空調四通閥釬焊工藝參數無線監控系統設計
2021-12-27 11:05:32朱世宇聶增麗
制造業自動化 2021年11期
謝 箭,朱世宇,聶增麗,宋 苗
(1.重慶電子工程職業學院,重慶 401331;2.重慶工程學院,重慶 400056)
0 引言
四通閥用來實現冷媒流向的轉換,是空調中的制冷、制熱轉換的重要部件。目前很多空調企業一直采用人工釬焊四通閥,存在勞動強度大,釬焊質量因人而異,焊工長期工作視力會產生損傷等問題[1],傳統人工釬焊如圖1所示。部分空調企業引進了設備進行自動化改造,但存在能適配的四通閥型號少,生產效率低下,釬焊工藝參數監控困難和生產質量不穩定等問題。部分企業利用自動化往復機構和火焰釬焊槍配合,進行較為固定的釬焊模式進行四通閥焊接,但由于缺少釬焊工藝參數監控系統,設備整體都屬于開環控制,只能依賴現場巡檢人員來人工監控釬焊設備的四通閥焊接質量[2]。自動釬焊機在未進行焊接工藝監控時,可能會出現四通閥焊接過熱、焊接氣體過量和漏焊等問題,而焊接氣體過量很可能會產生嚴重的爆炸事故[3]。
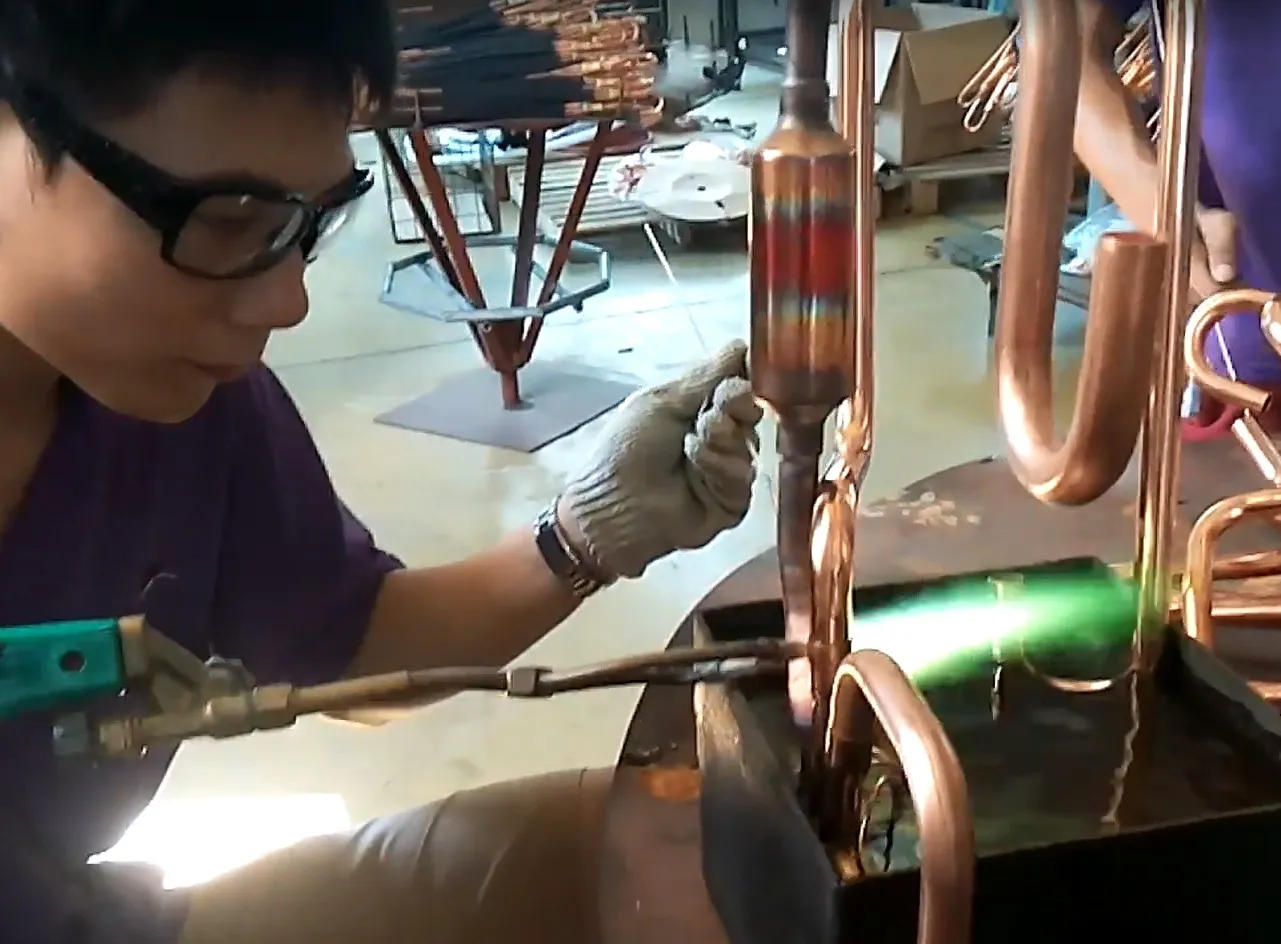
圖1 四通閥人工釬焊
部分企業引進了釬焊工藝參數監控系統,其主要采用的是有線通訊方式,如工業485總線、Profibus總線或工業以太網等方案[4~7]。由于不同企業的釬焊現場差異化較大,存在布線困難、有線工藝參數監控系統擴展性差及成本較高等實際問題[8]。ZigBee技術具有實時性強、自組網、抗干擾強、擴展性好和成本低等優點,其已成為工業現場無線監控領域的研究熱點[9~12]。本文設計了一種空調四通閥釬焊工藝參數無線監控系統,質量工程師可以通過工藝室PC機上的上位機軟件遠程監控釬焊工藝參數,并對實時顯示的釬焊工藝數據進行分析或保存,以此來滿足企業對四通閥釬焊質量進行追溯和分析的要求,也為四通閥生產智能化奠定了基礎。
1 釬焊車間需求分析
不同型號的四通閥需要不同的釬焊工藝參數,工藝參數中釬焊位置和釬焊時間直接影響焊接質量,而燃氣流速會影響釬焊溫度,焊料送絲速度會影響到焊縫填充,過快或過慢的燃氣流量及送絲速度也會影響到最終的焊接質量,而車間需求具體有以下三個方面:
1)傳統的人工釬焊勞動強度大,焊接質量受人為因素影響較大,釬焊工人培養周期較長,需要利用機械臂來代替人工釬焊工作。
2)根據四通閥釬焊的特點以及工藝數據采集和控制的要求,需要構建一種能夠方便和機械臂PLC對接的數據采集、傳輸和處理系統,以滿足多型號四通閥釬焊工藝參數能夠靈活、及時的采集、分析和控制,工程師可以遠程監控四通閥的釬焊質量信息。
3)釬焊車間與工藝室距離100米左右,兩者之間不存在墻等阻隔物,短程無線網絡可以滿足監控需求。工藝室PC機需要可視化的監控軟件,以滿足技術人員方便地進行遠程監控和參數調整,避免人工現場調整工藝參數,提升釬焊效率的需求。
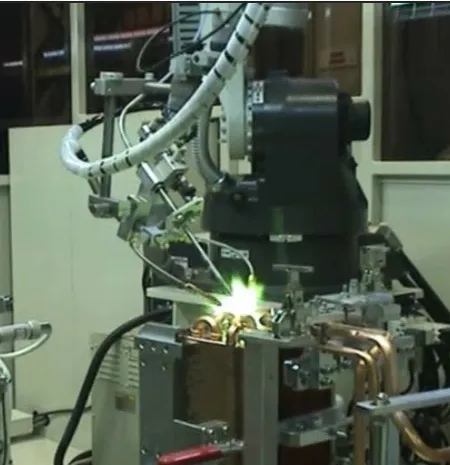
圖2 四通閥釬焊機械臂
2 系統總體設計
2.1 無線傳感網設計
無線傳感網采用基于IEEE802.15.4標準的ZigBee技術,相較于傳統工業現場有線總線網絡,ZigBee技術具有更為高效、便捷的特征,其是一種能夠自組網、低功耗、低成本的無線通信技術,能夠滿足數據傳輸速率低的生產工藝參數監控系統需求。車間現場與工藝室距離100米左右,無線傳感網絡拓撲結構可采用星狀網絡,無線傳感網絡框架設計方案如圖3所示。
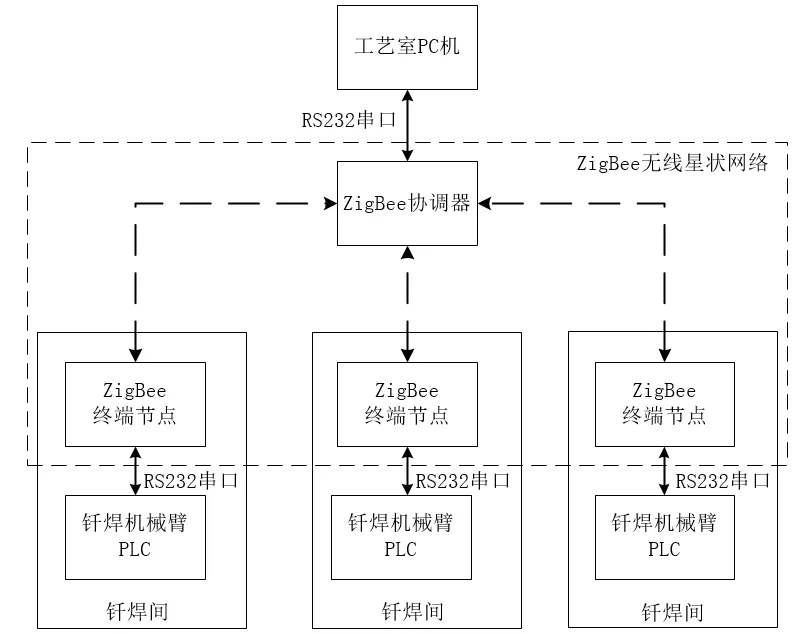
圖3 釬焊工藝參數無線監控系統功能框圖
工藝室中布置一個ZigBee協調器通過RS232串口與負責監控的上位機PC通信,主要負責搭建無線傳感網絡,并維護整體的無線傳感網絡,其是整個無線傳感網絡的中心樞紐。每個釬焊間內布置一個ZigBee終端節點,與釬焊機械臂的PLC通過RS232串口相聯,由于ZigBee網絡具有自組網的特點,其可以在個別釬焊室中的ZigBee終端節點出現故障時,利用動態的組網方式來確保其他ZigBee終端節點與協調器之間的正常通信,提高了遠程數據采集和控制的可靠性。
2.2 ZigBee終端節點和協調器硬件設計
