小規格C/SiC 復合材料緊固件加工及力學性能研究
2022-01-04 09:34:56柳思成李文生侯安印陳思安許彥偉程全士潘勇
機電產品開發與創新 2021年6期
關鍵詞:結構
柳思成, 李文生, 侯安印, 陳思安, 許彥偉, 程全士, 潘勇
(1.航天精工股份有限公司, 天津 300300; 2.天津市緊固連接技術企業重點實驗室, 天津 300300;3.國防科技大學陶瓷纖維及其復合材料國防科技重點實驗室, 湖南長沙 410073;4.北京臨近空間飛行器系統工程研究所, 北京 100076)
0 引言
超高速飛行器對耐熱結構的工作溫度和壽命提出了更高要求,并帶動耐高溫陶瓷基材料的發展。陶瓷基復合材料緊固件的使用, 解決了金屬緊固件高溫強度衰減較大、金屬-陶瓷熱膨脹系數不匹配、單相陶瓷脆性大承載能力差等連接問題, 是熱端連接或陶瓷結構連接的應用趨勢之一[1-5]。
C/SiC、C/C、SiC/SiC 是三類主要的陶瓷基復合材料,但C/C、SiC/SiC 材料分別存在抗氧化性能差和制造成本高等問題, 影響其在緊固件領域的應用;C/SiC 能在不超過1800℃的使用溫度下保持較高強度,遠高于高溫合金及難熔合金的使用溫度, 且該材料相較于鈦合金和高溫合金等金屬材料,具更低的密度、更小的熱膨脹系數、更好的熱穩定性及耐腐蝕性能等, 是制造超高溫緊固件的優異選材[6-8]。
近年來,圍繞耐高溫連接需求,國防科技大學、西北工業大學等科研院所開展了C/SiC 材料及緊固件的研發和制備工作, 研究了不同成型工藝下材料的組織及力學性能情況[4,6-10]。 但對于夾層較薄的連接結構,如TPS 防熱面板等,需要用到小規格(M3~M6)的C/SiC 緊固件;經文獻檢索,目前,還未見到針對小規格C/SiC 緊固件加工和性能方面系統研究的文獻及報道。
