空調連桿自動涂油機器人設計
2021-12-23 05:45:06朱金達劉慶磊牛虎利高思齊劉兆奐
河北工業科技 2021年1期
朱金達, 劉慶磊,鄧 飛,牛虎利,高思齊,劉兆奐
(河北科技大學機械工程學院,河北石家莊 050018)
空調連桿是空調必不可缺的部件之一,通過它來控制和調節空調的導風機構,保證空調正常運轉,涂油潤滑是保證空調連桿正常平穩運行的關鍵。目前,現場的空調連桿涂油方式大多采用手工涂油,工人利用毛刷蘸涂一定量的潤滑油對空調連桿進行涂抹。空調連桿的涂油效果受人為因素的影響較大,由于空調連桿包含鋸齒狀部分,人工對鋸齒狀部分進行涂油時,手工涂油無法保證涂油的精度與準確度,存在漏涂、多涂、涂抹不均等情況。空調連桿涂油軌跡如圖1所示,圖中粗線部分是需要涂油的部位。此外,空調連桿雙面均需要進行涂油處理,一面涂油完畢后需要進行翻面處理,翻面過程中經常會對已涂油部分進行粘抹,造成一定的污染。另外,手工涂油作業工作量大、涂油速度慢、涂油效率低下。為此,設計開發了一種具有自動涂油功能的空調連桿涂油機器人。
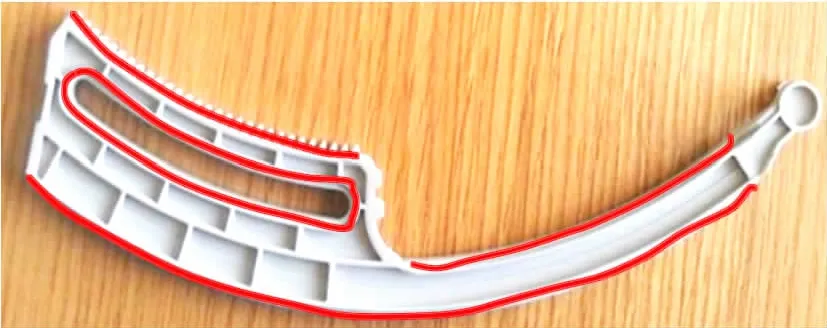
圖1 空調連桿涂油軌跡Fig.1 Oiling track of air conditioner connecting rod
關于相關涂油設備的設計,程顯吉[1]針對枕軌螺栓涂油手工操作難度大等問題,設計牙嵌式沖擊裝置,實現枕軌螺栓的自動涂油和擰緊。王淑坤等[2]設計了沖壓模具半自動涂油機,通過涂油傳送裝置實現料片的定位、上下面涂油、輸送、托起等,提高了生產效率。王琪等[3]依據涂油鹵化工作原理和回收過濾工作原理,設計了全氣動控制且帶有回收功能的自動涂油裝置,用于發動機裝配線的涂油工作。在此基礎上,本文借鑒現有類似工業設備[4-8]的本體結構和位姿運動,不僅參考可吸式涂油頭與油料過濾回收設備,還參考了龍門式結構。因龍門式框架結構具有制作簡單、負載大與結構穩定等優點,所以采用直角坐標龍門框架形式設計了空調連桿自動涂油機器人,實現空調連桿的精準與快速涂油。
1 總體設計方案
1.1 設計要求
