火電廠高溫再熱器小集箱管排熱處理工藝優(yōu)化
2022-01-06 08:52:24劉曉華李緒連劉盛耀
電力勘測設計 2021年12期
劉曉華,李緒連,劉盛耀
(中國能源建設集團江蘇省電力建設第三工程有限公司,江蘇 鎮(zhèn)江 212003)
0 引言
2021年3月,江蘇某火電廠#1機組進行C級檢修工程,此次工作重點之一是將鍋爐爐頂集箱層內(nèi)的高溫再熱器(以下簡稱“高再”)小集箱(如圖1所示)進行整體更換,其工藝復雜且任務繁重,涉及鏡面焊接及熱處理作業(yè),對焊接及熱處理工藝質(zhì)量提出很高的要求。目前,針對檢修工程高再小集箱更換的工藝文件較少,沒有成熟的經(jīng)驗可以借鑒,因此研究人員根據(jù)現(xiàn)場實際情況,制定了高再小集箱管排熱處理工藝實施方案,經(jīng)過兩次優(yōu)化后,焊后熱處理質(zhì)量效果提升顯著。

圖1 高再小集箱實體圖
1 熱處理工藝準備
1.1 工藝材料
本次檢修共更換48組高再小集箱,如圖2所示,48組集箱只有一組是單排管排,其余均為雙排管排,共計95排高再管排,高再小集箱相關部件的材質(zhì)如表1所示。

圖2 高再小集箱示意圖

表1 高再小集箱各部件材質(zhì)表
高再小集箱管排編號如圖3所示,其中字母G代表高再小集箱管排,第一位數(shù)字1代表爐左至爐右第一排管排,末位數(shù)字代表每一排管排爐前側(cè)到爐后側(cè)焊縫編號,則G2-(1~10)、G3-(1~10)至G95-(1~10)的管排編號含義依次類推即可。G95排的1~6號焊縫材質(zhì)均為TP347H,7~10號焊縫材質(zhì)均為T91,由于T91涉及焊后熱處理工作,故文章重點討論每一排7~10號焊縫的熱處理工藝。

圖3 高再小集箱管排編號圖
1.2 工藝參數(shù)
T91鋼焊接工藝參數(shù)是根據(jù)企業(yè)擁有的T91鋼焊接工藝評定報告及DL/T 869—2012《火力發(fā)電廠焊接技術(shù)規(guī)程》[1]相關內(nèi)容來制定,熱處理工藝參數(shù)根據(jù)DL/T 819—2019《火力發(fā)電廠焊接熱處理技術(shù)規(guī)程》[2]相關內(nèi)容要求來制定。
1.2.1 焊接工藝參數(shù)
高再管排接頭形式采用對接,開V型坡口,采用3層單道焊接,現(xiàn)場鏡面焊接照片見圖4。焊接材料選用ER90S-B9焊絲,規(guī)格為φ2.4 mm。預熱溫度150 ℃,寬度200 mm,層間溫度150~250 ℃,焊接工藝參數(shù)詳如表2所示。

表2 焊接工藝參數(shù)

圖4 高再管排鏡面焊接圖
1.2.2 熱處理工藝參數(shù)
高再管排焊接完成后,將進行焊后熱處理。根據(jù)《火力發(fā)電廠焊接熱處理技術(shù)規(guī)程》,制定初步熱處理工藝參數(shù),如表3所示。

表3 焊后熱處理工藝參數(shù)
2 熱處理工藝實施
按照表3的熱處理工藝參數(shù)對G87-(7~10)、G88-(7~ 10)、G89-(7 ~ 10)~ G93-(7~ 10)、G94-(7~10)、G95-(7~10)共計9片管屏進行焊后熱處理,加熱器采用規(guī)格為190 mm×150 mm小型履帶式加熱器。高再管排熱電偶及加熱塊布置如圖5所示,每一片管屏的8號焊縫中心布置1號控溫熱電偶,每一片管屏的9號焊縫中心布置2號測溫熱電偶,圖6僅以G87-(7~10)單排為例表示熱電偶及加熱塊布置示意圖。由于每排4根管子單獨布置加熱塊,各管子之間的間隙則無法單獨綁扎保溫棉,故使用保溫棉對4根管子進行整體綁扎保溫,如圖7所示。

