鈦合金熱時(shí)效與超聲沖擊焊接應(yīng)力消除研究
2021-12-28 23:45:13郝子龍張粉萍劉子聰李正勇李松偉牛香草
電焊機(jī) 2021年11期
郝子龍 張粉萍 劉子聰 李正勇 李松偉 牛香草
摘要:以TC4鈦合金焊接試板為研究對(duì)象,采用盲孔法檢測其焊接殘余應(yīng)力,然后分別采用熱時(shí)效和超聲沖擊法消除焊接殘余應(yīng)力,并對(duì)比熱時(shí)效和超聲沖擊消除焊接殘余應(yīng)力的效果。結(jié)果表明:熱時(shí)效可以大幅降低焊接殘余應(yīng)力,殘余拉應(yīng)力消除率<100%,但不能產(chǎn)生壓應(yīng)力;相較于熱時(shí)效,超聲沖擊具有較好的效果,殘余拉應(yīng)力消除率為100%,可以將有害的焊接殘余拉應(yīng)力轉(zhuǎn)換為有利于疲勞強(qiáng)度和疲勞壽命的壓應(yīng)力。建議采用超聲沖擊消除鈦合金焊縫的殘余應(yīng)力。
關(guān)鍵詞:鈦合金;熱時(shí)效;超聲沖擊;焊接殘余應(yīng)力
中圖分類號(hào):TG404? ? ? 文獻(xiàn)標(biāo)志碼:B? ? ? ? ?文章編號(hào):1001-2003(2021)11-0128-05
DOI:10.7512/j.issn.1001-2303.2021.11.24
0? ? 前言
鈦合金是一種性能非常優(yōu)越的合金,因具有良好的耐腐蝕性、使用溫度范圍廣以及高比強(qiáng)度而被冠以“ 海洋金屬 ”和“ 航天金屬 ”等稱號(hào),是一種優(yōu)良的結(jié)構(gòu)材料[1-4]。在航空航天、船舶制造和兵器工業(yè)行業(yè)有廣泛的應(yīng)用,在提高設(shè)備使用壽命、生產(chǎn)率的同時(shí),減輕了結(jié)構(gòu)的質(zhì)量,經(jīng)濟(jì)效益顯著。