7B52-T6防彈鋁合金中厚板MIG焊工藝研究
2021-12-28 07:58:16王光臨岳春光王更馮
電焊機 2021年11期
王光臨 岳春光 王更馮


摘要:采用MIG焊,以ER5356焊絲為填充材料對18 mm厚防彈鋁合金板材7B52-T6進行焊接工藝試驗,分析對接接頭焊縫顯微組織和力學性能,為防彈鋁合金中厚板的焊接提供試驗依據和理論支撐。結果表明,選定的焊接材料和制定的焊接工藝合理可行,無損探傷、宏觀金相試驗未發現焊接缺陷,能夠滿足Ⅰ級焊縫質量要求,焊接接頭的抗拉強度平均值達到287.3 MPa,焊接系數約為0.52;該項焊接工藝評定各項性能均達到相關要求,評定合理,可用于指導7B52-T6鋁合金結構件的焊接。
關鍵詞:7B52-T6鋁合金;MIG焊;對接接頭;焊接工藝
中圖分類號:TG457.14? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)11-0089-05
DOI:10.7512/j.issn.1001-2303.2021.11.16
0? ? 前言
7B52-T6是在裝甲鋁合金7A52基礎上研發的一種新型輕量化防護材料,其厚度大于等于18 mm,可具備“ 53式7.62 mm普通彈、100 m未穿透 ”的抗彈能力,是現有裝甲鋁合金抗彈性能最高的防護材料,被稱為“ 防彈鋁合金 ”;同時也是某裝甲車所選用的防護材料,具有廣闊的應用前景和良好的軍事、經濟效益[1]。
7B52-T6為疊層鋁合金材料,由7A52、7A62和7A01三種鋁合金疊加復合而成,具有高強、高韌、抗高應變速率沖擊等特點;其相對密度只有鋼鐵的1/3,用抗高速變形、高強鋁合金復合材料代替防護鋼鐵材料,符合輕量化發展需求,其結構可相應減輕30%~40%的質量,以達到整車輕量化的目的[2]。