小型壓力容器對接焊縫X射線檢測工裝制作及應用
2021-12-23 08:15:56楊小勇
中氮肥 2021年6期
楊小勇
(四川川化鑫和檢測技術有限公司,四川成都 610300)
0 引 言
工業裝置中壓力容器是必不可少的設備,在石油、化工、礦業、醫藥等行業廣泛使用。尤其是化工企業,其壓力容器使用過程中,或是高溫高壓、或是裝有易燃易爆的氣體或液化氣體、或是裝有對環境和人體有毒有害的介質,生產操作中稍有失誤或存在設備質量等問題時,易釀成事故,事故往往不僅造成壓力容器自身損壞,而且會帶來很多嚴重的連帶事故。因此,要保障化工裝置的長期、安全、有效生產,就必須在壓力容器的設計、制作、檢驗和使用等方面嚴格執行有關規范和標準。
無損檢測是壓力容器制造及在役設備檢測過程中一項非常重要的工作,而壓力容器焊縫的無損檢測是壓力容器制造及使用過程中最為重要的環節。制作壓力容器時,經常運用的無損檢測方法包括射線檢測、超聲檢測、磁粉檢測、滲透檢測等。其中,射線檢測在壓力容器的制作及在役設備檢測過程中有著廣泛的應用,其檢測對象是各種熔化焊接而成的對接焊縫,通過射線照片,可從射線底片上得到焊縫中各種缺陷的直觀影像,從而比較準確地判斷出焊縫中缺陷的性質、數量、尺寸和位置,就可對焊縫中缺陷的危害程度進行判斷,進而對焊縫的質量進行評定;并且,射線底片可以長期保存,作為壓力容器制造質量及使用狀況判斷的依據。
專用設備制造中,φ400mm~φ800mm的小型壓力容器對接環焊縫的X射線檢測經常面臨著選擇單壁透照還是雙壁透照的難題。據《承壓設備無損檢測第2部分射線檢測》(NB/T 47013.2—2015)之5.5.2.1條規定,應優先選用中心曝光或大偏心透照方式進行單壁透照。但由于工件直徑過小,檢測人員進出設備內部困難,要將X射線探傷機放到焊縫部位且置于設備中心的難度很大,在設備內部采用中心曝光探傷十分困難。如果將X射線機放置在工件底部采用大偏心透照,一是大偏心透照是分段透照,曝光一次需轉動工件后再次曝光,工作效率低;二是工件的轉動會帶動其內部的射線機移動,難以保證射線機對準焊縫位置,而且也容易造成設備損壞。較易實現的是用X射線機在工件外部采取雙壁單影分段透照,每透照一段后,將工件或X射線機沿周向進行移動,每移動一次再透照一段,轉動一圈完成一條焊縫的探傷;但此方法一是與檢測標準要求不符,二是工作效率低(增加了操作人員的工作量),三是長時間使用對檢測設備的使用壽命也有影響。
1 優化改進思路
如采用單壁透照的方式,可使用管道爬行器,這是為了適應很長的管道環焊縫透照而設計的一種裝在爬行裝置上的X射線機,X射線機在管道內爬行時,用一根長電纜提供電力和傳輸控制信號,利用焊縫外放置的定位裝置使X射線機在管道內爬行至預定焊縫位置進行透照。但這種設備價格較高,且爬行裝置體積較大,再加上其運行電池重量不輕,使用很不方便;況且小直徑的壓力容器一般長度不會很長,對接環焊縫數量有限,使用管道爬行器這類裝置很不經濟。