但鈦合金焊接本身存在一定的問題,容易出現(xiàn)焊接接頭脆化、裂紋和氣孔等缺陷,焊接殘余應(yīng)力過大就是亟待解決的問題之一。對(duì)鈦合金焊接殘余應(yīng)力的消除和控制進(jìn)行研究具有廣泛的指導(dǎo)意義[5-6]。
熱時(shí)效和超聲沖擊是目前常用的焊接殘余應(yīng)力消除方法。熱時(shí)效是將工件加熱到彈塑性轉(zhuǎn)變溫度,保溫緩冷,使工件處于低應(yīng)力狀態(tài)。超聲沖擊是將高速的機(jī)械撞擊作用在焊縫材料表面,改變焊縫表面的應(yīng)力狀態(tài),使焊縫處的應(yīng)力狀態(tài)由焊后未經(jīng)處理的三向應(yīng)力狀態(tài)變?yōu)閴簯?yīng)力狀態(tài),焊縫處的應(yīng)力分布得到重新調(diào)整,從而起到消除焊縫殘余應(yīng)力的作用。超聲沖擊與熱時(shí)效相比,設(shè)備投資少,能耗低,可以在工件生產(chǎn)現(xiàn)場進(jìn)行,工藝簡單,沒有環(huán)境污染,但是需要驗(yàn)證超聲沖擊消除應(yīng)力的效果[7-10]。
文中針對(duì)鈦合金對(duì)接焊接接頭,分別采用熱時(shí)效和超聲沖擊方法消除焊接殘余應(yīng)力,通過盲孔法檢測焊接殘余應(yīng)力值,并對(duì)比分析熱時(shí)效和超聲沖擊的效果。
1 試驗(yàn)材料和方案
1.1 試驗(yàn)材料與焊接工藝規(guī)范及相關(guān)參數(shù)
試驗(yàn)材料選用TC4鈦合金板,厚度9 mm,焊絲選用與試板成分匹配的TC3焊絲。TC4鈦合金和TC3焊絲的化學(xué)成分分別如表1、表2所示。
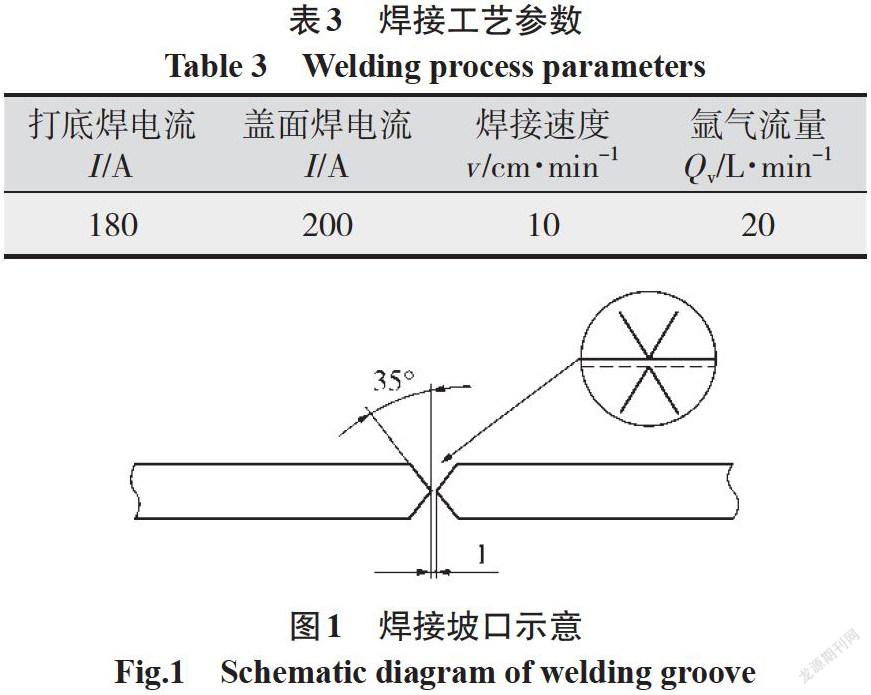