本文針對小規格C/SiC 緊固件的研究不足和應用需求,開展了M3~M6 規格螺釘和螺母的加工及力學性能研究,通過對防隔熱一體化結構的仿真模擬,明確了對連接用C/SiC 復合材料緊固件的強度及選型要求。
1 試驗樣件及試驗方法
C/SiC 復合材料緊固件的制備流程:PIP 工藝獲得未完全致密的C/SiC 毛坯板,對毛坯板進行平磨、切割、鉆孔等機械加工,獲得緊固件的初步外形,采用搓絲、車削及磨削三種方式進行外螺紋加工, 采用絲錐進行內螺紋加工,從而獲得半成品C/SiC 螺釘及螺母,后續致密化獲得螺釘及螺母成品。
預制體結構為三維針刺氈(3DN), 纖維體積分數約40%,預制體類型及加工C/SiC 材料的性能見表1。 試驗用C/SiC 緊固件的產品結構尺寸見圖1, 其中螺釘為90°沉頭,螺釘的扳擰結構預留在頭部端面處,為方型,擰緊后切除,因此未在圖中標出;螺母為現有型號常用的方型結構。
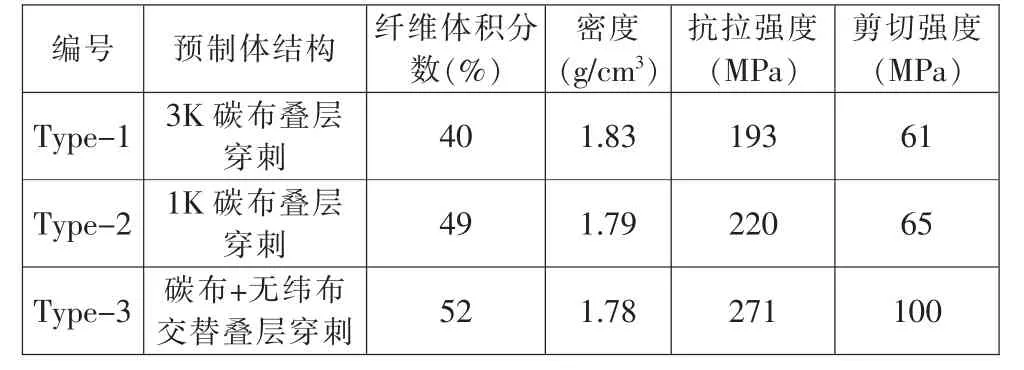
表1 試驗用C/SiC 預制體類型及加工材料性能參數
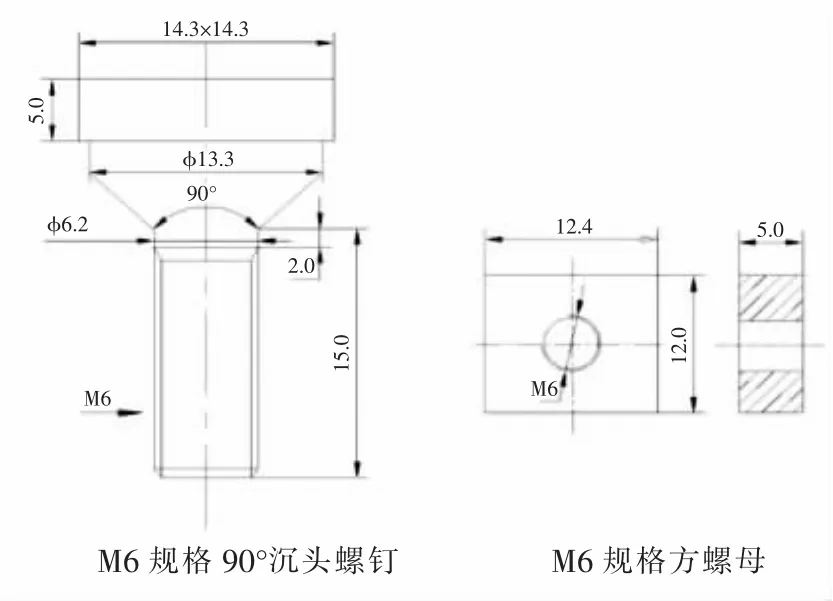
圖1 C/SiC 緊固件結構尺寸
根據與用戶的溝通,測試溫度選擇了室溫(室溫指25℃,下同)、1100℃和1200℃三個溫度段,部分測試使用C/SiC螺釘、螺母連接副;測試內容包括連接副的抗拉強度,螺釘剪切強度(使用螺釘的剪切試驗件)和螺母的拉脫力。