但鋁合金材料具有導熱系數、熱容量、熱膨脹系數較大的特點,且易氧化,焊縫易產生氣孔,解決和提高鋁合金焊接質量的重要性也就日益凸顯。攪拌摩擦焊雖可使16 mm厚7B52-T6對接接頭強度達到母材強度的68.6%[3],但因其焊接設備成本高、焊接接頭可達性比手工MIG焊差,因此MIG焊仍是該鋁合金車輛制造過程中不可或缺的焊接方法。
7B52-T6鋁合金的熱裂紋傾向大、焊接性相對較差[4],與之相關的焊接研究較少,為滿足研發制造防彈裝甲車的需要,需對7B52-T6鋁合金進行MIG焊工藝試驗研究。文中以18 mm厚7B52-T6鋁合金板材為基材,采用MIG焊方法,對焊接接頭的力學性能和顯微組織進行研究,為防彈鋁合金中厚板焊接提供試驗依據和理論支撐。
1 試驗材料及方法
1.1 防彈鋁合金7B52-T6的結構性
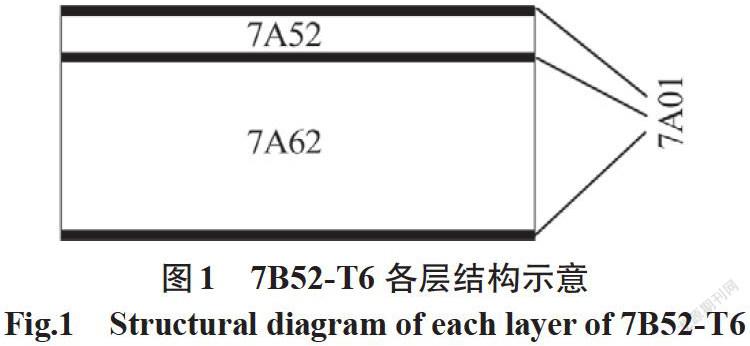
防彈鋁合金7B52-T6產品結構為7A01/7A52/7A01/7A62/7A01,7B52-T6各層結構示意如圖1所示。
其中,7A01作為包鋁材料的包覆層和疊層板的粘接劑,7B52鋁合金疊層板層間界面結合強度≥80 MPa。7A62板材維氏硬度為173 HV,7A52板材維氏硬度為120 HV。7B52鋁合金疊層板各層化學成分如表1所示,7B52-T6疊層鋁板所用材料的室溫力學性能如表2所示,7B52-T6疊層鋁板室溫力學性能由7A62合金來表征[5-6]。
1.2 試驗材料
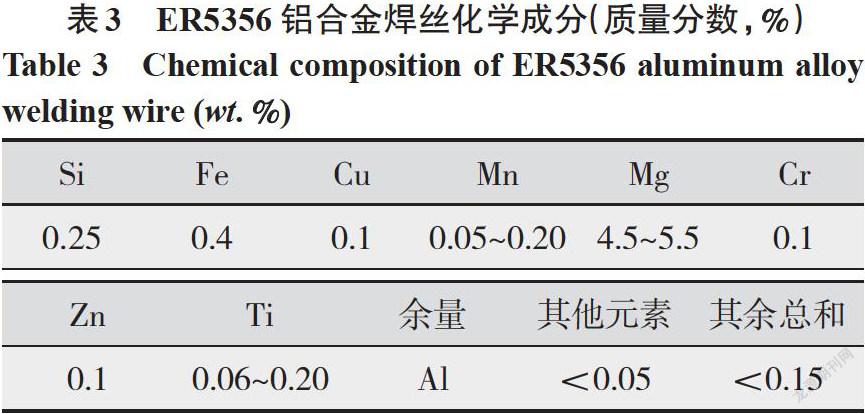