采用手工TIG焊,并特制保護(hù)拖罩以防止焊接過程中產(chǎn)生氧化。焊接接頭為對(duì)接接頭,雙面V型坡口,坡口角度35°,根部間隙1 mm,坡口示意如圖1所示。采用多道焊,水平位置焊接。焊前必須使用丙酮或不銹鋼絲刷將焊接部位清理干凈。焊接設(shè)備為YC-500wx4氬弧焊機(jī),鎢極直徑為3.2 mm,保護(hù)氣體為Ar氣,氣體純度≥99.9%,噴嘴與焊件的距離為5 mm。焊接工藝參數(shù)如表3所示。TC4鈦合金TIG焊對(duì)接試板尺寸為300 mm×150 mm×9 mm。
1.2 試驗(yàn)方案
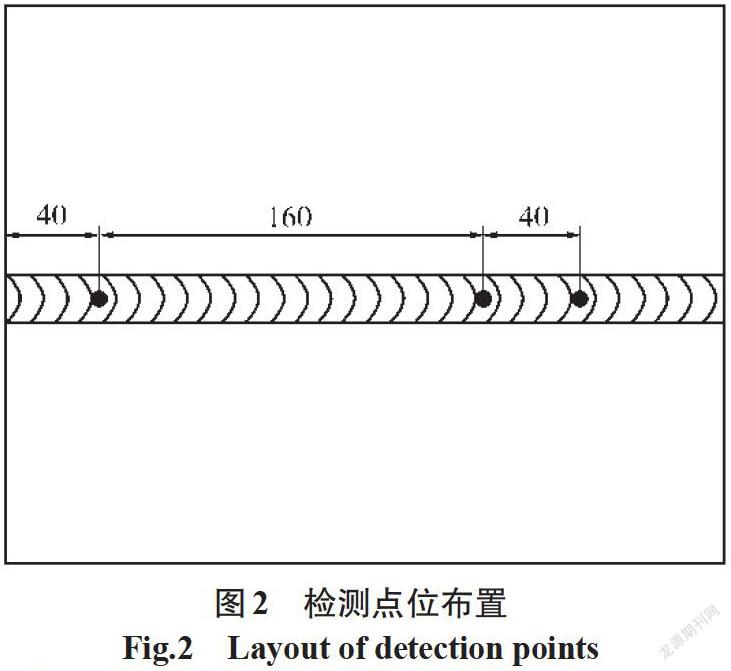
首先采用上述焊接工藝規(guī)范及相關(guān)參數(shù)焊接6對(duì)試板,試板編號(hào)分別為1#、2#、3#、4#、5#、6#。焊接完成后,采用盲孔法檢測焊接殘余應(yīng)力,每件試板均檢測3個(gè)點(diǎn)位,3個(gè)點(diǎn)位均位于焊縫中心,如圖2所示。試件完成焊接殘余應(yīng)力檢測后,采用熱時(shí)效法對(duì)1#、2#、3#試板進(jìn)行焊接殘余應(yīng)力消除,工藝方案為:采用電爐900 ℃保溫1 h熱時(shí)效處理,升溫速率和降溫速率分別為100 ℃/h、50 ℃/h;采用超聲沖擊對(duì)4 #、5 #、6 #試板進(jìn)行焊接殘余應(yīng)力消除,超聲沖擊電流2.5~3.0 A;并分別檢測消應(yīng)后焊接殘余應(yīng)力。由于盲孔法為有損檢測,二次檢測的點(diǎn)位位于原檢測點(diǎn)位的水平距離5 mm處。
1.3 超聲沖擊焊接殘余應(yīng)力消除和盲孔法殘余應(yīng)力測試
超聲沖擊試驗(yàn)采用手持式超聲沖擊頭直接對(duì)焊縫進(jìn)行應(yīng)力消除,設(shè)備型號(hào)為HY2050G。