能夠連續地完成工件不同形狀、不同部位的涂油工作,并實現空間軌跡的精準控制;涂油均勻、準確,行走速度快,能夠高效、靈活地作業;自動涂油機應操作簡單、移動方便、穩定性好;減少人工參與,減輕其勞動強度。具體參數要求如表1所示。
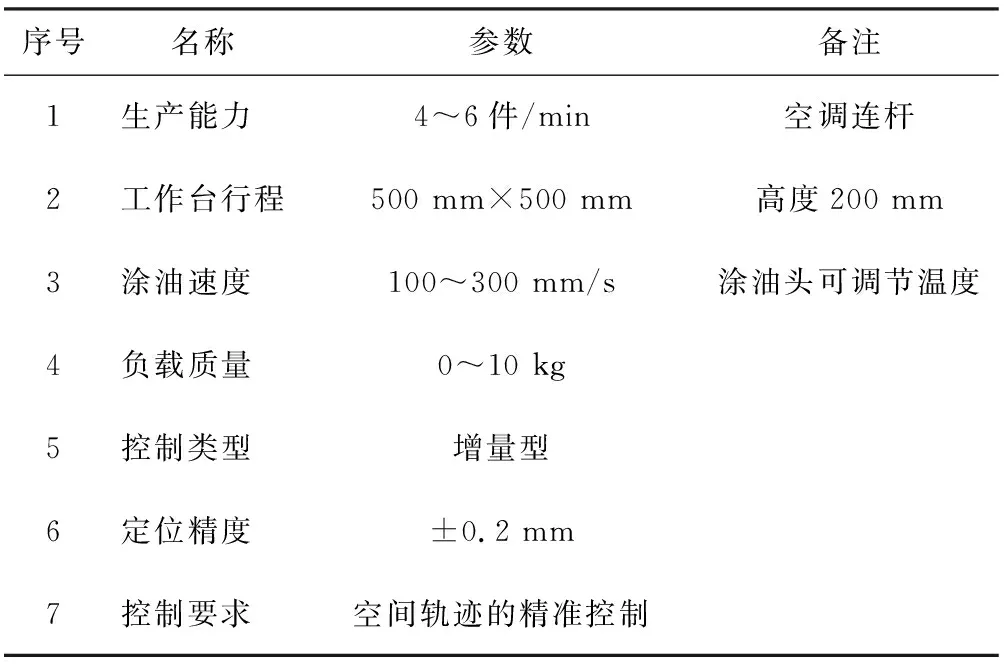
表1 涂油機設計技術參數Tab.1 Design technical parameters of oiler
1.2 設計思路
本文采用模具盒設計,模具盒既能作為工件的定位,提高涂油的精度,又具有容量大的特點,避免工人頻繁更換工件所浪費的時間。涂油機器人采用X-Y-Z直角坐標形式,Z軸為涂油軸,X-Y為涂油工作平面,采用結構穩定、負載大的龍門式結構。控制系統選用性價比較高的西門子S7-200 SMART作為自動涂油機集成控制系統,搭配傳感器及其他輔助模塊完成涂油機的控制。
1.3 工藝路線
工人首先將工件進行上料,上料完成后,將裝滿空調連桿的模具盒安裝到涂油機固定位置;啟動涂油機器人,涂油機器人對模具盒上空調連桿的一面進行涂油工作;完成一面工作后,涂油機器人涂油頭自動回到初始位置,并提示涂油工作完成;工人將模具盒翻轉,涂油機器人開始對空調連桿的另一側進行涂油;背面完成涂油后,工人取下工件,工件進入后續工藝。具體涂油流程工藝路線如圖2所示。
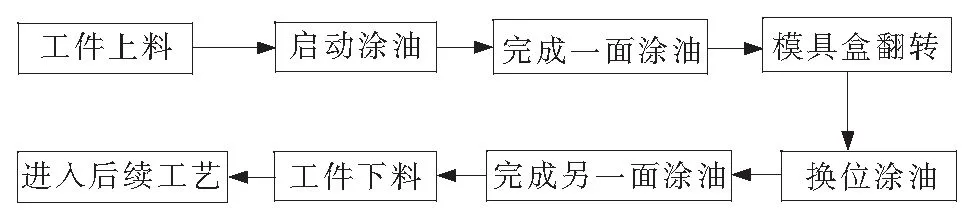
圖2 自動涂油流程工藝Fig.2 Automatic oiling process
2 自動涂油機器人機械系統設計
2.1 結構設計
用UG對空調連桿自動涂油機器人進行三維建模,整體結構如圖3所示,由涂油Z軸、涂油Y軸、涂油X軸、龍門支撐結構、吸塑模具盒和集成控制系統等組成[9]。涂油軸主要包括直線導軌、電機、限位傳感器、滑塊、工作平臺等零件。Z軸為涂油軸,可以上下移動;Y軸為Z軸安裝軸,帶動Z軸實現Y方向移動;X軸為工作平臺安裝軸,工作平臺安裝在滑塊上,由同步帶帶動在X方向移動。根據設計工作臺尺寸要求設計空調連桿模具盒,模具盒可以一次容納8個工件。為了減輕自動涂油機器人的質量,機身采用質量較輕的鋁合金材質。