05Cr17Ni4Cu4Nb與304L焊接的工藝方法與焊接材料的選用
2021-12-28 23:45:13王成偉
電焊機 2021年11期
王成偉
摘要:05Cr17Ni4Cu4Nb馬氏體沉淀硬化不銹鋼與304L奧氏體不銹鋼材料的焊接是屬于不銹鋼材料分屬不同金相組織的焊接工藝方法。針對馬氏體組織的焊接特殊性,制定其使用的焊接工藝及焊接材料,并充分考慮馬氏體組織的焊接裂紋傾向、焊接熱輸入量的控制、焊接接頭的力學性能等方面因素。
關鍵詞:馬氏體不銹鋼;焊接材料;焊接方法;焊接工藝參數
中圖分類號:TG457.1? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)11-0118-04
DOI:10.7512/j.issn.1001-2303.2021.11.22
0? ? 前言
隨著我國能源行業的不斷發展,核電在國家政策的推動和引導下成為戰略高科技產業。隨著核電行業的發展對核電機械產品的性能要求也越來越高,對材料的強度、硬度和抗腐蝕性提出了更高的要求,為了滿足性能要求,降低材料成本,文中采用05Cr17Ni4Cu4Nb與304L材料焊接替代常規采用的304材料,從而提高強度、硬度及抗腐蝕性。