為解決檢測工作中存在的技術難題,四川川化鑫和檢測技術有限公司按照NB/T47013.2—2015要求選擇單壁透照方式,制作了一種成本低、適用于φ400mm~φ800mm的小型壓力容器對接環焊縫X射線檢測工裝。
2 對接焊縫X射線檢測工裝制作及其特點
制作1臺X射線機移動工作平臺(如圖1),平臺通過螺桿上下調節高度適應不同直徑的壓力容器;平臺下方安裝滾輪、前后兩側設置牽引繩,方便平臺移動;平臺上部安裝設備鞍座及捆綁器以固定射線機;平臺左右兩側設置伸縮導輪,支撐平臺在管道內直線移動;平臺前側設置1個標尺掛鉤,平臺移動時掛上鋼尺,測量平臺行走距離,以確定X射線機是否到達焊縫位置。
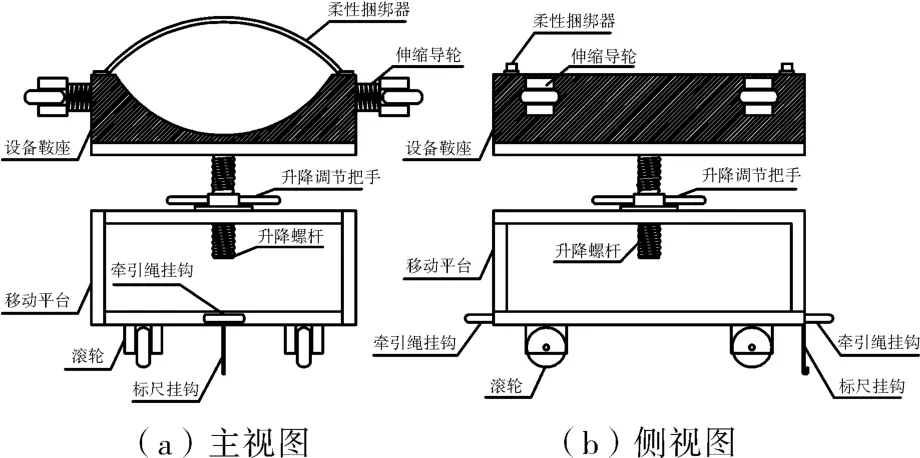
圖1 X射線機移動工作平臺結構示意圖
此工裝可實現X射線機在工件內部運用中心曝光,一次透照就可完成一條焊縫的檢測,減少了射線機的使用次數,延長了射線機的使用壽命;此工裝可上下升降調節,以適應不同直徑的工件,且能在工件內進行移動,可對一個工件的多道對接環焊縫進行檢測,減輕勞動強度,同時對工作人員的輻射傷害也大大降低;而且,此工裝制作成本低,避免了檢測設備的投入(無需購置管道爬行器)及長時間使用而影響檢測設備的使用壽命,操作簡便快捷,實用性強。
3 X射線檢測工裝使用條件及檢測方法
現擬對1臺Ⅱ類壓力容器進行無損檢測,該壓力容器尺寸為φ552mm×16mm/φ400mm×16mm,材質16MnR;檢測要求為,所有對接環焊縫100%射線檢測,NB/T47013.2—2015之AB級Ⅱ級合格;對接環焊縫X射線檢測采用XXH-2505C周向錐靶X射線機(焦點d=2×2mm)配合X射線機移動工作平臺進行檢測。
3.1 對接焊縫X射線檢測工裝使用條件
按NB/T47013.2—2015之5.7.1條規定,使用的射線源到工件表面的距離,一般用f表示,壓力容器射線檢測一般采用AB級射線檢測技術,射線源到工件表面的距離需滿足的要求為f≥10d·b2/3(式中:f—射線源到工件表面的距離,mm;d—焦點尺寸,mm;b—工件表面到膠片的距離,mm),代入數據計算得f=10×2×162/3≈127mm;而此工件最小直徑為400mm,射線源至工件表面的距離f′=(400÷2)-16=184mm>127mm,滿足標準要求,可使用該檢測裝置進行檢測。
按NB/T47013.2—2015之5.9.1條規定,采用AB級檢測技術等級進行X射線透照時,當焦距為700mm時,X射線機曝光量至少應達到15mA·min;當改變焦距時,可按平方反比定律對曝光量的推薦值進行換算。據平方反比定律,計算得焦距為200mm時X射線機曝光量約為1.23mA·min,即檢測時選擇X射線機曝光量≥1.23mA·min就能滿足標準要求。
