鋼鐵基體上的含鋅涂鍍層厚度測試技術(shù)比較
2022-01-04 09:40:52蔡建康
機電產(chǎn)品開發(fā)與創(chuàng)新 2021年6期
蔡建康
(寧波計氏金屬新材料有限公司, 浙江寧波 315194)
0 引言
目前,在金屬防腐領(lǐng)域,含鋅的涂鍍技術(shù)仍然是常規(guī)采用的技術(shù),并且在各行各業(yè)都有廣泛應(yīng)用,比如基礎(chǔ)設(shè)施建設(shè),緊固件防銹等。目前最常采用的鋼鐵基體含鋅涂鍍層技術(shù)包括:電鍍鋅、熱浸鍍鋅[1-2]、熱滲鋅、達克羅及環(huán)保型鋅鋁涂層技術(shù)[3-4](主要應(yīng)用在汽車零件防腐領(lǐng)域)。這些含鋅涂鍍技術(shù)的防腐原理主要是利用鋅的犧牲保護作用而達到保護鋼鐵基體的目的[5],因此涂鍍層的厚度與防腐作用的能力直接相關(guān)。 所以在利用這些技術(shù)的時候,都必須檢測涂鍍層的厚度。 而目前行業(yè)上最常規(guī)采用的測量含鋅涂鍍層厚度的方法有:①金相顯微鏡測試法[6-7](GB/T 6462—2005);②磁性測厚儀測試法[8];③涂覆量測試法(稱重法)[9](主要應(yīng)用于達克羅和水性的鋅鋁涂層)。 這三種方法各有利弊:金相顯微鏡法的測量精度高,誤差小,但是操作復(fù)雜,操作時間長,并且需破壞樣件,測量的是局部厚度; 磁性測厚儀測試法是利用磁感應(yīng)法測量涂層厚度,操作簡單方便,無需破壞涂層,適用于大量檢測,但是只適用于較平整表面,誤差比較大,且當涂層厚度小于3μm 時不適合采用磁性法;涂覆量測試法(稱重法)主要應(yīng)用于達克羅和水性鋅鋁涂層的檢測, 當然熱浸鋅層也會用到稱重法測量單位表面積鍍層質(zhì)量, 參考GB/T 13825—2008[10]。主要原理是計算樣件平均單位表面上涂覆的涂層質(zhì)量,然后根據(jù)涂層的密度計算涂層厚度,該方法操作簡單,且能夠計算樣件的平均涂層厚度,但該方法不能直觀的表現(xiàn)樣件上局部涂層厚度。
在實際應(yīng)用中, 工廠往往采用簡單方便的測試方法(比如涂層測厚儀測試和涂覆量計算)開展大量日常檢測,往往較少采用金相顯微鏡測試法。而作為精確測試方法的金相顯微鏡測試法則是許多大公司所認可的方法,比如通用汽車、大眾汽車等公司的測試標準中都有金相顯微鏡測試厚度要求。 因此為了使工廠的日常檢測處于受控狀態(tài),我們就有必要研究金相顯微鏡測試法、 磁性測厚儀測試法、涂覆量測試法(稱重法)三者之間的比較對應(yīng)關(guān)系。