控制系統由PLC、觸摸屏、低壓電器等構成[2]。設備工作原理:先將8個空調連桿放入模具盒中,把模具盒放在X軸工作平臺固定安裝位置,隨后Z軸下降至模具盒初始位置,根據設計好的涂油路線,PLC控制Y軸帶著Z軸在Y方向上移動[10-11],模具盒在工作平臺上由同步帶帶動工作平臺在X方向上移動,Z方向上的涂油頭根據設定好的溫度和進給量進行涂油。
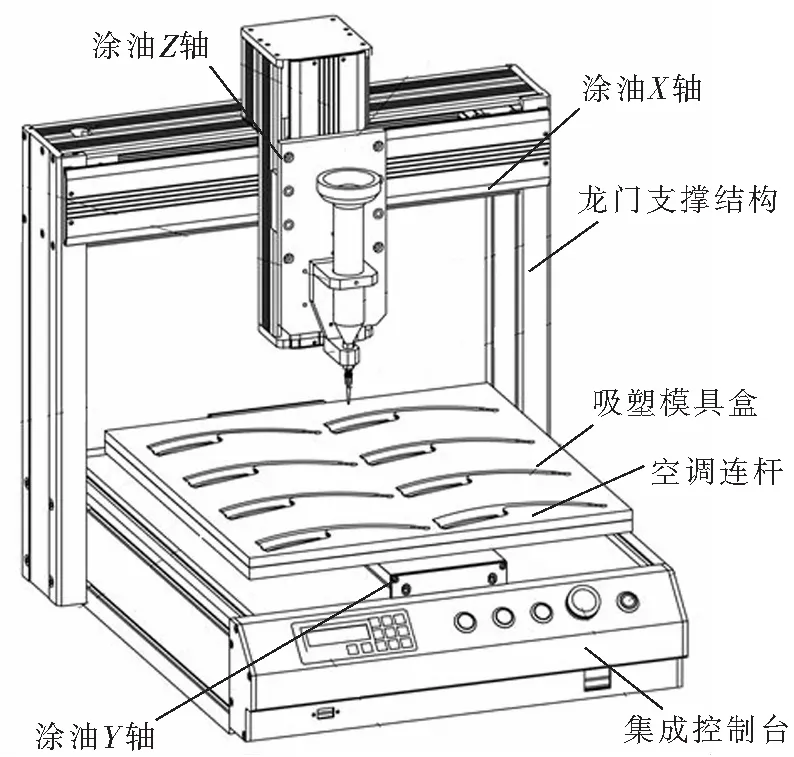
圖3 空調連桿自動涂油機器人整體結構Fig.3 Overall structure of automatic oiling robot of air conditioning connecting rod
2.2 運動分析
自動涂油機器人的核心技術是控制噴頭與工作臺的運動,自動涂油機器人有X-Y-Z3個方向的運動。其中主要運動是涂油頭在X-Y水平面內運動,根據空調連桿涂油的部分設定運動曲線,由42型步進電機提供動力進行涂油作業。
2.2.1Z軸方向運動
涂油Z軸由步進電機帶動齒形同步帶直線導軌運動,同步帶直線導軌具有定位精度高、高速靜音、運行穩定等特點。目前市場上齒形同步帶直線導軌的重復定位精度可達到0.04 mm。搭配42型步進電機運行,速度最高可以達到500 mm/s。但步進電機在啟動和停機的過程中存在的誤差是不可避免的,在這兩段過渡區間內,選擇合適的控制步進電機的啟停方式和控制電路,可以有效減少涂油過程中的工藝誤差[12]。
2.2.2X-Y水平方向運動
空調連桿的涂油主要是水平面的軌跡運動。空調連桿這類小型涂油件對外形尺寸沒有過大的要求,齒形同步帶能夠很好地滿足涂油精度要求。自動涂油機的X-Y水平方向運動結構如圖4所示。
圖4 水平運動結構圖Fig.4 Structure of horizontal motion
采用龍門式結構[13],X方向和Y方向沒有任何干涉,電機B轉動帶動涂油頭在X方向上移動,移動距離ΔX=ΔB。同理Y方向上,由電機A帶動工作平臺在Y方向上進行運動。移動的距離為ΔY=ΔA。通過電機A與電機B的轉動,實現涂油頭在工作平臺上X-Y方向上的運動。其中ΔA,ΔB分別表示2個電機帶動同步帶移動的距離,ΔX,ΔY分別表示噴頭在X,Y方向的移動距離。X與Y方向的位移為