試驗母材為7B52鋁合金板材,T6態,板材尺寸350 mm×200 mm×18 mm;基于焊縫熔覆金屬的等成分原則,同時為降低接頭的熱裂紋傾向和提高其抗應力腐蝕能力,焊接材料選用ER5356焊絲,直徑φ1.2 mm,其化學成分見表3。該焊絲屈服強度為150 MPa,抗拉強度下限為240 MPa,延伸率A為17%。保護氣選用高純氬氣,純度≥99.999%,符合GB4842-1995的要求[7]。
1.3 試驗方法
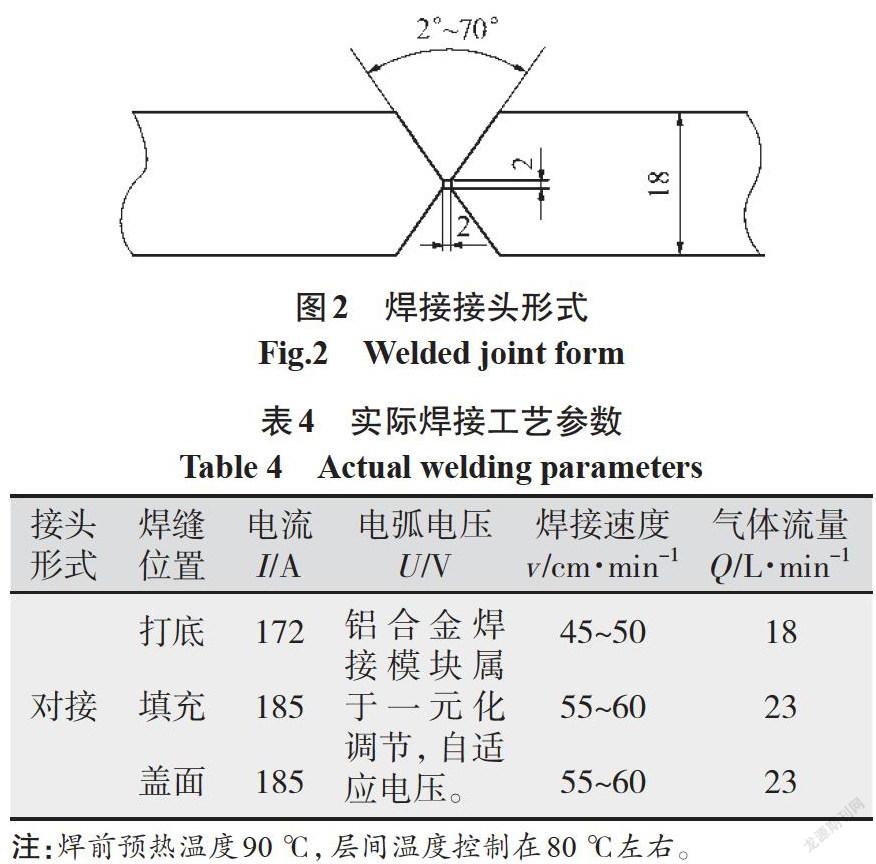
試驗采用TPS5000福尼斯焊機,該焊機具有鋁合金焊接模塊,焊接時換裝鋁合金焊接專用送絲機構。根據GB/T22086-2008《鋁及鋁合金弧焊推薦工藝》和GJB294A-2005《鋁及鋁合金熔焊》要求,焊接接頭為X型坡口對接接頭,如圖2所示,焊接工藝參數如表4所示。
焊前對墊板和試板均用丙酮進行清洗,表面的氧化膜用鋼絲刷清除。焊接時接頭兩頭加引弧板,并預留15°~20°的反變形量,按表4的焊接工藝參數先進行打底焊,然后雙面多層多道交互焊接,焊絲干伸長度控制在12~15 cm,層間應清根徹底。
2 試驗結果及分析
2.1 焊縫的無損探傷
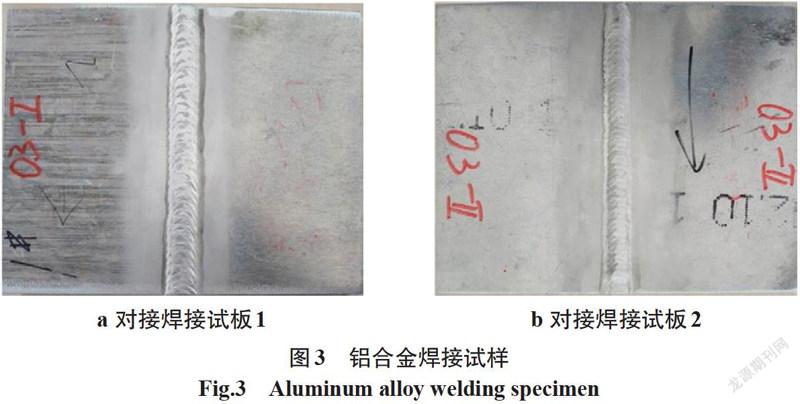
通過目視檢測,7B52鋁合金對接接頭焊縫表面成形良好,產生飛濺較小、熔合情況良好、無氣孔、裂紋等焊接缺陷,焊縫表面狀態如圖3所示。
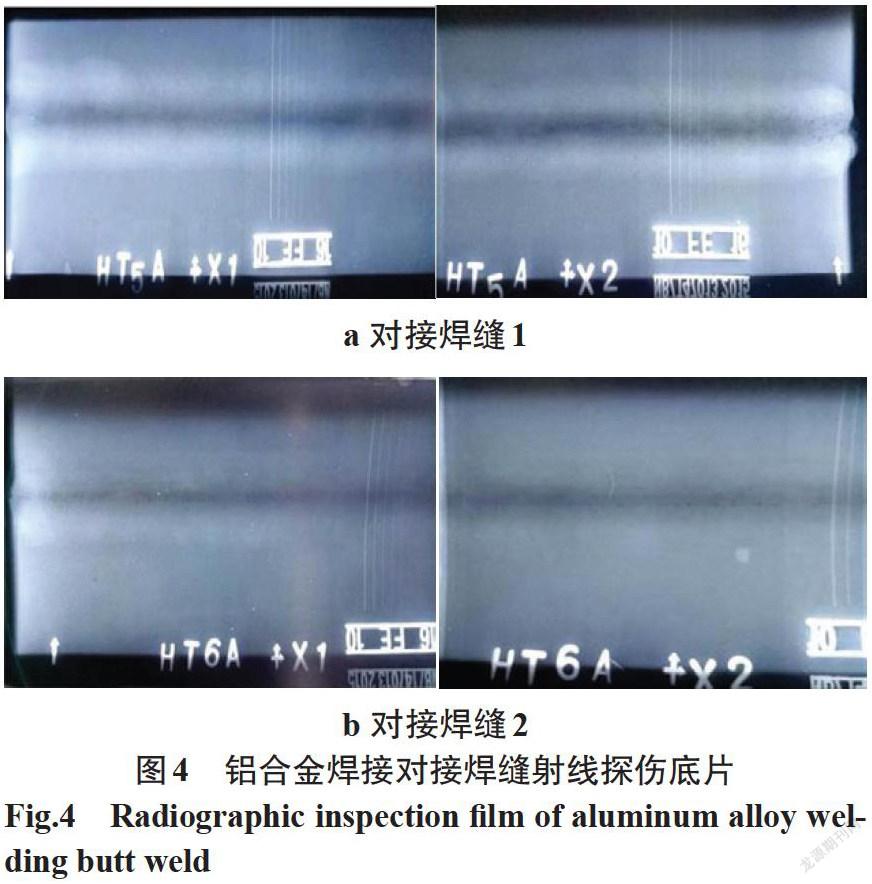
按照NB/T47013.2方法對MIG焊對接焊縫進行射線檢測,焊縫X射線探傷底片如圖4所示。結果表明對接接頭射線檢測無裂紋、未熔合、夾渣、氣孔等缺陷,焊縫射線探傷達到Ⅰ級標準。
2.2 對接接頭的拉伸性能