超聲沖擊消除焊縫焊接殘余應(yīng)力的原理為:當(dāng)沖擊產(chǎn)生的壓應(yīng)力值大于焊縫處原來的殘余拉應(yīng)力值時(shí),焊縫處的殘余應(yīng)力場將重新分布,由原來的拉應(yīng)力分布轉(zhuǎn)變?yōu)橛幸娴膲簯?yīng)力分布。超聲沖擊處理后的焊縫處焊接殘余應(yīng)力為超聲沖擊材料產(chǎn)生的壓應(yīng)力與焊后焊縫處的殘余應(yīng)力場疊加所得:
式中 σ R為焊縫處的最終焊接殘余應(yīng)力;σ H為焊后未經(jīng)超聲沖擊處理的焊縫處焊接殘余應(yīng)力;σ rf為超聲沖擊材料產(chǎn)生的壓應(yīng)力。
鈦合金焊接接頭的表面殘余應(yīng)力測量方案:在試板的焊縫表面選擇3個(gè)固定點(diǎn)進(jìn)行測量點(diǎn)布置,采用盲孔法測量試板上的焊接殘余應(yīng)力;檢測儀型號(hào)為HK21A,選用專用應(yīng)變花,該應(yīng)變花包含3個(gè)應(yīng)變計(jì),按0°、45°、90°方向分布。在試板上鉆取直徑φ1.5 mm、深2 mm的小孔。假設(shè)表面殘余應(yīng)力處于平面應(yīng)力狀態(tài),根據(jù)鉆盲孔后三個(gè)方向上的應(yīng)變釋放量來推算試板上的殘余應(yīng)力數(shù)值[11-12]。
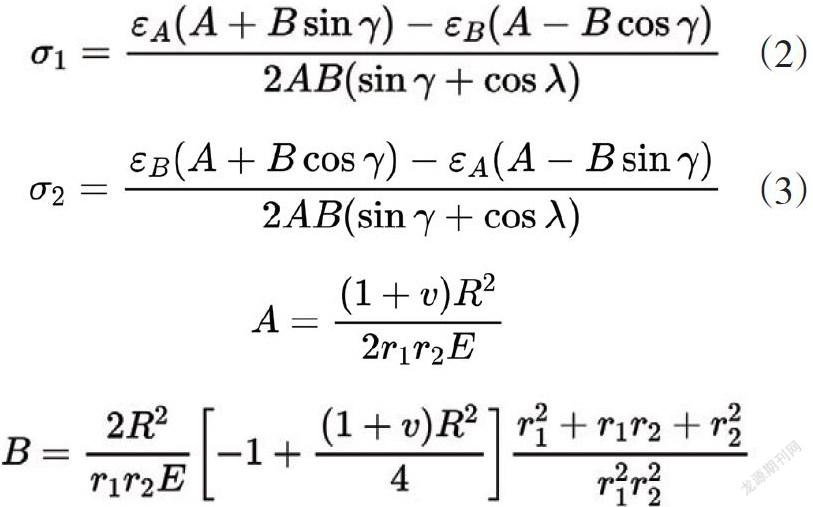
將工件表面看成是主應(yīng)力為σ1、σ2的兩項(xiàng)應(yīng)力狀態(tài),測出各點(diǎn)的應(yīng)變值,并依據(jù)式(2)進(jìn)行計(jì)算:
式中 εA、εB、εC為應(yīng)變片A、B、C的應(yīng)變量;R為小孔半徑;r1、r2為鉆孔的中心離應(yīng)變片始末兩端之長度;泊松比ν=0.34E;彈性模量為110 MPa。