測試在航天精工股份有限公司天津分公司檢測中心進行,其中常溫性能測試使用美特斯CMT5305-30T 拉力試驗機,加載速率2mm/min,高溫性能測試使用WDW-100微機控制電子萬能試驗機,拉伸加載速率20kN/min,剪切加載速率40kN/min,平均升溫速率5℃/min,保溫30min。
試驗項目及試驗標準見表2。
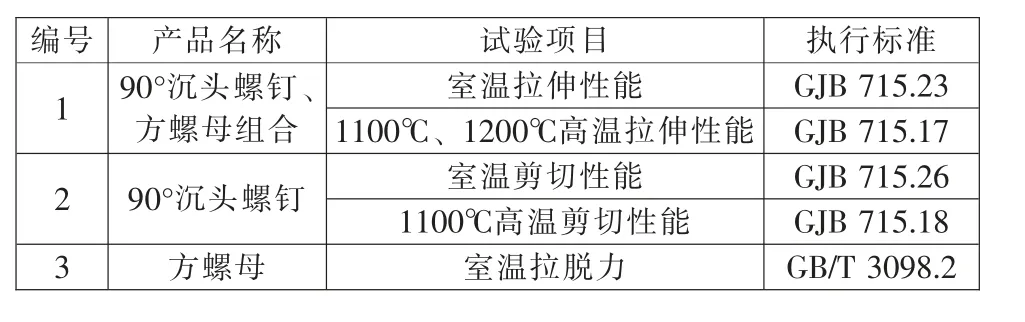
表2 C/SiC 緊固件性能測試項目及標準
2 試驗結果與分析
2.1 小規格C/SiC 緊固件螺紋加工方式比較
本文比較了搓絲、車削及磨削三種加工方式對C/SiC螺釘螺紋加工質量的影響,見圖2。 可以看出:搓絲加工的螺紋掉齒現象明顯,螺紋完整性差;車削加工的螺紋有明顯崩牙現象,螺紋質量一般;磨削加工的螺紋形貌及完整性明顯改善,螺紋精度為6h,是一種優選的C/SiC 材料外螺紋加工方式。 磨削加工螺牙縱剖面見圖3。
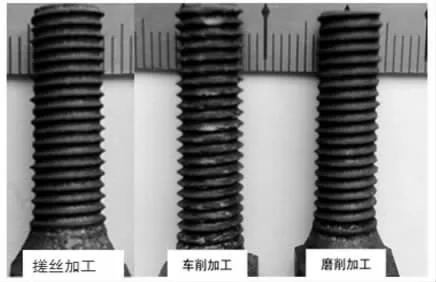
圖2 不同螺紋加工方式的C/SiC 螺釘
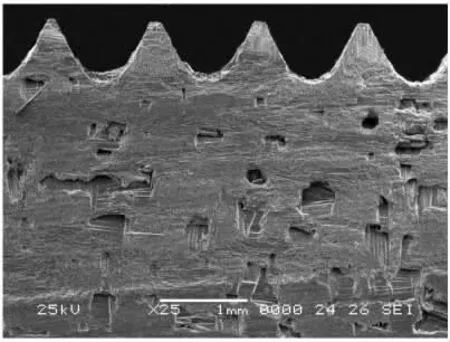
圖3 磨削加工螺紋縱剖面SEM
表3 給出了三種加工方式制備的C/SiC 螺釘的抗拉強度,與之匹配的C/SiC 螺母高度為10mm。 可以看出,磨削螺紋加工的螺釘的抗拉強度為180MPa, 分別高出前兩種加工方式約125%和30%, 其破壞方式也由桿部螺紋脫扣轉為螺釘拉斷,見圖4,原因在于采用搓絲及車削加工的螺紋缺陷較多,因此螺牙強度低,進而導致螺紋優先破壞。

圖4 C/SiC 螺釘的兩種破壞方式