ZigBee終端節點模塊通過RS232串口采集來自釬焊機械臂PLC的燃氣流量、送絲速度,釬焊位置和釬焊時間等工藝參數,同時也通過RS232串口發送調整工藝參數的命令和數據到PLC之中。主控芯片采用TI公司的CC2530,其是ZigBee網絡的系統SOC方案,支持基于IEEE802.15.4標準的ZigBee2007協議棧,內部已經集成了RF收發器和一個增強型的8051 CPU,具有8kB的RAM和128kB的存貯閃存和101dB的無線通訊鏈路質量,其內部集成了2個USART、12位ADC和21個通用GPIO等外設。終端節點和協調器為45mm×30mm的電路板,供電電壓為5V,經DC-DC芯片轉換為3.3V后為板上CC2530供電,CC2530晶振電路由外部32MHz晶振和兩個電容27pF及外部32.768kHZ晶振與另外兩個電容15pF組成,無線天線采用SMA接口的2.4G全向天線。ZigBee終端節點模塊可以通過PLC的輔助電源進行供電,能夠安裝在PLC的控制箱之中,以此來降低系統的安裝復雜度,其硬件功能框圖如圖4所示。ZigBee協調器模塊通過RS232串口與工藝室的監控PC進行通信,其與終端節點模塊硬件設計完全一致,主要區別是兩者中的嵌入式程序不同,其硬件功能框圖如圖5所示。
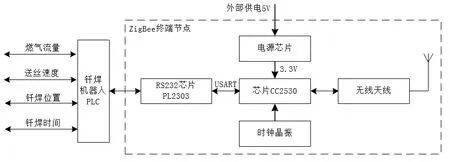
圖4 ZigBee終端節點模塊硬件功能框圖

圖5 ZigBee協調器模塊硬件功能框圖
2.3 嵌入式程序設計
協調器和終端節點嵌入式程序主要基于ZigBee2007/PRO標準的ZStack-CC2530-2.5.1a協議棧,該協議棧基于IEEE 802.15.4標準構建,其是一個輪轉查詢式的操作系統并包含了ZigBee星狀網絡拓撲中的全功能,它的main函數包含在協議棧的ZMain.c文件之中,主要任務是完成硬件系統初始化和無線網絡所需的各個模塊初始化,另一個任務是配合OSAL嵌入式系統完成應用層的運行,循環查詢各個應用層中的程序是否有新的事件發生,如果有新的事件發生就執行用戶設計好的對應的函數程序,如果沒有發生新的事件就執行下一個應用層程序的查詢。