05Cr17Ni4Cu4Nb是由銅、鈮構成的沉淀、硬化、馬氏體不銹鋼,在550 ℃時效處理,具有高強度、硬度和抗腐蝕等特性,并具有一定的焊接性。經過熱處理后機械性能更加完善,可以達到1 100~1 300 MPa (160~190 ksi)的耐壓強度。主要應用于海上平臺、直升機甲板、食品工業、紙漿及造紙業、航天(渦輪機葉片)機械部件、核廢物桶等。304L不銹鋼是一種超低碳、通用性的奧氏體不銹鋼,具備良好的焊接性,廣泛地用于制作要求良好綜合性能(耐腐蝕和成型性)的設備和機件。05Cr17Ni4Cu4Nb與304L的焊接屬于馬氏體與奧氏體兩種組織的材料焊接。為制定合理的焊接工藝,配套合理的焊接材料,對沉淀硬化馬氏體不銹鋼05Cr17Ni4Cu4Nb與超低碳不銹鋼304L的焊接進行系列焊接工藝試驗。
1 試驗材料
1.1 試驗材料
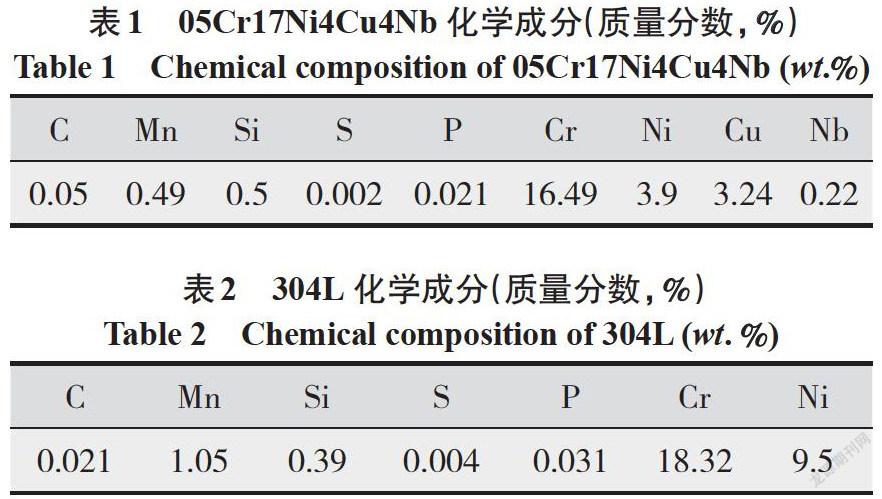
選用規格尺寸為500 mm×150 mm×20 mm的05Cr17Ni4Cu4Nb鋼板和304L鋼板各4塊,其化學成分分別如表1、表2所示。
1.2 焊接材料
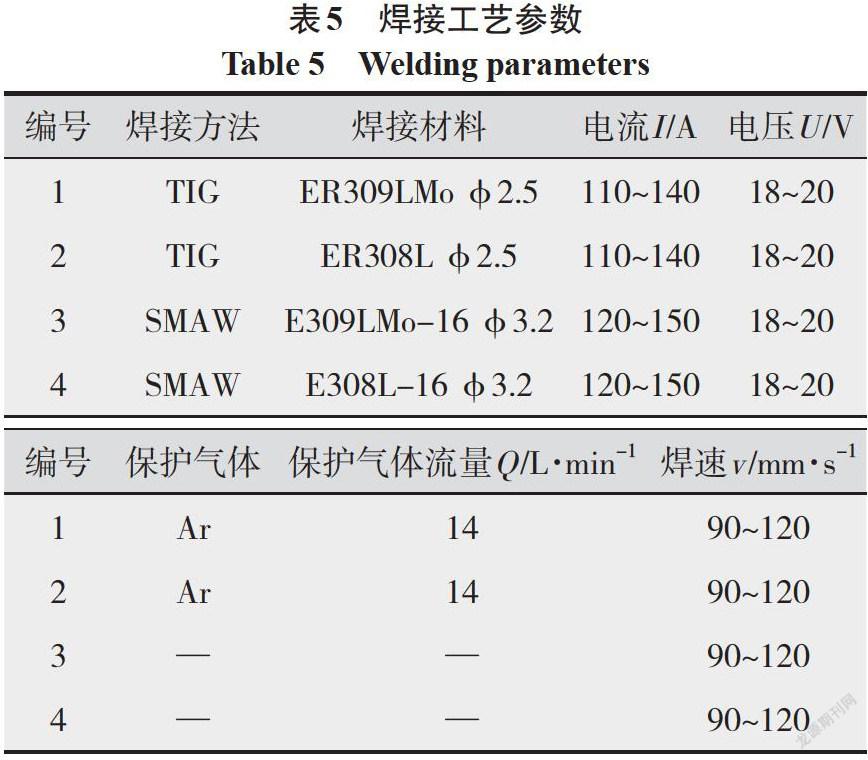
采用氬弧焊(TIG)和焊條電弧焊(SMAW)進行焊接工藝對比試驗。在充分考慮05Cr17Ni4Cu4Nb與304L分別為馬氏體鋼和奧氏體鋼,并考慮控制熔合區過渡層及擴散層、殘余應力及焊接接頭穩定性等因素,依據NB/T47014-2011《承壓設備焊接工藝評定》[1]和美國焊接協會AWSD1.6/D