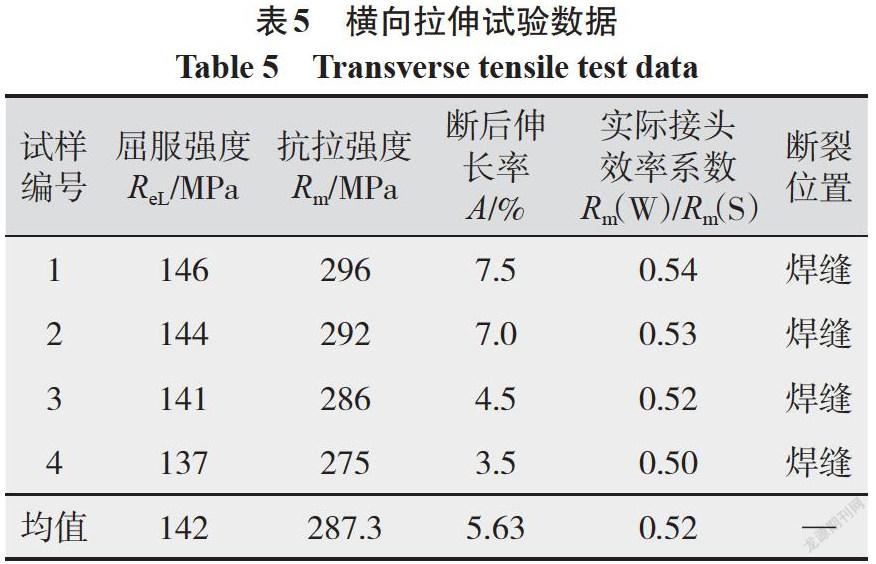
按國標GB2651-2008在試板上橫向制取拉伸試樣,拉伸試驗在拉伸試驗機上進行,試驗結果如表5所示。結合《7B52疊層裝甲鋁合金板材質量標準》,其抗拉強度下限為550 MPa,試驗結果表明,7B52-T6鋁合金焊接接頭的拉伸性能良好,其抗拉強度平均值達到287.3 MPa,焊接系數約為0.52。對接接頭斷裂位置為焊縫處,7B52鋁合金焊接接頭的拉伸性能實際為焊縫性能。因母材7B52熱處理狀態為T6態,通過固溶熱處理+時效強化,強度較高;而熔敷金屬ER5356為5系Al-Mg合金,強化元素含量少,抗拉強度下限為240 MPa,與母材為低強匹配關系,強度差異較大。
該接頭斷后延伸率較小,彎曲試樣全部斷裂,因此,彎曲試驗未計入在內;另母材為疊層復合板,均為7系高強鋁合金,標準中明確指出該材料不做彎曲試驗。在GB/T 19869.2-2012 鋁及鋁合金的焊接工藝評定試驗中,對鋁合金焊接接頭的沖擊試驗未做要求,因此未進行。
2.3 對接接頭的微觀組織分析
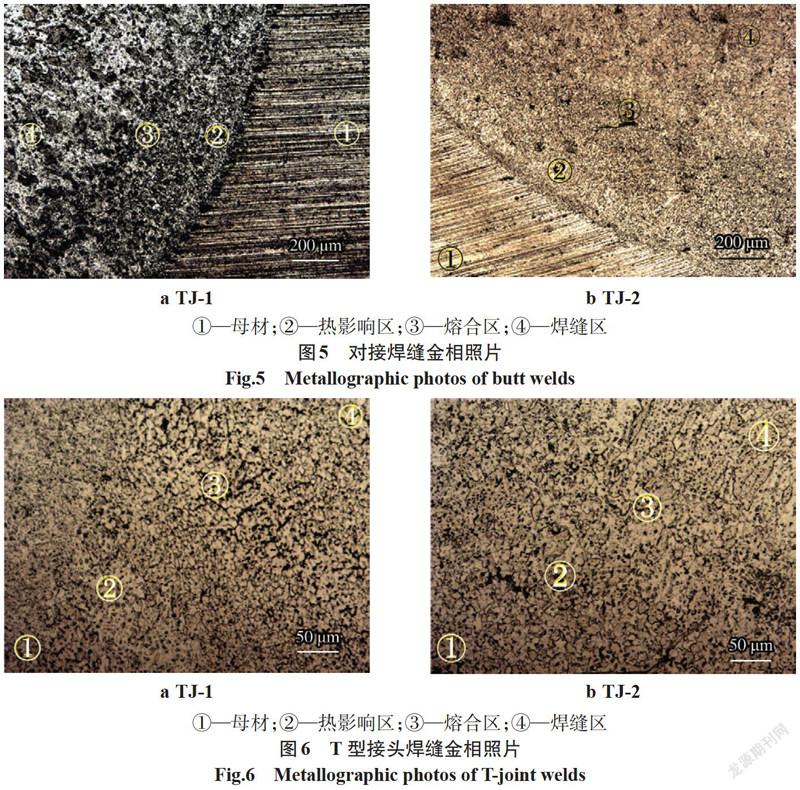
7B52鋁合金對接接頭放大50倍和200倍金相照片如圖5、圖6所示。由圖5、圖6可知,母材區域呈明顯的帶狀分布,為軋制的纖維狀組織,原因是母材在三種板材(7A52、7A62和7A01)軋制過程中化合物破碎、晶粒沿軋制方向排布;熱影響區組織晶粒相對母材明顯粗化,這是因為該處組織在焊接熱循環下發生了再結晶[8-9];熔合區組織形態不一致,靠近焊縫區一側晶粒相對粗大,靠近熱影響區一側均呈細小等軸晶,這是因為靠近焊縫區溫度較高,冷卻速度慢,晶粒生長時間長,晶粒長大明顯,靠近熱影響區則相反,晶粒尺寸較小;焊縫中心的顯微組織為粗大的等軸晶,該處組織與焊絲和母材熔覆率有關,焊接過程中焊縫中心高溫停留時間長,晶粒長大時間充分,該區域焊縫等軸晶尺寸大于熔合區細晶區晶粒尺寸。