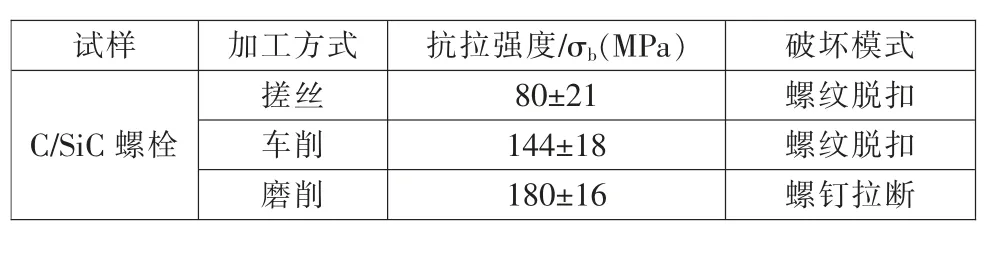
表3 不同加工方式的C/SiC 螺釘的抗拉強度
針對C/SiC 內螺紋加工, 本文比較了采用普通金屬絲錐和硬質合金絲錐的攻絲質量差異,表明:采用普通金屬絲錐加工螺母時, 絲錐磨損嚴重, 且加工的螺紋大徑偏小;采用高硬度的硬質合金絲錐加工時,能夠獲得較好的螺紋牙形貌,螺紋精度達到6H,滿足裝配要求。
因此, 采用磨削和硬質合金絲錐攻絲分別是小規格C/SiC 緊固件外螺紋和內螺紋的較優加工方式。
2.2 小規格C/SiC 緊固件的預制體選型及室溫性能
由于C/SiC 材料硬度高、脆性較大,螺紋加工時易出現崩牙等問題。 而小規格緊固件的力學性能對螺紋缺陷等問題更為敏感,因此小規格C/SiC 螺釘、螺母對螺紋牙加工精度和螺紋完整性要求極高。經研究和優化,小規格螺釘、螺母的制造工藝包括:外螺紋采用磨削加工,內螺紋采用硬質合金絲錐攻絲,纖維預制體結構可選擇Type-1、Type-2 和Type-3 三種編織類型。
研究了不同纖維預制體結構、規格(M3、M4、M5)的C/SiC 螺釘及螺母的室溫力學性能。 圖5 分別給出了M3、M4、M5 三種規格螺釘的螺紋承載能力隨螺母高度的變化曲線,每種規格螺釘均分別由Type-1、Type-2 和Type-3 三種類型的預制體的C/SiC 加工, 連接螺母統一由Type-1 預制體的C/SiC 加工。 對于Type-1 預制體的螺釘,M3、M4、M5 的抗拉強度為(150~170)MPa;對于Type-2 預制體的螺釘,M3、M4、M5 的抗拉強度為 (190~200)MPa;對于Type-3 預制體的螺釘,M3、M4、M5 的抗拉強度為(240~250)MPa。 