1 背景介紹
典型的含鋅涂鍍層有熱浸鍍鋅、達克羅涂層、無鉻鋅鋁涂層(如:GEOMET ?、Magni?、Zintek?)等。測試涂鍍層厚度是涂鍍層質(zhì)量檢測的主要工作之一。目前,日常主要采用的檢驗涂鍍層厚度方法是磁性測試法和涂覆量測試法(稱重法),新產(chǎn)品開發(fā)和產(chǎn)品驗證時也采用金相顯微鏡測試法。 檢測涂鍍層厚度的主要設(shè)備是:
(1)磁性涂層測厚儀:FISCHER 德國產(chǎn),型號DELTASCOPE FPM30,精確度是±0.1μm。
(2)金相顯微鏡:上海昊微光電科技有限公司,型號HW-200BD,可放大(50~500)倍。
(3)涂覆量測試:主要儀器分析天平,上海光正,型號JA5003,精度1mg。
2 測試方案
2.1 金相顯微鏡測試法、磁性測厚儀測試法、稱重法的比較測試(熱浸鍍鋅層)
選取5 個經(jīng)過常規(guī)熱浸鍍鋅處理的M16 標準六角螺母。在每個螺母的同一側(cè)壁用記號筆做三個標記點(要求三個點在同一直線上),然后用校準后的磁性測厚儀分別測試每個點的厚度并記錄。 將這5 個螺母沿著標記所在的線切割,制成金相試塊,經(jīng)過打磨、拋光、浸蝕,再用500 倍金相顯微鏡觀察測量,記錄測量值。 再將螺母切割后剩下的部分稱重,精確到0.001g,使用鹽酸退鍍?nèi)芤喝コ\層,干燥后再次稱重,并且測量該切割后螺母部分鍍層覆蓋區(qū)域的表面積, 計算單位表面積上的鍍層質(zhì)量, 然后計算鍍層的近似平均厚度 (熱浸鋅層密度近似7.2g/cm3),具體方法參考GB/T 13825—2008。 最后將三種方法的測量值進行比較。
2.2 金相顯微鏡測試法、磁性測厚儀測試法、涂覆量測試法(稱重法)的比較測試(GEOMET 涂層)
選取5 塊50mm×50mm 的2.5mm 厚鐵板, 經(jīng)過除油和拋丸處理后,在分析天平上分別稱重并記錄。然后經(jīng)過兩次GEOMET 涂覆烘烤處理,等冷卻后分別在分析天平上重新稱重, 兩次質(zhì)量的差除以鐵板的表面積即為鐵板的平均涂覆量。 然后在每一塊鐵板上取三個測試點做標記(在同一直線),用校準后的磁性測厚儀分別測量記錄。在沿著標記切割、打磨、拋光、浸蝕,用500 倍金相顯微鏡觀察測量。 最后將三者的測量值進行比較。
3 比較測試結(jié)果與分析
3.1 金相顯微鏡法、磁性測厚法、稱重法比較結(jié)果分析(熱浸鋅層)