ZigBee協調器上電后要先初始化各種硬件,然后在ZStack協議棧的tools/f8wConfig.cfg文件中設置唯一的PanID(域網地址標識)等參數,通過掃描信道來選擇一個合適的信道,建立一個無線ZigBee監控網絡,等待終端節點的加入。終端節點上電初始化后,需要設置與協調器相同的信道,將PanID設置為與協調器中的PanID一致后就可以加入到無線網絡之中。組網成功后,當需要調整釬焊工藝參數時,PC機中的上位機監控程序可以將預先設定好的工藝參數等數據發送給協調器節點,協調器再通過ZigBee網絡將數據傳給終端節點,終端節點通過RS232端口將工藝參數傳送到釬焊機械臂的PLC中,實現工藝參數調整。而不需要調整釬焊工藝參數時,協調器在接收到每個終端節點數據后,將每個釬焊間的現場工藝參數打包后,發送給工藝室的PC機,由PC機中的上位機監控程序進行數據解碼,并將釬焊工藝參數可視化顯示出來,程序流程如圖6所示。
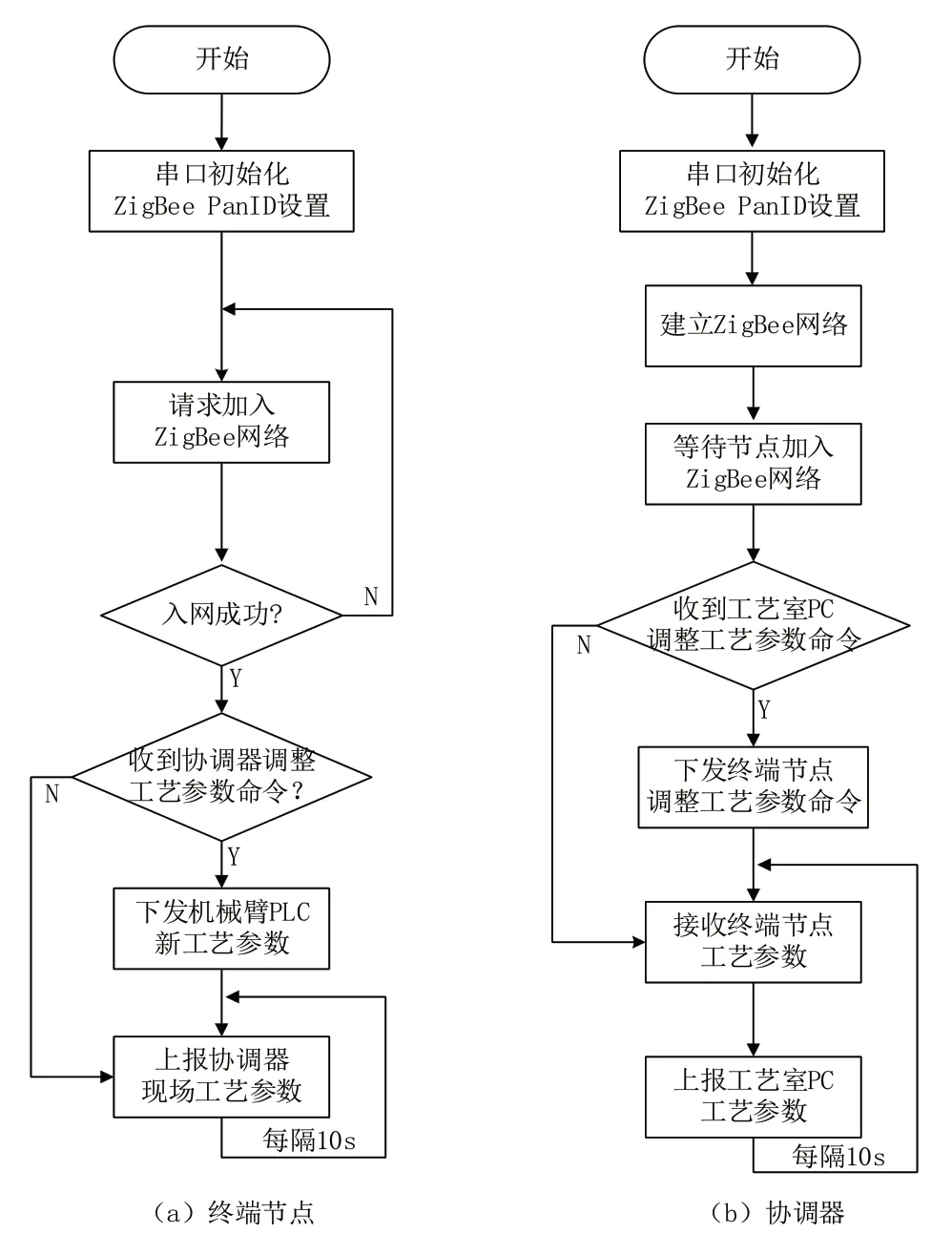
圖6 ZigBee終端節點和ZigBee協調器程序流程圖
2.4 上位機可視化監控程序
監控程序主要的功能有釬焊工藝參數設定,工藝數據數據可視化顯示和保存等功能。監控軟件能夠根據不同型號四通閥下發命令給協調器,然后協調器通過無線網絡調整釬焊參數。監控軟件還可以實時顯示燃氣流量和送絲速度,并能將數據以可視化曲線方式顯示給工程師,當燃氣流量或送絲速度超過預定義工藝參數時,就立即報警,并存儲報警記錄。監控軟件通過LabVIEW 2018及NI-VISA控件設計,通過波形圖表來實現數據可視化,最終通過LabVIEW Office報表子VI庫將歷史數據保存到Excel文件中,最終實現遠程監控和工藝參數可視化及存儲。
3 試驗分析
以重慶某空調企業的四通閥釬焊車間為例,工程師先打開機械臂進行正常作業,然后打開ZigBee協調器啟動無線網絡,再打開ZigBee終端節點進行無線組網。無線網絡組網成功后,協調器開始接收工藝室所發送的命令,而終端節點定時發送釬焊工藝參數到工藝室的PC機中進行可視化顯示。某型號的四通閥釬焊燃氣流量工藝參數中要求控制在(0.350±0.05)m3/min,監控軟件顯示每個釬焊室中的燃氣流量曲線,并將燃氣流量數據保存到Excel文件進行數據分析,平均值為0.349m3/min,最大值為0.352m3/min,最小值為0.347m3/min。