1.6M-2007《不銹鋼焊接規范》[2],TIG焊選擇ER309LMo(φ2.5)和ER308L(φ2.5)兩種焊絲作為焊接材料進行對比;SMAW焊選擇E309LMo-16(φ3.2)和E308L-16(φ3.2)兩種焊條作為焊接材料進行對比。E309LMo-16和ER308L-16化學成分分別如表3、表4所示。
1.3 焊接工藝參數
馬氏體鋼與奧氏體鋼焊接時要充分考慮兩邊母材的焊接特性,焊接工藝參數應選擇盡量小的熱輸入量,減少其殘余應力,并減小熔合區寬度,盡量避免晶粒粗大及裂紋傾向,提升熔敷金屬與奧氏體側HAZ抗晶間腐蝕和應力腐蝕的能力。焊接工藝參數如表5所示。
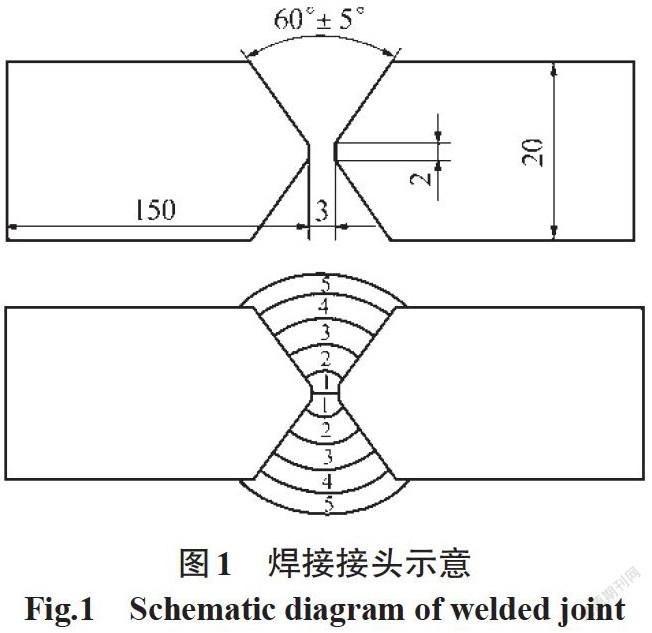
采用焊接接頭形式如圖1所示,便于后期測定焊接接頭的力學性能及射線探傷。
2 試件焊接
焊接前,將試樣坡口及邊緣30 mm范圍內進行PT檢測,確保無缺陷后,清理其表面及邊緣30 mm范圍內的油污、鐵銹、氧化物、滲透劑等雜質,至露出金屬光澤。將馬氏體不銹鋼05Cr17Ni4Cu4Nb預熱至100 ℃,按表5所示的焊接參數組對焊接,避免馬氏鋼側熔合區及HAZ區產生脆硬組織而導致冷裂紋發生。05Cr17Ni4Cu4Nb和304L焊接后進行600 ℃熱處理,保溫2 h,以減小焊接應力,改善接頭性能,提高焊縫沖擊韌性。
3 試件檢測
3.1 無損檢測