針對射線照片靈敏度的要求,像質計的放置應符合NB/T47013.2—2015之5.12.1條中相關規定。此工件直徑小,人員進出困難,像質計如果放在射線源側很不方便,按標準要求可將像質計放置在膠片側,但應進行對比試驗:在射線源側和膠片側(應在像質計上放置鉛字“F”,作為像質計放在膠片側的標記)各放1個相同型號的像質計,按工件規格選擇的曝光參數進行透照,對底片上的兩個像質計靈敏度進行對比,如果與標準要求的像質計靈敏度的金屬絲編號相同則不用進行靈敏度修正;若有差異,應按標準要求進行靈敏度修正,以保證底片靈敏度符合要求。
3.2 對接焊縫X射線檢測工裝之使用方法
3.2.1 對接環焊縫X射線檢測
將X射線機放置在移動平臺鞍座上,確定好X射線機焦點與標尺掛鉤的距離后,用柔性捆綁器將其固定好,以免X射線機位置在移動中發生偏離;將移動平臺放置于設備內,調節升降螺桿,使X射線機的焦點位于設備中心;調節4個伸縮導輪,使其完全抵住設備側壁,保證平臺在運行中為直線運動,不會發生偏移;將前后牽引繩及標尺分別掛在各自的掛鉤上,拖動牽引繩移動平臺,測量標尺使X射線機到達需檢測的對接環焊縫位置(平臺移動距離=焊縫至設備端點距離-標尺掛鉤至射線機焦點距離);對焊縫按標準要求放置標記、像質計及底片,根據選定的透照參數,開啟射線機進行透照。對接環焊縫X射線檢測工裝檢測示意如圖2,對接環焊縫X射線檢測工裝定位示意如圖3。
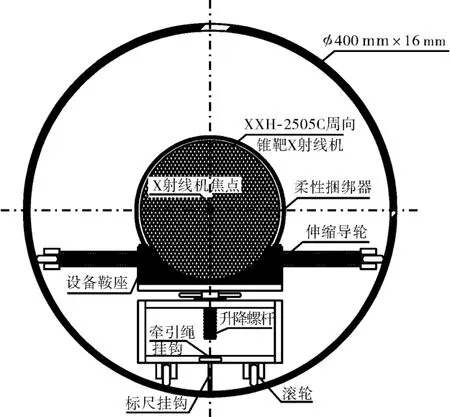
圖2 對接環焊縫X射線檢測工裝檢測示意圖
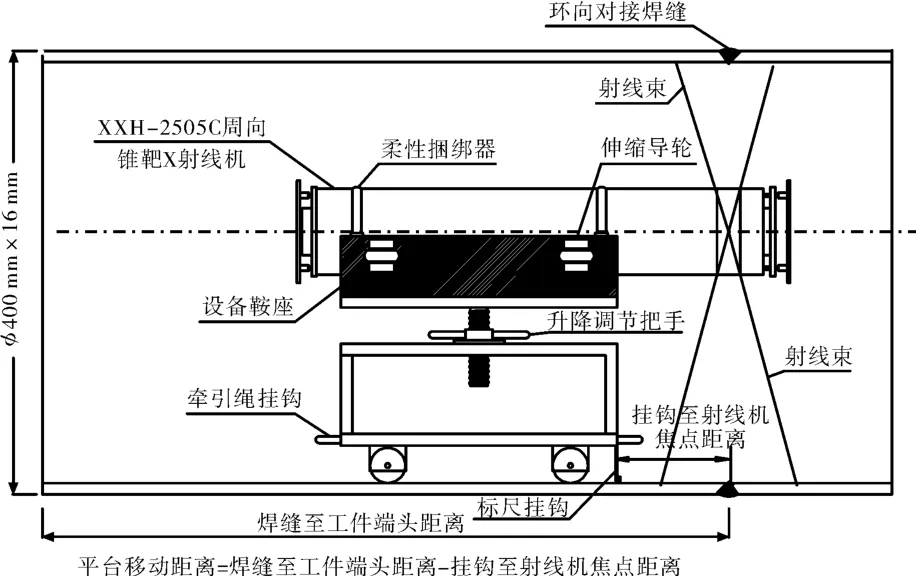
圖3 對接環焊縫X射線檢測工裝定位示意圖
3.2.2 縱向對接焊縫X射線檢測
此工裝對于工件的縱向對接焊縫檢測也同樣適用。將移動平臺置于設備外側(如圖4),使用XXG-2505CDHG定向X射線機,調整平臺高度使射線束與縱焊縫垂直,調整一側前后兩個伸縮導輪長度,使X射線機與工件平行且滿足透照焦距要求;在工件內側布片,曝光一次后,用標尺確定移動距離并拖動牽引繩至下一曝光位置。上述檢測步驟和方法可保證射線機在移動過程中高度和水平位置始終與焊縫保持一致,而使用標尺定位可使其移動距離準確無誤,由此可避免常規X射線檢測操作每移動X射線機一次后都需要重新定位、再次確定X射線機高度和焦距,不僅節約了檢測時間,而且減少了檢測人員的工作量。
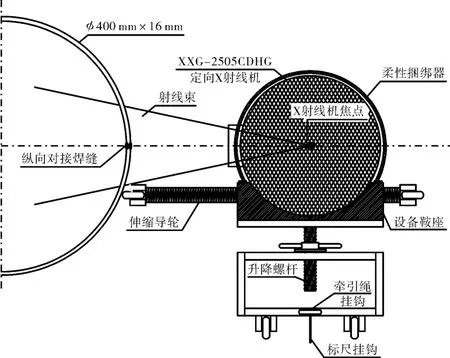
圖4 縱向對接焊縫X射線檢測工裝檢測示意圖
4 結束語
我國現有壓力容器制造廠通常均未購置管道爬行器來對小直徑壓力容器的對接焊縫進行檢測,因為購買此類設備至少需要20多萬元,投入大但使用率低,因此,φ400mm~φ800mm的小型壓力容器對接環焊縫的X射線檢測工作開展十分困難。四川川化鑫和檢測技術有限公司設計制作的檢測工裝,制作費用低,在公司制造的多臺小型壓力容器對接焊縫射線檢測工作中取得了不錯的使用效果,不僅減少了檢測設備的購置投入,而且使用方便,提高了檢測效率,大大減輕了檢測人員的工作強度。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
工業設計(2016年12期)2016-04-16 02:52:00