2.4 對接接頭的顯微硬度
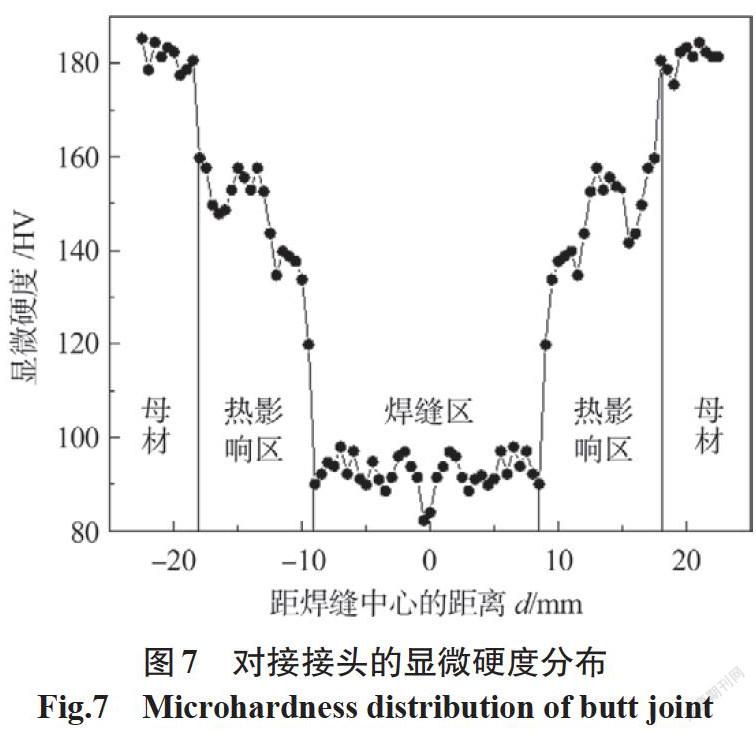
采用維氏硬度計按照 GB/T3246.1-2000要求對接頭試樣進行顯微硬度測量。7B52疊層鋁合金MIG焊對接接頭的顯微硬度分布如圖7所示。從圖7可以看出,對接接頭焊縫區域硬度值明顯低于熱影響區及母材,對接接頭從焊縫中心到兩側,硬度分布為焊縫<熱影響區&熔合區<母材。因硬度是材料塑性和彈性的綜合反映,對接接頭顯微硬度分布規律恰好對拉伸試件斷裂在焊縫區進行了驗證。7B52鋁合金為Al-Zn-Mg系合金,經固溶+時效強化處理后沉淀強化相多,且軋制組織致密度高,故母材硬度最高,平均值為187 HV;熱影響區顯微硬度分布不均勻,硬度先升后降,這是因為熱影響區發生再結晶和不完全再結晶,接頭冷卻速度快,強化相來不及析出,該區域平均硬度為151 HV;熔合區平均硬度為131 HV,從焊縫區到熔合區硬度急劇上升,該區域等軸細晶區硬度高于粗晶區;焊縫區硬度最低為88 HV。這是因為熔敷金屬ER5356抗拉強度下限為240 MPa,與母材為低強匹配關系,強度差異較大,焊接過程溫度較高,元素燒損嚴重,同時焊縫區析出強化相少于母材,故其硬度和強度都較低,焊縫弱化明顯。
對接接頭金相組織結構和顯微硬度分布規律印證了焊縫區域各部分性能不一致性,尤其是對拉伸試件在焊縫區斷裂進行了驗證。7B52-T6鋁合金主要用于特種車輛的裝甲防護,不承受橫向載荷,該試驗結果可以滿足設計強度需求。
3 結論