按NB/T47013-2015《承壓設備無損檢測》[3]進行PT和RT檢測,TIG焊試件質量等級高于SMAW焊試件,檢測結果如表6所示。
3.2 力學試驗
主要的力學試驗(拉伸試驗、沖擊試驗、硬度試驗)均在常溫下進行。由于馬氏體組織材料特性,彎曲試驗很難合格。根據ISO15614-1:2017《金屬材料焊接工藝規程和評定—焊接工藝試驗》[4]用一個縱向面彎和背彎代替4個橫向面彎與背彎或側彎。工藝試驗項目如表7所示。
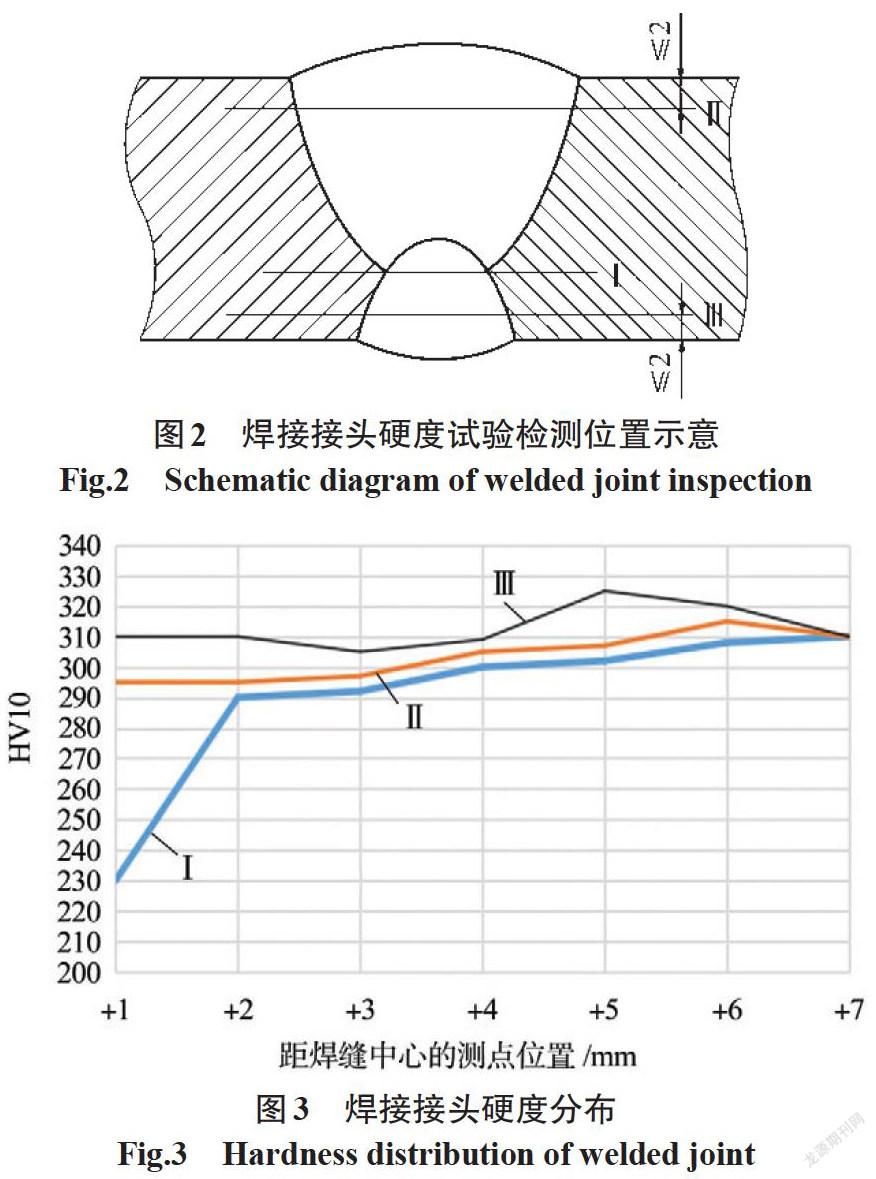
3.2.1 硬度檢測
根據EN ISO 9015-1:2011《金屬材料焊縫破壞性試驗—硬度試驗—第一部分:弧焊接頭的硬度試驗》[5]進行焊接接頭硬度檢測,檢測位置如圖2所示,接頭硬度如圖3所示。4件試件中,BM、HAZ及WM區域內未發現硬度值異常情況,HV10小于350,檢測結果合格。
3.2.2 彎曲試驗
根據EN ISO 5173:2011《金屬材料焊縫的有損檢驗—彎曲測試》[6],1~4號試件彎曲試驗試件完好且無可見缺陷,檢測結果符合要求。
3.2.3 沖擊試驗
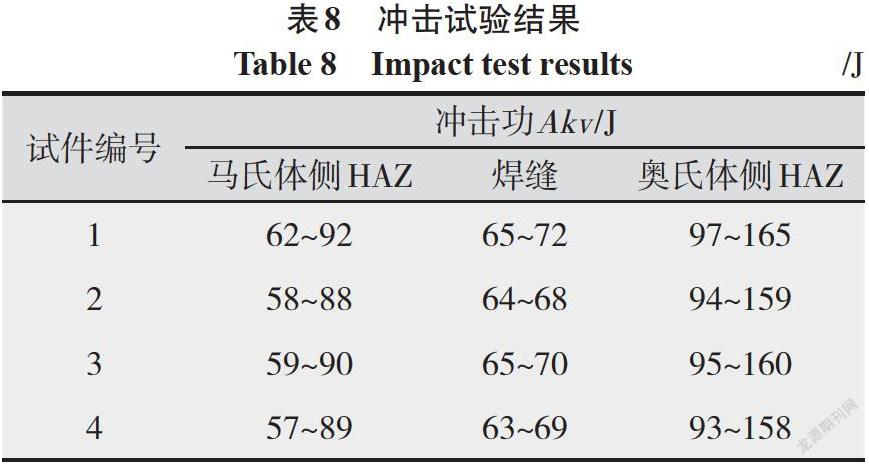
根據EN ISO 9016:2012《金屬材料焊接的破壞性試驗、碰撞試驗、試驗樣品的位置、切口的朝向和檢查》[7]進行沖擊試驗,結果如表8所示。1~4號試件沖擊試驗結果均滿足要求,但不同焊接材料和焊接工藝產生的沖擊功有所差異。