2 結(jié)果與分析
2.1 試驗(yàn)結(jié)果
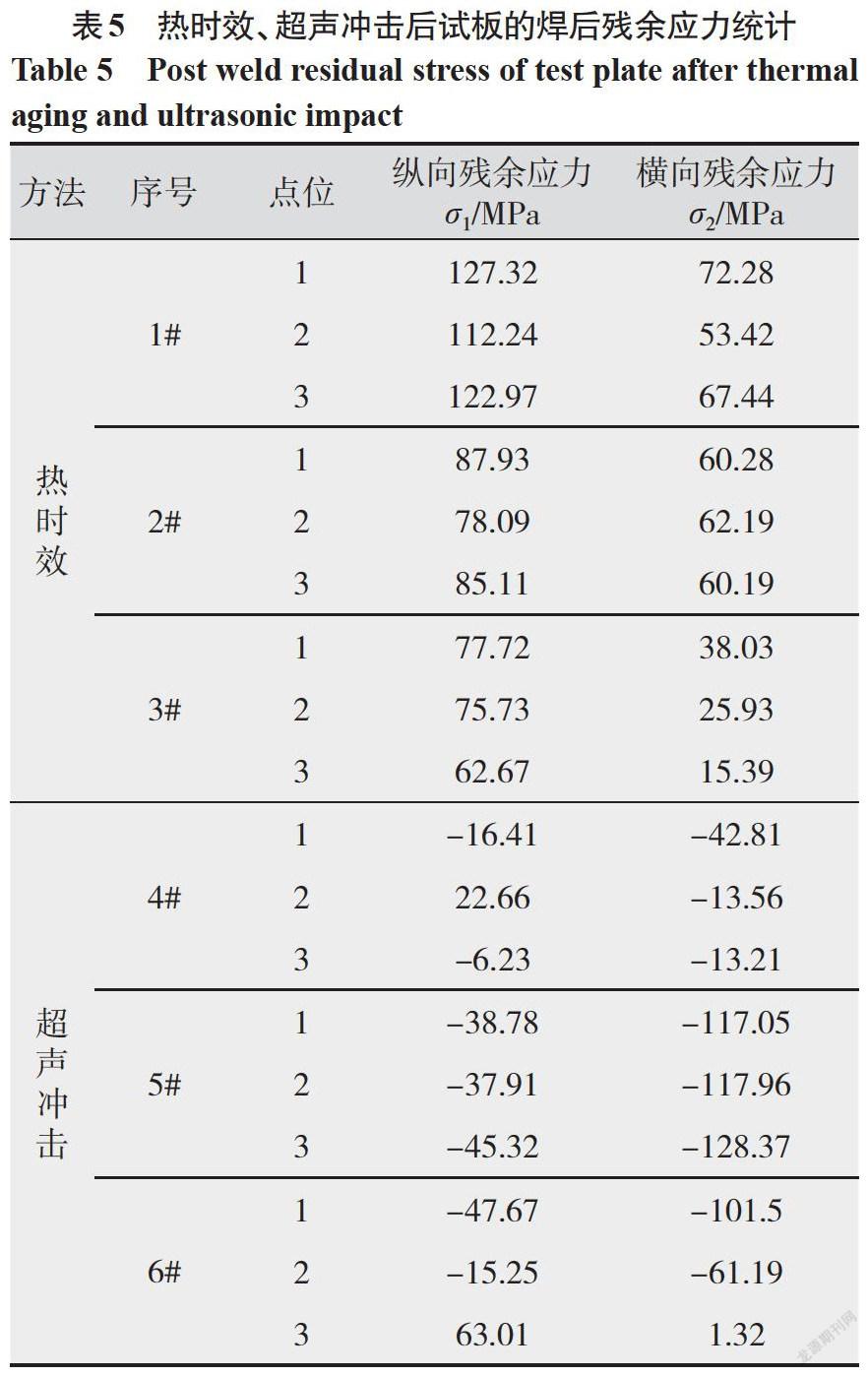
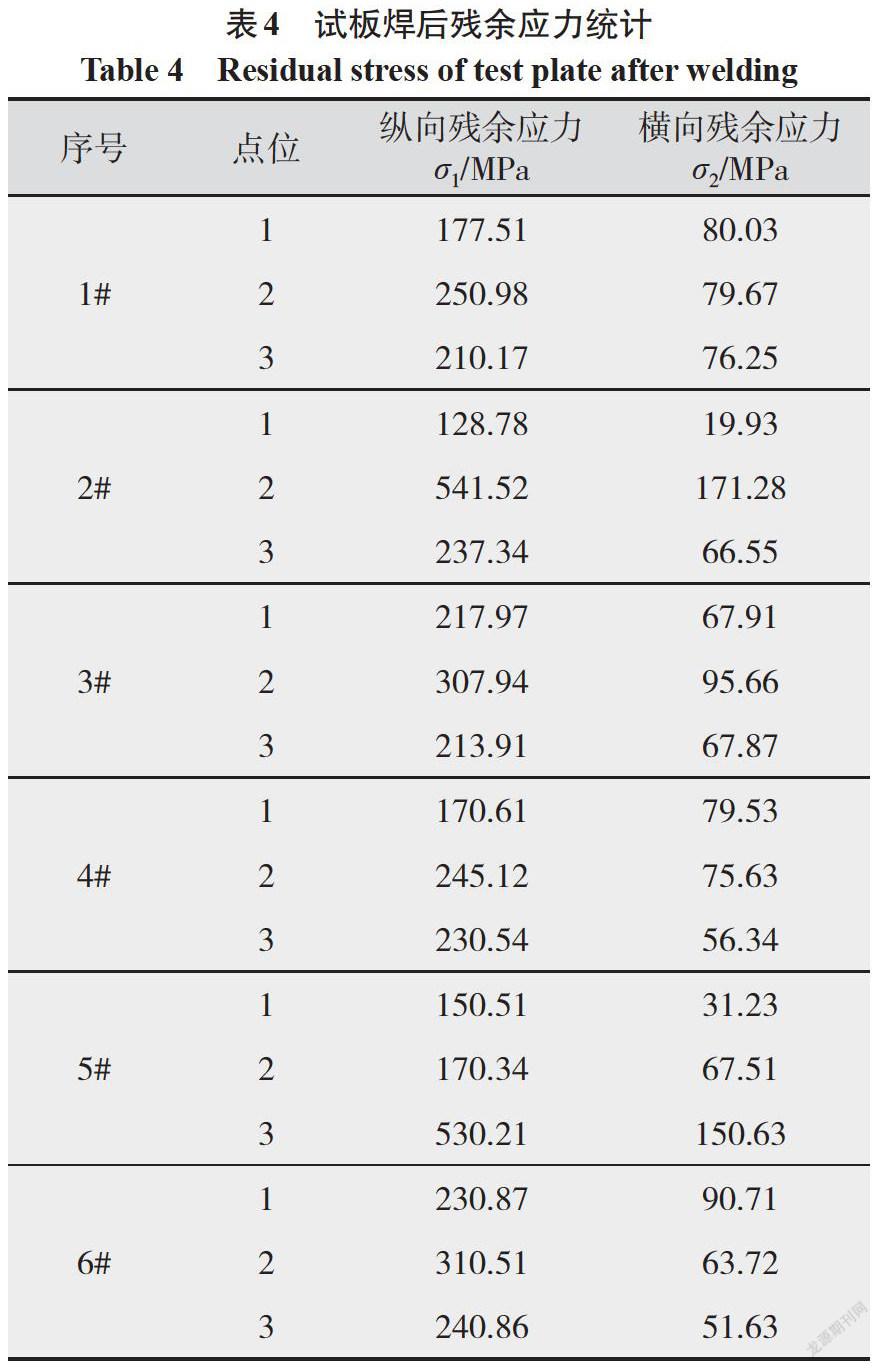
依據(jù)試驗(yàn)方案分別對(duì)鈦合金焊接試板進(jìn)行熱時(shí)效、超聲沖擊和焊接殘余應(yīng)力檢測,消應(yīng)前后測得的焊接殘余應(yīng)力分別如表4、表5所示。
焊接后,無論是平行于焊縫方向的縱向焊接殘余應(yīng)力σ1,還是垂直于焊縫方向的橫向焊接殘余應(yīng)力σ2,都產(chǎn)生了拉應(yīng)力,焊縫表面呈平面雙向拉伸狀態(tài),如表4、表5所示。這是由于在焊接過程中,焊縫區(qū)域以遠(yuǎn)高于周圍區(qū)域的溫度被迅速加熱膨脹,但是該膨脹受到其周圍較低溫度區(qū)域的約束,使焊縫區(qū)域形成了塑性的熱壓縮狀態(tài);在熱源離開后,焊縫區(qū)域逐漸冷卻收縮,但同時(shí)又受到周圍區(qū)域金屬的約束,最終呈現(xiàn)出拉伸殘余應(yīng)力。零件表面的拉應(yīng)力會(huì)對(duì)其疲勞壽命和疲勞強(qiáng)度產(chǎn)生不利影響,而在零件表面預(yù)制成理想的壓應(yīng)力則會(huì)大大提高零件的疲勞壽命和疲勞強(qiáng)度。
2.2 結(jié)果分析
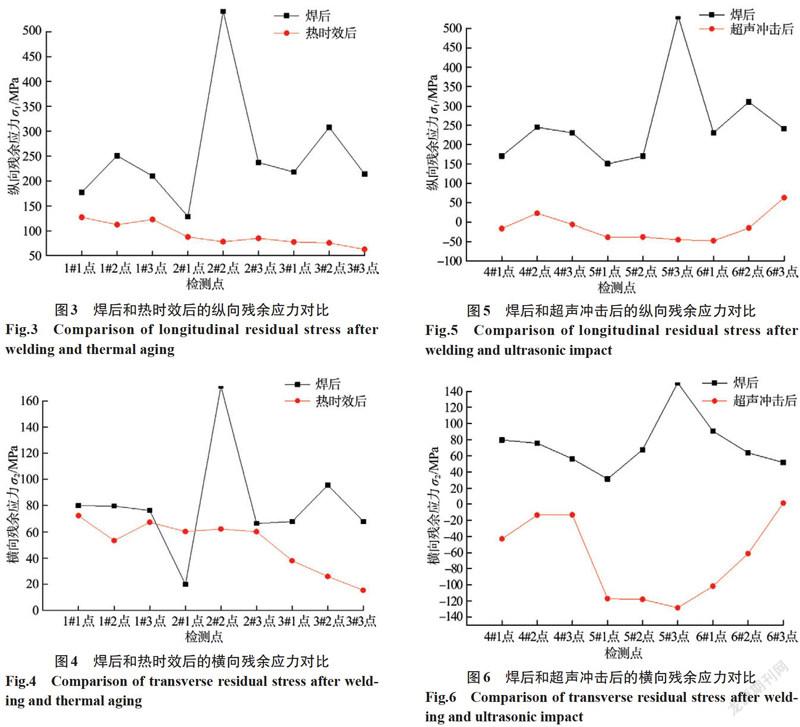
由表4、表5可知,熱時(shí)效前,鈦合金對(duì)接試板焊后的縱向、橫向焊接殘余應(yīng)力均為拉應(yīng)力,數(shù)值較大,特別是縱向殘余應(yīng)力,高達(dá)541.52 MPa。