此外,本文也比較了不同預制體類型對小規格螺釘剪切性能的影響 (使用不帶螺紋的剪切試驗件進行測試), 對于Type-1 預制體的螺釘,M3、M4、M5的剪切強度為(61~70)MPa;對于Type-2 預制體的螺釘,M3、M4、M5 的剪切強度為(74~82)MPa;對于Type-3 預制體的螺釘,M3、M4、M5 的剪切強度為(96~103)MPa。 表明使用Type-3 預制體加工的螺釘的拉伸和剪切性能較好。
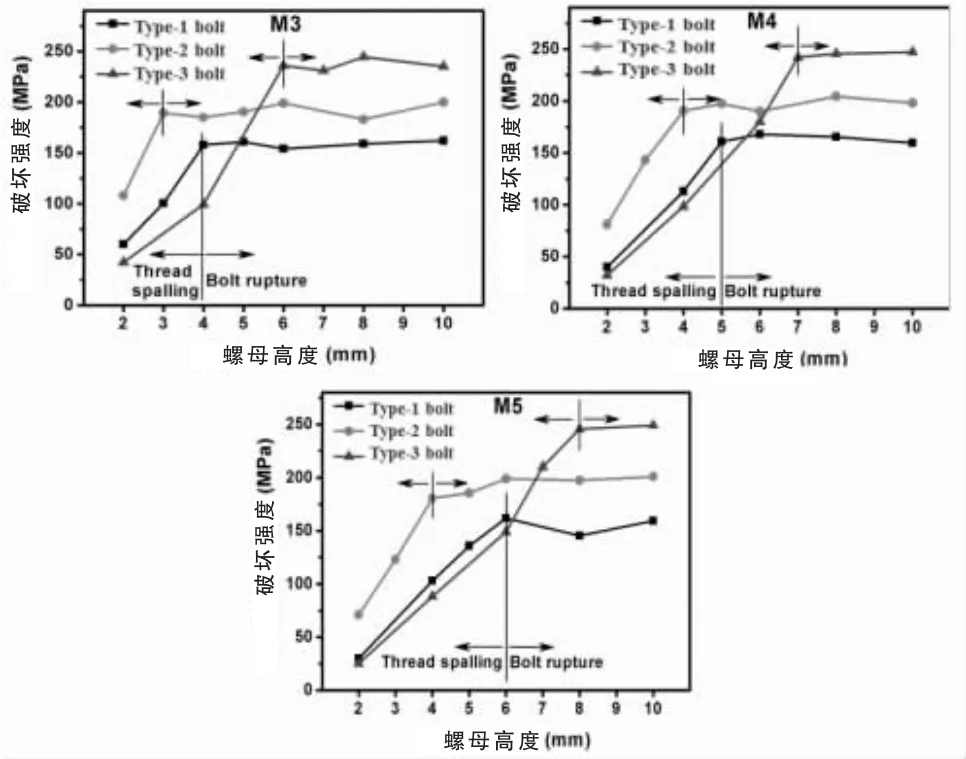
圖5 C/SiC 復合材料螺釘的力學性能
圖6 分別給出了M3、M4、M5 三種規格螺母的螺紋承載能力隨螺母高度的變化曲線, 其中每種規格螺母均分別由Type-1、Type-2 和Type-3 三種類型的預制體的C/SiC 加工,為保證試驗以螺母拉脫為失效方式,試驗螺釘統一為標準金屬螺釘。 可以看出, 無論選用何種預制體,螺母螺紋的承載能力均隨螺母高度的增加而增大,在(2~10)mm 范圍內,其增長趨勢近似線性。經比較,Type-1型預制體制備的C/SiC 螺母承載能力最高, 而Type-2 和Type-3 則分別下降了(20%~30%)。 因此,實際工程應用中,若需要較高的內螺紋承載能力,則應優先選擇Type-1預制體結構的C/SiC 制造螺母。
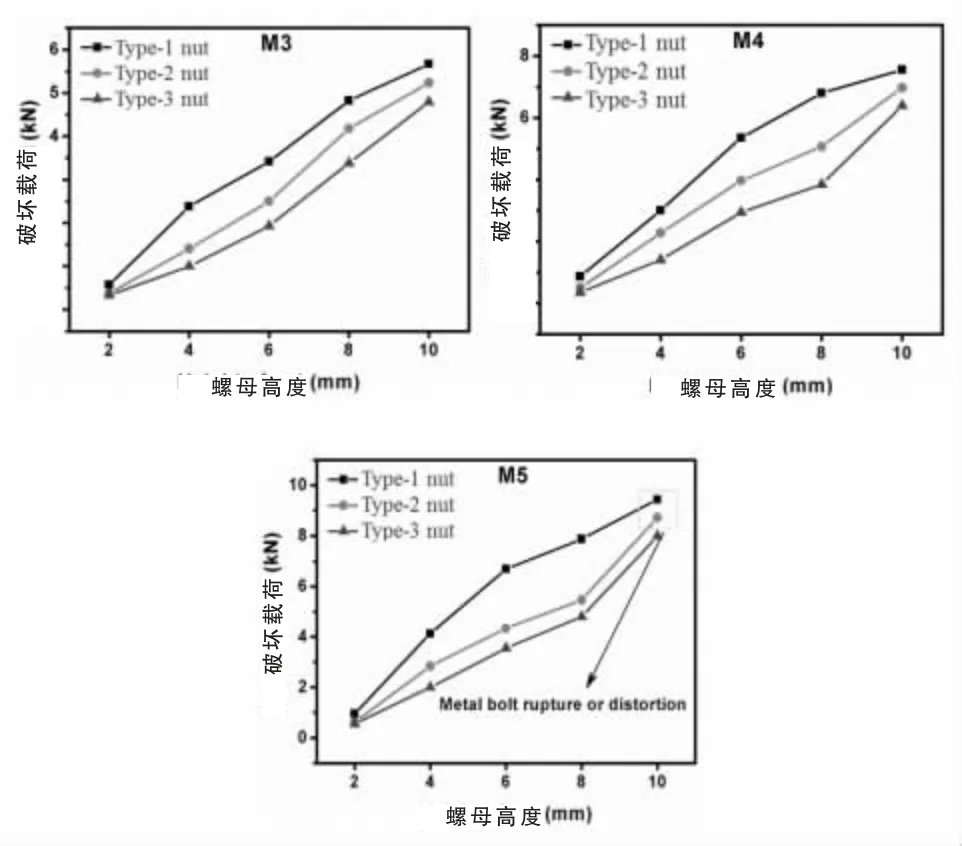
圖6 C/SiC 螺母的力學性能
2.3 小規格C/SiC 螺釘的高溫抗拉性能