圖5 熱電偶及加熱塊布置
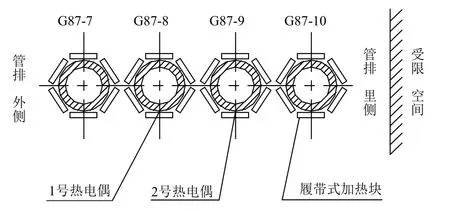
圖6 G87 (7-10)熱電偶及加熱塊布置示意圖

圖7 保溫棉綁扎
熱處理后對焊縫周向相隔180°對稱兩點及焊縫兩側(cè)母材周向相隔180°對稱兩點進行打磨,使用里氏硬度計進行硬度檢測,每個硬度點檢測5個硬度數(shù)據(jù)取均值,結(jié)果顯示大部分母材硬度值均為155~170HB之間,只有G90-7和G93-7焊縫下側(cè)母材硬度值分別為140HB和150HB,表4所列為具體的焊縫硬度值。
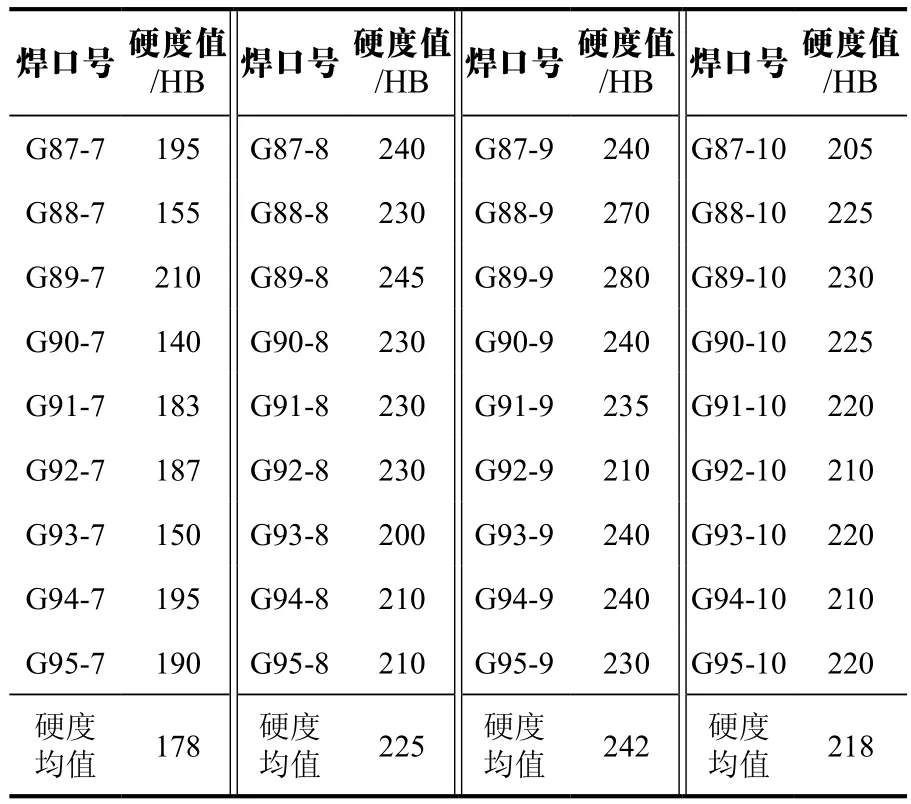
表4 高再管排焊縫硬度值
將上述硬度檢測數(shù)據(jù)按照高再管排爐前側(cè)9組依次至爐后側(cè)9組,共計四大組管排硬度值來繪制硬度分布圖,如圖8所示,可以看出各曲線硬度值偏差較大,且單根硬度值曲線波動較大,第7列和第10列的焊縫硬度值較低,且第7列焊縫編號G88-7、G90-7、G93-7硬度值低于規(guī)范要求下限值185HB,第8列和第9列的焊縫硬度值總體呈現(xiàn)較高值,分析表明,各管排的4根管子熱處理溫度分布不均勻,第7列和第10列的焊縫可能存在熱處理超溫現(xiàn)象,導致焊縫硬度值偏低。