3.2.4 拉伸試驗
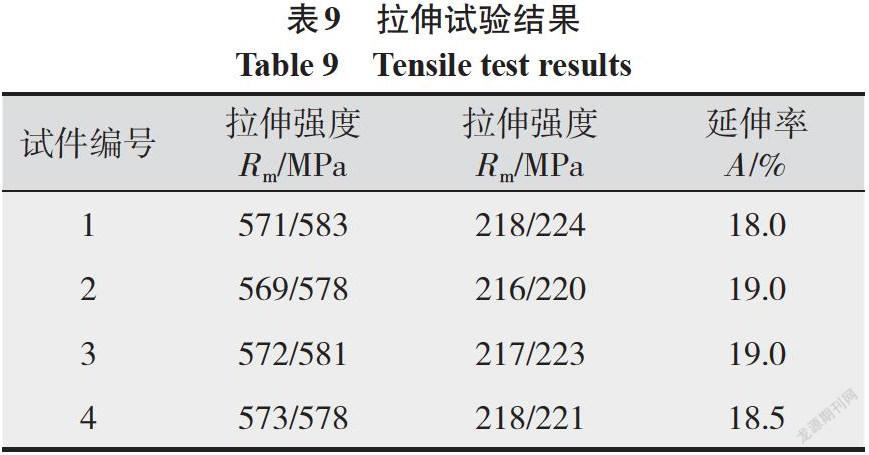
根據EN ISO 4136:2012《金屬材料焊縫破壞性試驗—橫向拉伸試驗》[8]進行拉伸試驗,結果如表9所示。1~4號試件拉伸試驗結果均能滿足要求,但不同焊接材料和焊接工藝結果有所差異。
3.2.5 熔敷金屬化學成分分析
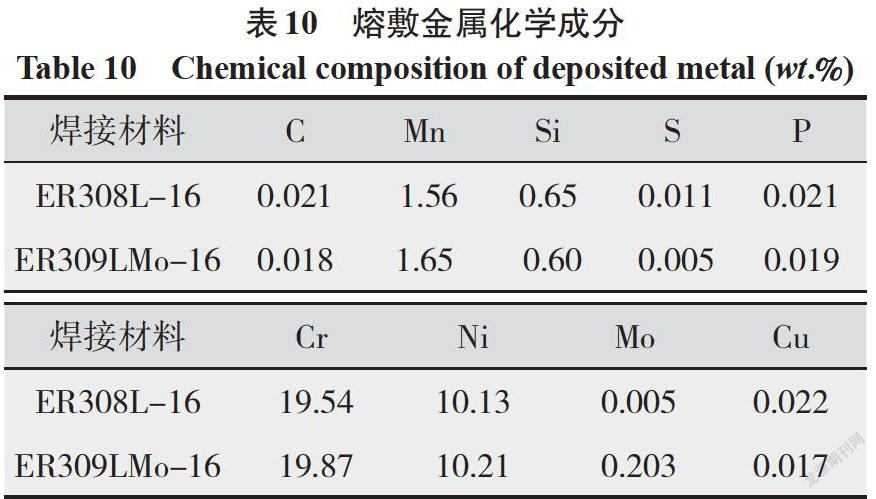
熔敷金屬化學成分如表10所示,ER309LMo-16焊接接頭與ER308L-16焊接接頭Mo元素差異較大。
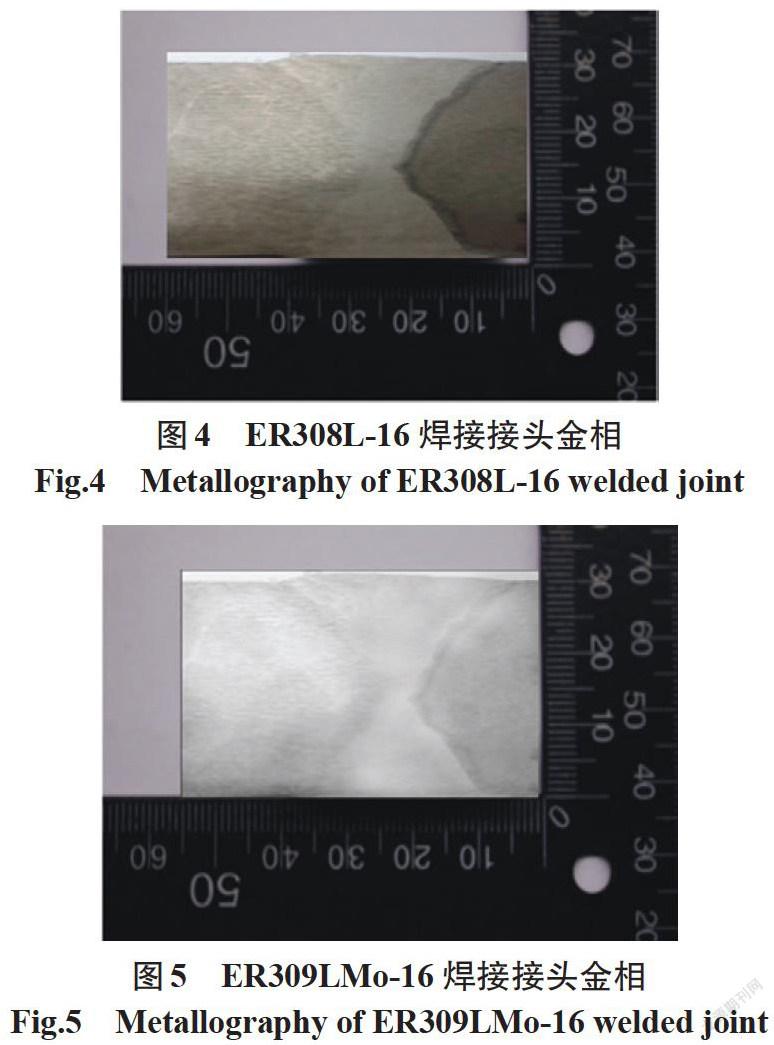
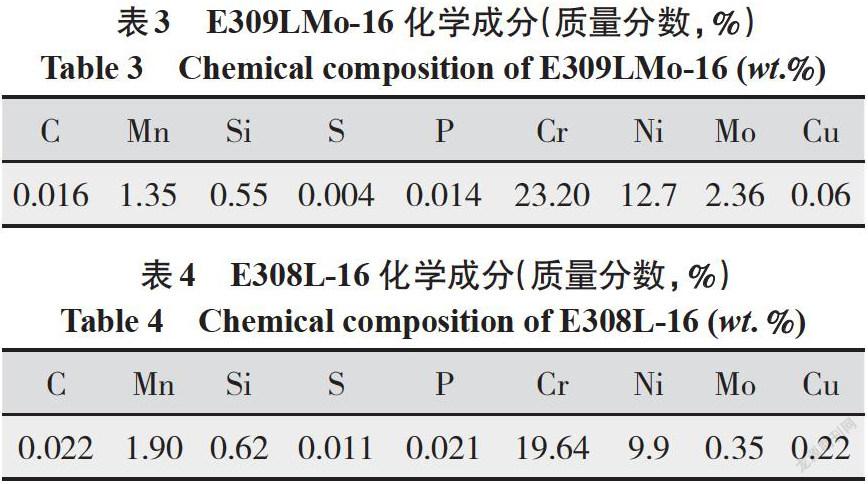
3.2.6 宏觀試驗分析
宏觀金相如圖4、圖5所示,采用ER309LMo-16焊接接頭較ER308L-16焊接接頭輪廓均較清晰且無缺陷。
4 試驗分析
(1)05Cr17Ni4Cu4Nb與304L材料均屬不銹鋼材質,分屬馬氏體和奧氏體組織,在焊接材料選擇時須考慮母材的焊接冷裂紋傾向。從接頭的質量等級可以看出,采用TIG焊工藝更容易控制接頭質量,SMAW焊的焊條藥皮保護不好容易產生一定程度的焊接缺陷。