(1)7B52-T6鋁合金對接接頭選用ER5356焊絲,采用福尼斯TPS5000焊機進行MIG焊后,抗拉強度平均值達到287.3 MPa,焊接系數約為0.52,能夠滿足Ⅰ級焊縫質量要求,獲得良好效果。
(2)焊接接頭母材為軋制狀纖維組織,熱影響區晶粒粗化,熔合區、熔化區和未熔化區組織形態不同;焊縫區顯微硬度最低,母材硬度最高,熱影響區硬度分布不均勻。
(3)試驗結果表明,所選用的焊接設備、焊接材料合理,工藝參數匹配適當,各項性能指標均達到相關要求,評定合理,可用于實際焊接生產。
參考文獻:
毛華,周古昕,王生,等.含Sc焊絲對7B52疊層鋁合金焊接接頭組織與性能的影響[J].兵器材料科學與工程,2018,41(2):73~77.
王炎金.鋁合金車體焊接工藝[M].北京:機械工業出版社,2011.
陳昱杉. 疊層復合裝甲鋁合金7B52攪拌摩擦焊焊接研究[D].江蘇:南京理工大學,2018.
宋友寶,李龍,呂金明,等. 7xxx系鋁合金焊接研究現狀與展望[J].中國有色金屬學報,2018(3):492-501.
戴勝龍等.先進航空鋁合金材料與應用[M].北京:國防工業出版社,2012.
鄭峰.鋁與鋁合金速查手冊[M].北京:化學工業出版社,2008.
張勝男,盧仲海,劉建國. LG5高純鋁管焊接[J]. 建材與裝飾,2019(25):221-222.
章友誼,劉華,朱小兵. 7A52鋁合金MIG焊焊接接頭顯微組織和性能研究[J]. 熱加工工藝,2013,42(19):172-174.
黃琰. 《鋁合金焊接接頭循環變形行為的實驗研究和數值模擬》[D]. 四川:西南交通大學, 2018.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