每排外側(cè)第7列和第10列管排的熱處理溫度要高于中間第8和第9列管排,故分析調(diào)整,進行熱處理工藝參數(shù)優(yōu)化。
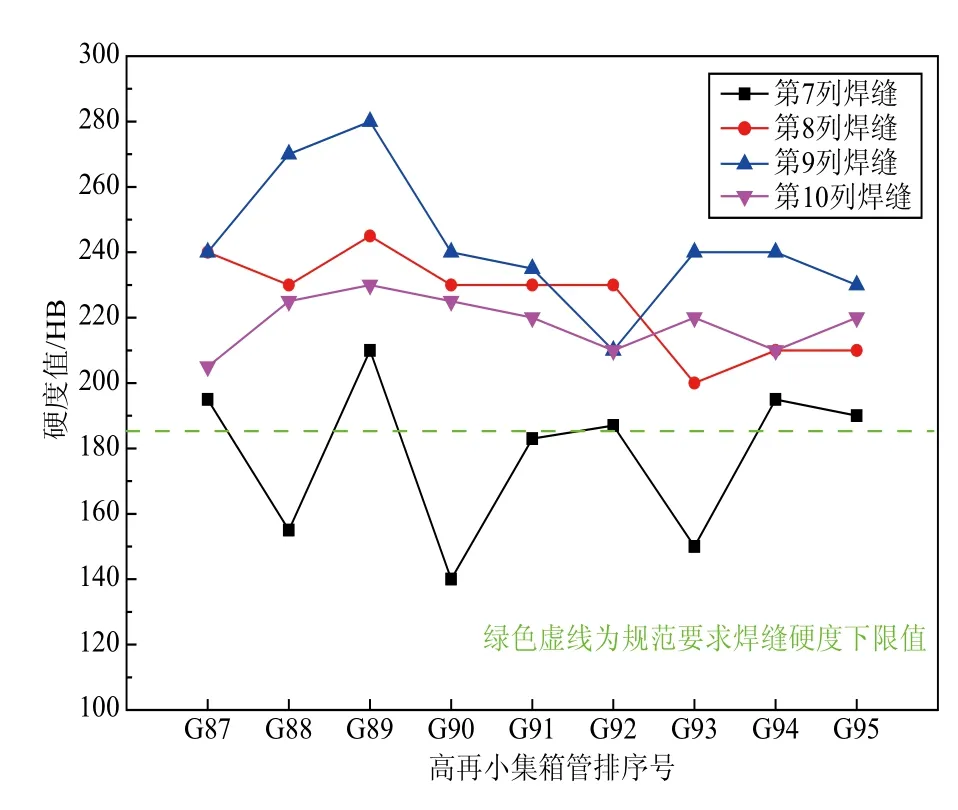
圖8 高再小集箱各管排焊縫按列分布硬度值
3 熱處理工藝優(yōu)化
由于前述熱處理工藝方案中出現(xiàn)熱處理后硬度不合格結(jié)果,初步判定熱處理恒溫溫度偏高,且熱電偶布置位置不夠理想,因此進行熱處理工藝優(yōu)化,工藝參數(shù)如表5所示。對G78-(7~10)、G79-(7~10)、G80-(7~10)~ G84-(7~ 10)、G85-(7~ 10)、G86-(7~ 10)共計 9片管屏進行焊后熱處理,對熱電偶的布置進行調(diào)整,每一片管屏的7號焊縫中心布置控溫熱電偶,每一片管屏的9號焊縫中心布置測溫熱電偶,圖9僅以G78-(7~10)為例表示熱電偶及加熱塊布置示意圖,熱電偶及加熱器布置實物圖如圖10所示。