由圖3、圖4可知,經(jīng)過熱時(shí)效后,試板的縱向、橫向殘余應(yīng)力都大幅度地減小,減小幅值最高為463 MPa,焊接殘余應(yīng)力消除率高達(dá)86%,這是由熱時(shí)效的機(jī)理決定的,熱時(shí)效是通過加熱降低材料的屈服強(qiáng)度達(dá)到松弛的目的,殘余應(yīng)力越大,熱時(shí)效效果越好。但熱時(shí)效后依舊是拉應(yīng)力,未產(chǎn)生有益的壓應(yīng)力,殘余拉應(yīng)力消除率<100%。
由表4、表5可知,超聲沖擊前,鈦合金對(duì)接試板焊后的縱向、橫向焊接殘余應(yīng)力均為拉應(yīng)力,數(shù)值較大,特別是縱向殘余應(yīng)力,高達(dá)530.21 MPa。由圖5、圖6可知,經(jīng)過超聲沖擊后,試板的縱向、橫向殘余應(yīng)力也都大幅度地減小,且基本都轉(zhuǎn)變?yōu)橛欣谠嚰坌阅芎推趬勖膲簯?yīng)力,殘余拉應(yīng)力消除率為100%。采用超聲沖擊工藝,橫向、縱向焊接殘余拉應(yīng)力轉(zhuǎn)化為壓應(yīng)力,大大提高了試件的疲勞壽命和疲勞強(qiáng)度。
3 結(jié)論
(1)對(duì)于鈦合金焊接殘余應(yīng)力和變形的消減和控制,熱時(shí)效可以大幅降低焊接殘余應(yīng)力,殘余拉應(yīng)力消除率<100%,但不能產(chǎn)生壓應(yīng)力。
(2)相較于熱時(shí)效,超聲沖擊具有更好的效果,殘余拉應(yīng)力消除率為100%,可將有害的焊接殘余拉應(yīng)力轉(zhuǎn)換為有利于疲勞強(qiáng)度及疲勞壽命的壓應(yīng)力。
(3)建議采用超聲沖擊工藝來消除鈦合金焊接殘余應(yīng)力。
參考文獻(xiàn):
馮秋元,佟學(xué)文,王儉,等.低成本鈦合金研究現(xiàn)狀與發(fā)展趨勢[J].材料導(dǎo)報(bào),2017,31(9):128-134.