從測試的結(jié)果見(表1)可以看出磁性測厚儀測試法、金相顯微鏡測試法、稱重法測試的厚度趨勢是基本吻合的,但具體的測試值是存在偏差的。 其中金相法與磁性法最大的偏差是3.58μm,最小偏差是0.25μm,平均偏差是1.71μm;金相法與稱重法最大的偏差是6.06μm, 最小偏差是0.10μm,平均2.18μm。磁性法相對于金相法的平均偏差率是3.36%,稱重法相對金相法的平均偏差率是4.13%,均小于5%。
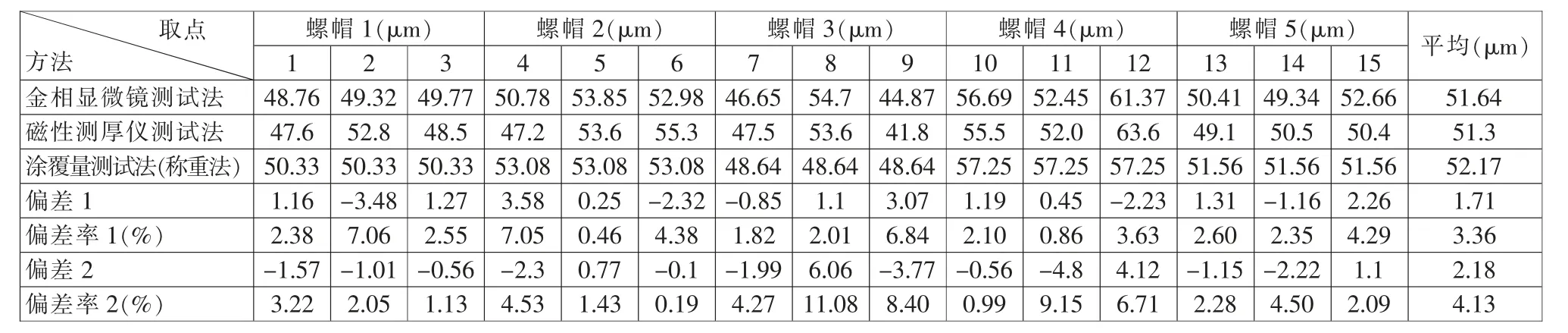
表1 三種測試方法的測試結(jié)果及對比偏差
由于螺母的表面不是很平整, 所以有可能存在較大的偏差,而從測試的結(jié)果來看,對于熱浸鍍鋅45μm 以上的厚度來說,磁性法與金相法1.71μm 的平均厚度偏差只相當于3.8%的誤差,小于5%的平均誤差,對于熱鍍鋅層厚度的日常檢測來說,采用磁性法是可接受的。
而對于平均涂層厚度大約 (6~20) μm 的達克羅和GEOMET 產(chǎn)品來說,為避免出現(xiàn)較大的測量誤差,采用表面較平整的鋼板制作樣件進行測試。
三種方法所測厚度比較折線圖、偏差折線圖、偏差率折線圖(%)分別見圖1~圖3。
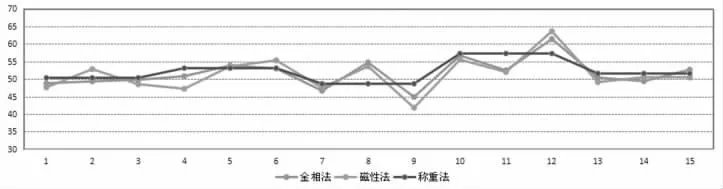
圖1 三種方法所測厚度比較折線圖
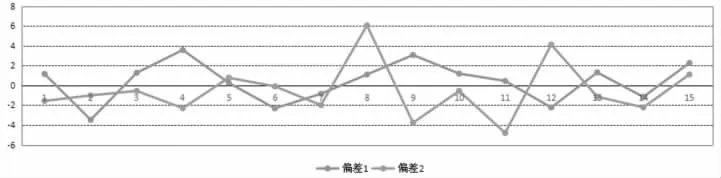
圖2 偏差折線圖
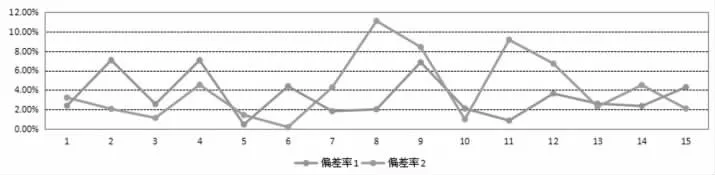
圖3 偏差率折線圖(%)
3.2 金相顯微鏡法、磁性測厚法、涂覆量測試法(稱重法)比較測試結(jié)果分析(GEOMET 涂層)
GEOMET 涂層的干膜密度通常介于 (3.0~3.5)g/cm3之間[即介于(3×106~3.5×106)mg/dm3],由此可近似計算零件平均涂層厚度=零件涂覆量/干膜密度。 而本次測試過程中根據(jù)涂料的信息和取值的方便,取GEOMET 涂層的干膜密度為3.5g/cm3。
從測試的結(jié)果(表2)可以看出三種方法的測試結(jié)果趨勢在折線圖上表現(xiàn)也是基本吻合的。 其中由于涂覆量法測厚度是通過計算得出, 且所取值的干膜密度近似為3.5g/cm3, 其所取得的干膜密度比實際的干膜密度略高,因此計算的樣品平均涂層厚度略低于實際厚度, 所以測試的結(jié)果顯示采用涂覆量計算法測得的平均厚度略低于其他兩種方法。
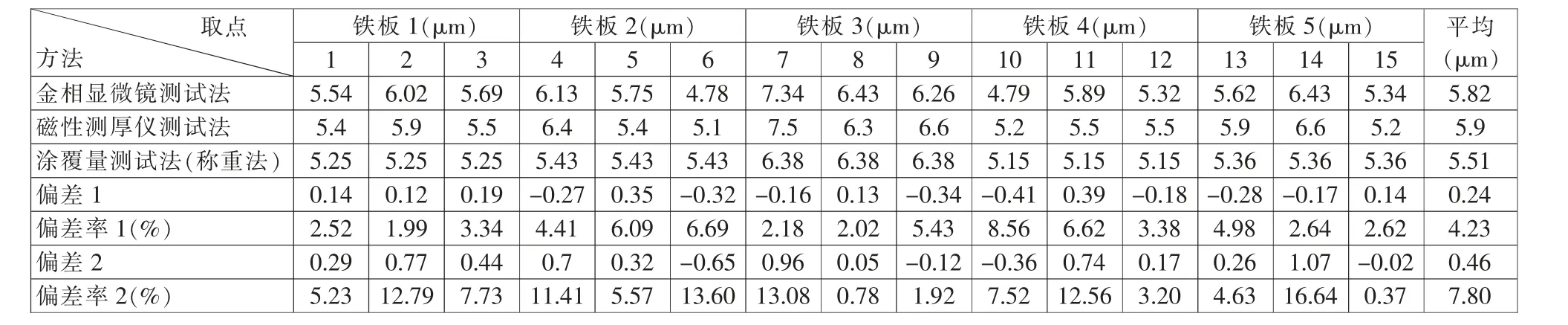