表5 優(yōu)化后焊后熱處理工藝參數(shù)
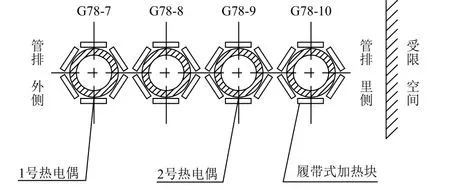
圖9 G78(7-10)熱電偶及加熱塊布置示意圖

圖10 熱電偶及加熱塊布置圖
熱處理后對焊縫周向相隔180°對稱兩點及焊縫兩側(cè)母材周向相隔180°對稱兩點進行打磨,使用里氏硬度計進行硬度檢測,每個硬度點檢測5個硬度數(shù)據(jù)取均值,結(jié)果顯示焊縫兩側(cè)的母材硬度值均在155~170 HB之間。將焊縫硬度檢測數(shù)據(jù)按照高再管排爐前側(cè)9組依次至爐后側(cè)9組,共計四大組管排硬度值來繪制硬度分布圖,如圖11所示。

圖11 高再小集箱各管排焊縫按列分布硬度值
由圖11可知,熱處理工藝優(yōu)化后焊縫硬度值都在220 HB以上,只有焊縫編號G81-9硬度高于290 HB規(guī)范值,沒有出現(xiàn)硬度低于規(guī)范要求的185 HB下限,但是從曲線中可以看出焊縫與母材硬度差值超過100 HB的檢測數(shù)據(jù)較多,這是由于恒溫溫度745 ℃較低,造成焊縫硬度較高。從圖中還可以看出四列焊縫的硬度數(shù)值曲線有差值依然較大,且單根曲線有較大的波動,說明四列焊縫的熱處理溫度還是存在一定的差異,從熱處理記錄曲線發(fā)現(xiàn)中間兩列管排(第8列和第9列)的溫度比兩側(cè)管排(第7列和第10列)的溫度低,中間管排的熱損失較大,保溫效果不理想,因此技術(shù)人員對前兩次熱處理工藝存在的問題進行分析和總結(jié),認為優(yōu)化后的熱電偶布置位置理想,恒溫溫度采用750 ℃母材和焊縫硬度差值較小,故重點對保溫措施進行優(yōu)化。
熱處理工藝參數(shù)按照表3,對G69-(7~10)、G70-(7 ~ 10)、G71-(7 ~ 10)、G75-(7 ~ 10)、G76-(7~10)、G77-(7~10)共計9片管屏進行焊后熱處理,對熱電偶的布置進行調(diào)整,每一片管屏的7號焊縫中心布置控溫熱電偶,每一片管屏的9號焊縫中心布置測溫熱電偶,圖12僅以G78-(7~10)為例表示熱電偶及加熱塊布置示意圖,保溫棉綁扎圖見13,根據(jù)優(yōu)化工藝要求,每根管排布置完加熱器,各加熱器之間都要加塞保溫棉,見照片紅圈位置,然后再整體包裹保溫棉,減少中間管排熱量損失,保證各管排熱處理過程溫度均勻一致。

圖12 G69(7-10)熱電偶及加熱塊布置示意圖
熱處理后對焊縫周向相隔180°對稱兩點及焊縫兩側(cè)母材周向相隔180°對稱兩點進行打磨,使用里氏硬度計進行硬度檢測,每個硬度點檢測5個硬度數(shù)據(jù)取均值,結(jié)果顯示焊縫兩側(cè)的母材硬度值均在155~170HB之間。將焊縫硬度檢測數(shù)據(jù)按照高再管排爐前側(cè)9組依次至爐后側(cè)9組,共計四大組管排焊縫硬度值來繪制硬度分布圖,如圖14所示。可以看出四大組管排焊縫硬度值均符合規(guī)范要求,且焊縫與兩側(cè)母材的差距也符合規(guī)范要求。四根曲線的趨勢接近,差值較小,每根曲線的波動也較小,說明優(yōu)化后的熱處理工藝參數(shù)合理,且能保證各焊縫熱處理溫度的均勻性。