郭瑞萍,孫葆森,高彬彬.兵器裝備用鈦合金的低成本制造技術(shù)[J].兵器材料科學(xué)與工程,2008,31(5):83-86.
金和喜,魏克湘,李建明,等.航空用鈦合金研究進(jìn)展[J].中國有色金屬學(xué)報(bào),2015,25(2):280-292.
溫錦志,卜文德,李建萍,等.厚板TC4鈦合金電子束焊接頭組織和力學(xué)性能研究[J].熱加工工藝,2016(17):66-69.
黃鋒,趙剛要,帥歌旺,等. TC4鈦合金高真空電子束焊接工藝研究[J].熱加工工藝,2018,47(3):53-56.
李雙.鈦合金TC4中厚板窄間隙TIG焊接工藝技術(shù)研究[D].沈陽:沈陽工業(yè)大學(xué),2018:3-4.
顧邦平,賴金濤,胡雄,等.高頻沖擊振動(dòng)對(duì)焊接殘余應(yīng)力的影響研究[J].鐵道學(xué)報(bào),2018(5):150-155.
何柏林,雷思涌.超聲沖擊對(duì)焊接殘余應(yīng)力影響的研究進(jìn)展[J].兵器材料科學(xué)與工程,2015,38(2):120-123.
陳萬華,牟志超,祝長江,等. 304L奧氏體不銹鋼的焊接殘余應(yīng)力熱處理去除試驗(yàn)研究[J].新工藝新技術(shù),2017(1):1-4.
簡健昆,高永毅,鄒曦,等.焊接矩形薄板的超聲沖擊模擬與分析[J].金屬熱處理,2015,40(3):179-185.
曹慧.管類環(huán)焊縫熱時(shí)效和超聲沖擊去除焊接應(yīng)力對(duì)比研究[J].制造技術(shù)研究,2014,10(5):31-34.
劉楊,張宇,錢海盛,等.超聲沖擊消除大型機(jī)床床身殘余應(yīng)力的研究[J].熱加工工藝,2016,4(10):226-228.