(2)ER309LMo和ER308L兩種焊接材料的選擇首先也考慮了母料的屬性,既能最大限度減小兩邊母材因膨脹系數差異導致的熱應力,又能有效阻止兩邊母材合金元素的擴散。兩種焊接材料最大差異是ER309LMo焊材的Mo元素含量較多,Mo元素在材料焊接中具有較好的抗裂性。采用ER309LMo焊接材料,焊接接頭不易產生裂紋、氣孔等焊接缺陷,接頭性能穩定。
(3)相同焊接工藝參數條件下,不同焊接工藝和焊接材料會導致力學性能試驗結果差異。
參考文獻:
NB/T47013-2015承壓設備無損檢測[S].
美國焊接學會.AWS D1.6/D1.6M 不銹鋼焊接規范(2007版)[S].北京.中國石化出版社,2008:205.
NB/T47014-2011承壓設備焊接工藝評定[S].
國際標準化組織.ISO15614-1 金屬材料焊接工藝規程和評定—焊接工藝試驗 第1部分:鋼的電弧焊和氣焊與鎳及鎳合金的電弧焊(2012版)[S].北京:中國國家標準化管理委員會.2013:13.
EN ISO 9015-1:2011《金屬材料焊縫破壞性試驗—硬度試驗—第一部分:弧焊接頭的硬度試驗》[S].
EN ISO 5173:2011《金屬材料焊縫的有損檢驗—彎曲測試》[S].
EN ISO 9016:2012《金屬材料焊接的破壞性試驗.碰撞試驗.試驗樣品的位置、切口的朝向和檢查》[S].
EN ISO 4136:2012《金屬材料焊縫破壞性試驗—橫向拉伸試驗》[S].