圖13 保溫棉綁扎
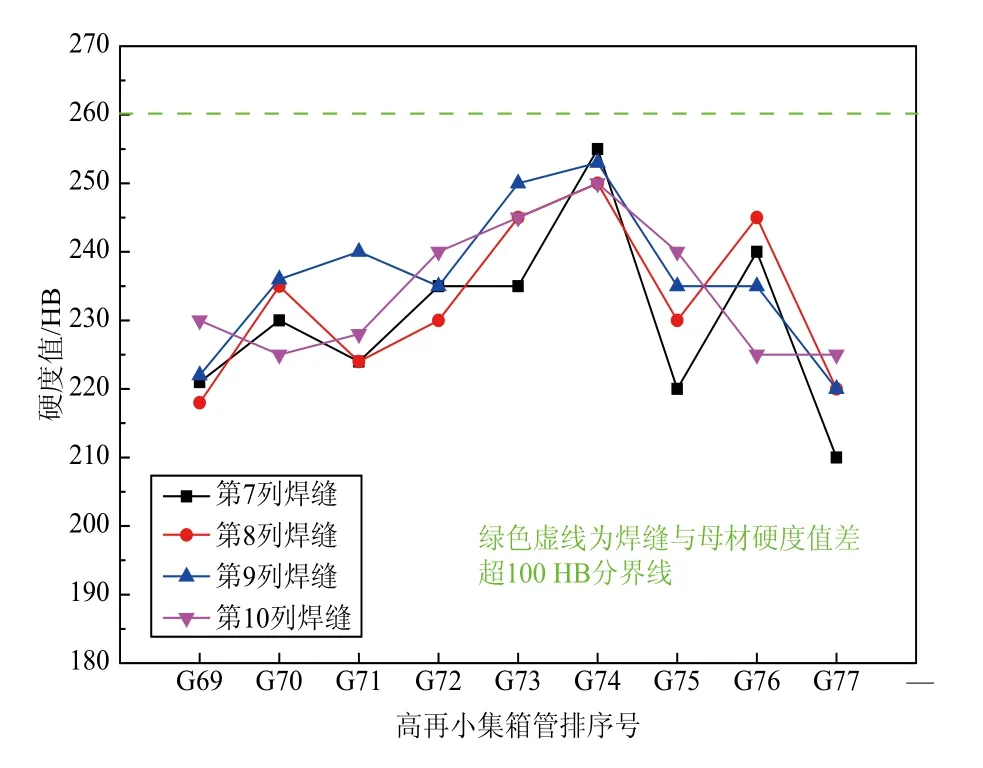
圖14 優(yōu)化后高再小集箱各管排焊縫按列分布硬度值
4 結(jié)語
文章針對高再小集箱管排狹小空間熱處理較難問題,制定了熱處理初步方案并實施,熱處理后硬度檢測結(jié)果顯示各管排的4只焊縫的硬度值存在偏低現(xiàn)象,且硬度差值較大,說明各管排4只焊縫熱處理溫度的不均勻性較大,存在超溫現(xiàn)象。超溫的原因是初步熱處理工藝并未考慮對各加熱器之間的間隙加塞保溫棉,導致中間管排熱量散失嚴重,控溫熱電偶感知中間管排溫度達不到設定溫度要求,故增加加熱器功率,導致兩邊保溫效果良好的管排恒溫溫度超標,硬度檢測顯示管排硬度偏低。
通過重新調(diào)整熱電偶布置位置和改變保溫棉的包裹工藝,在加熱器之間的間隙加塞保溫棉,減少中間管排加熱器的熱量損失,保證各管排4只焊縫加熱溫度的均勻性。熱處理后硬度檢測結(jié)果顯示各管排4只焊縫硬度值均符合規(guī)范要求,且硬度差值較小,熱處理溫度的均勻性良好,該熱處理工藝實施后,95排管排共計380只T91材質(zhì)焊縫的硬度值均符合規(guī)范要求。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