采用Type-3 預制體結構的C/SiC 材料加工M6 規格沉頭螺釘,研究了其高溫抗拉性能,并與室溫性能比較,如表4。 測試數據表明:M6 規格C/SiC 螺釘在1100℃和1200℃的平均抗拉強度分別達到230MPa 和223MPa,具有優異的高溫抗拉性能,且性能隨溫度升高的衰減較小。
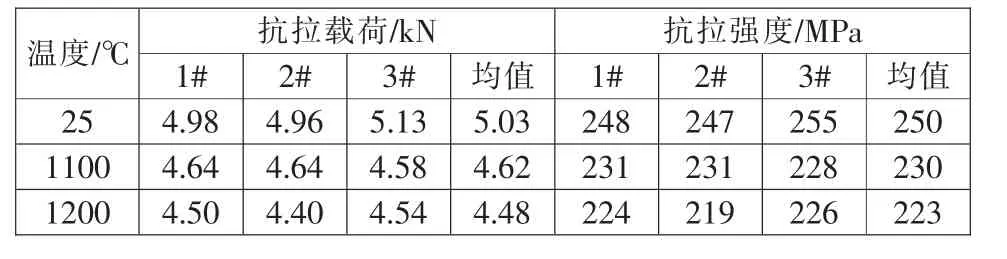
表4 C/SiC 螺釘抗拉性能(M6)
2.4 典型防隔熱一體化結構C/SiC 螺釘的選型
使用ANSYS 對圖7 所示的典型防隔熱一體化結構進行熱應力的模擬計算,工況條件為面板溫度1200℃,均布載荷0.2MPa。

圖7 典型機械連接式熱防護結構示意圖
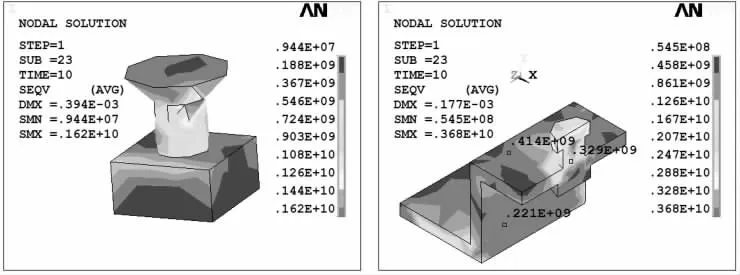
圖8 C/SiC 螺釘的等效應力云圖
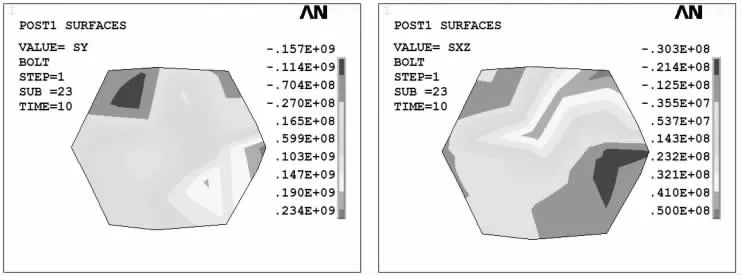
圖9 C/SiC 螺釘截面應力圖
3 結論
本文研究了小規格C/SiC 緊固件的螺紋加工方式、預制體選型、緊固件室溫及高溫力學性能、典型結構連接用C/SiC 螺釘的選型等問題,得出以下結論:
磨削和硬質合金絲錐攻絲分別是C/SiC 外螺紋和內螺紋的優選加工方式。
螺釘、螺母分別建議選擇以Type-3、Type-1 結構為預制體的C/SiC 進行加工。
以Type-3 結構為預制體的C/SiC 加工的M6沉頭螺釘, 在室溫、1100℃和1200℃條件下的抗拉強度分別為250MPa、230MPa 和223MPa, 螺釘的抗拉強度隨溫度升高的衰減較小。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
