)計(jì)示意圖Figure 7 Schematic diagram of power input gear design
5 改進(jìn)效果
5.1 質(zhì)量效果
改進(jìn)完成后,在SB7#機(jī)組連續(xù)跟蹤檢查7 d,每間隔30 min抽檢一次,每次抽取10包,每日抽樣16次,檢查煙包封簽?zāi)z外溢情況,統(tǒng)計(jì)結(jié)果表明改進(jìn)后“封簽?zāi)z外溢”的質(zhì)量缺陷率為0,說明該項(xiàng)質(zhì)量缺陷問題得到了有效解決,改進(jìn)效果顯著。
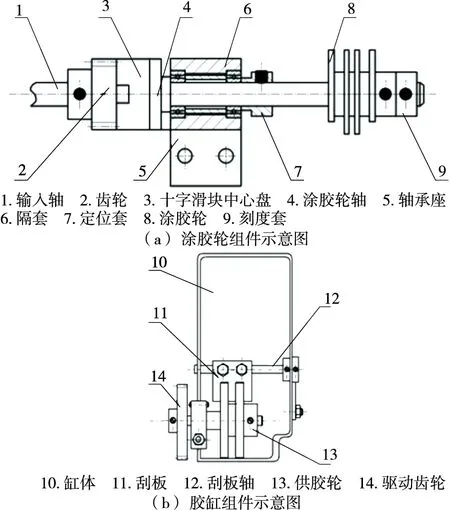
圖8 涂膠系統(tǒng)組件示意圖Figure 8 Tomponent diagram of gluing system
5.2 設(shè)備可靠性
在煙機(jī)配件廠訂購一套防溢膠缸需10萬元,而試驗(yàn)改進(jìn)加工總費(fèi)用在1 000元以內(nèi)。該項(xiàng)目后期維護(hù)費(fèi)用較低。對改進(jìn)前后的SB7#機(jī)組膠缸組件的零備件消耗進(jìn)行統(tǒng)計(jì),如表2所示。

表2 SB7#膠缸組件改進(jìn)前后的零備件消耗統(tǒng)計(jì)Table 2 Statistics of spare parts consumption before and after improvement of SB7# rubber cylinder assembly
對SB7#改進(jìn)前后封簽?zāi)z缸日常維護(hù)換件一年時間的跟蹤統(tǒng)計(jì)對比,SB7#包裝機(jī)改進(jìn)前每年維護(hù)費(fèi)用合計(jì)8 937元,改進(jìn)后每年的維護(hù)費(fèi)用共計(jì)2 432元,每組機(jī)臺每年可節(jié)約6 505元,維護(hù)周期也由12次/月下降為4次/月。對改進(jìn)前后單次維修時間進(jìn)行統(tǒng)計(jì),如圖9所示。
與改進(jìn)前相比,改進(jìn)后的膠缸系統(tǒng)結(jié)構(gòu)簡化,工作狀態(tài)穩(wěn)定,每月維護(hù)僅更換4次供膠輪軸承即可,單月維護(hù)時間縮短146 min,單次維修時間縮短6 min,設(shè)備可靠性得到了有效提升。
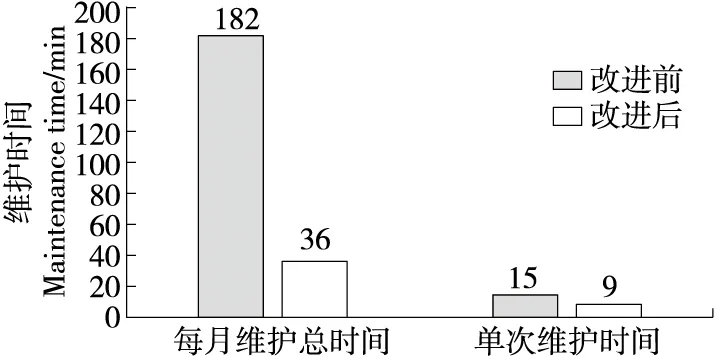
圖9 改進(jìn)前后每月維護(hù)耗時情況Figure 9 Monthly maintenance time before and after improvement
6 結(jié)論
通過對YB25型包裝機(jī)涂膠系統(tǒng)封簽涂膠過程的分析,得出了導(dǎo)致封簽?zāi)z外溢的原因,并針對原因分別對涂膠輪與傳動裝置進(jìn)行了設(shè)計(jì)優(yōu)化,完成了封簽涂膠系統(tǒng)的改進(jìn),使設(shè)備的可靠性得到提升。改進(jìn)后,煙包封簽?zāi)z外溢的質(zhì)量缺陷率由37.1%降至0.0%,改進(jìn)效果顯著。目前的涂膠系統(tǒng)結(jié)構(gòu)還是較為復(fù)雜,后續(xù)將從簡化封簽涂膠系統(tǒng)出發(fā),進(jìn)行更深一步的研究。

- 食品與機(jī)械的其它文章
- 食品安全教育與大學(xué)生思想政治教育的融合發(fā)展研究
——《食品安全與質(zhì)量控制(第二版)》評述 - 高校思政教育在食品科學(xué)與工程專業(yè)中的育人功能發(fā)揮
——《食品安全與健康飲食》評述 - 思想政治教育在食品質(zhì)量與安全專業(yè)教學(xué)中的融入研究
——《食品質(zhì)量與安全管理(第3版)》評述 - 食品安全檔案管理信息化研究
——《計(jì)算機(jī)在食品工程中的應(yīng)用》評述 - 食品對外貿(mào)易中商務(wù)英語翻譯策略研究
——《糧油食品外貿(mào)實(shí)務(wù)英語》評述 - 食品行業(yè)英語詞匯特征及翻譯準(zhǔn)確性分析
——《食品科學(xué)與工程英語(第2版)》評述