表2 三種測試方法的測試結(jié)果及對比偏差
測量偏差分析:在本組測試中,金相顯微鏡測厚度法與磁性測厚儀測試法測得的結(jié)果比較, 最大偏差是0.41μm,最小偏差是0.12μm,平均偏差是0.24μm,平均偏差率為4.23%; 金相顯微鏡測厚度法和涂覆量計算法測得的結(jié)果比較,最大偏差是1.07μm,最小偏差是0.02μm,平均偏差是0.46μm,平均偏差率為7.80%,并且其平均偏差屬于正偏差, 即涂覆量計算法測得的厚度平均值略小于金相顯微鏡法測得的結(jié)果。
三種方法所測厚度比較折線圖、偏差折線圖、偏差率折線圖(%)分別見圖4~圖6。
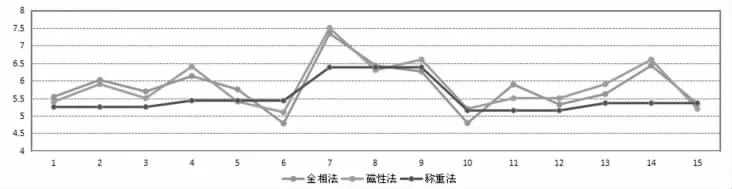
圖4 三種方法所測厚度比較折線圖
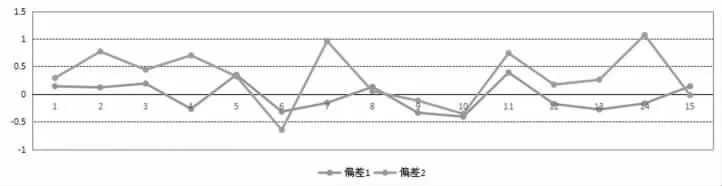
圖5 偏差折線圖
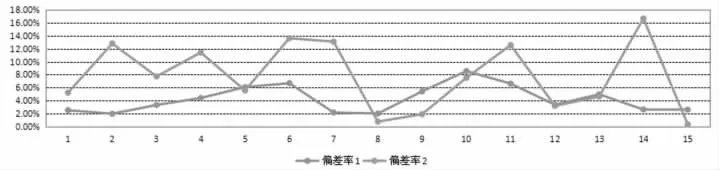
圖6 偏差率折線圖(%)
4 結(jié)論
從測試的結(jié)果和分析看,三種測厚度方法測得的結(jié)果是較一致的,在實際檢驗過程中均可采用,或者結(jié)合使用。
作為測局部涂鍍層厚度最直觀以及準確度較高的金相顯微鏡測厚度法, 可應(yīng)用在新產(chǎn)品開發(fā)和產(chǎn)品驗證時的厚度測量,或者根據(jù)顧客、產(chǎn)品要求,定期檢測驗證。并且根據(jù)GB/T 5267.2 中7.3 規(guī)定非電解鋅片涂層(鋅鋁涂層)厚度有爭議時,應(yīng)使用GB/T 6462 規(guī)定的金相顯微鏡法測試涂層厚度。
由于熱浸鍍鋅鍍層厚度較大, 使用磁性測厚儀檢測相對于金相顯微鏡法的偏差率小于5%,且檢測方便,適合大量、快速檢測,完全可以滿足日常檢驗的需要。 稱重法可作為熱鍍鋅層厚度爭議時的仲裁法使用, 根據(jù)GB/T 5267.3—2008 中8.3 規(guī)定當熱鍍鋅層厚度出現(xiàn)爭議時,應(yīng)采用GB/T 13825 規(guī)定的稱重法。
達克羅和GEOMET 這類鋅鋁涂層由于厚度較小,單單使用磁性測厚儀檢測相對誤差較高, 而由于金相顯微鏡法檢測的局限性(破壞性,操作繁瑣),不利于日常大量、快速檢測,因此在日常檢測中我們可采用磁性測厚儀法和涂覆量計算法相結(jié)合,互相佐證。 在日常檢測中,我們可以規(guī)定一個較高的涂覆量值標準, 并結(jié)合磁性測厚儀檢測,來滿足涂層厚度的要求。