釬焊時間10s和送絲速度0.25m/min與現場儀器測試一致,釬焊位置與機械臂實際釬焊作業位置一致,四通閥產品的釬焊質量能夠達到預定的工藝參數要求。在試驗過程中,由于WIFI與ZigBee都處于2.4G頻段,信道高度重合,ZigBee網絡無論是功率還是抗干擾能力都不如WIFI,因此車間內在部署ZigBee網絡時,要考慮當前環境中WIFI信號的干擾。ZigBee協調器和終端節點電路板如圖7所示,工藝室PC機上位機監控程序如圖8所示。

圖7 ZigBee協調器和終端節點電路板
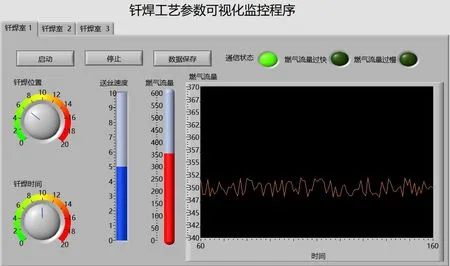
圖8 釬焊工藝參數可視化監控程序界面
4 結語
本文根據企業的實際需求,以TI公司的CC2530為主控芯片搭建ZigBee無線傳感網絡,對釬焊車間內的工藝參數進行周期性采集,并發送到工藝室的PC上進行可視化顯示,同時PC機上的上位機監控程序能夠將工藝數據匯總保存于PC中,以供工程師進行歷史分析和質量追溯,上位機監控程序還可以下發新的工藝參數到釬焊車間現場的PLC之中,以此來實現工藝參數的遠程切換。通過試驗數據分析可知,本文所提出的技術與傳統的四通閥釬焊技術相比,可以有效提升產品的釬焊質量,實現生產現場的無人化監控,減少了釬焊對工人健康的影響,同時工藝參數可視化程度更好,為釬焊智能化提供了有效技術支持,可以應用于相關企業的生產技術升級。
猜你喜歡
北京測繪(2022年6期)2022-08-01 09:19:06
師道·教研(2022年1期)2022-03-12 05:46:47
云南化工(2021年8期)2021-12-21 06:37:54
北京測繪(2021年7期)2021-07-28 07:01:18
海洋信息技術與應用(2020年1期)2020-06-11 12:43:56
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
傳媒評論(2019年4期)2019-07-13 05:49:14
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52