(1)
同理X與Y方向速度相等,
(2)
式中:d0為步進電機的齒輪中徑;n為步進電機轉速。
自動涂油機龍門式執行機構,X軸、Y軸、Z軸正交式運行結構,可以實現涂油的精準定位。同時空間更加簡單,效率也更高。
3 自動涂油機器人控制系統設計
空調連桿自動涂油機器人控制系統由可編程控制器(PLC)、人機交互界面(HMI)、電機驅動器、傳感器等組成[14]。控制系統硬件如圖5所示,利用計算機編寫好程序后下載到PLC,PLC給步進驅動器脈沖信號控制步進電機轉動完成涂油動作。通過限位傳感器對各軸的位置進行保護,當軸超出行程時,行程開關將信號傳送到PLC,PLC做出相應反應。PLC將步進電機行走的路徑反饋到人機交互界面上,通過人機界面上顯示涂油頭的位置及涂油工作的進度,當超出行程系統時急停并自動報警。
圖5 自動涂油機控制系統硬件圖Fig.5 Hardware diagram of automatic oiler control system
人機交互界面使用的觸摸屏已經被廣泛應用,觸摸屏能夠滿足自動涂油機器人控制系統的坐標位置輸入與顯示功能,通過CAD等制圖軟件根據模具規劃好涂油路徑,由USB接口輸入,顯示到觸摸屏后,對輸入軌跡行程進行合理性判斷,判斷合理后電機根據軌跡進行運動,完成涂油工作。
3.1 控制系統硬件接線圖設計
空調連桿的涂油工藝需 3個自由度完成輪廓軌跡構建,其中涂油頭沿Y,Z方向往復運動,工作臺執行X方向位移。所以在解析其控制對象時,利用傳感器與步進電機對3個自由度的位移變量、運動方向、運動速度進行指令調控。為限制各自由度的位移量、位置點,空調連桿自動涂油機器人共需3組位置傳感器,同時涂油頭需要一組溫度傳感器以達到膠水最佳流動性。自動涂油機器人需要對3組步進電機進行控制。通過限位傳感器保證自動涂油機在運行的過程中不會發生碰撞等危險動作,保護設備與操作者的安全。自動涂油機器人控制系統硬件接線圖設計如圖6所示,對各軸進行限位開關及原點復位開關設計,在PLC輸出端采用3個位置控制模塊對3個軸電機進行控制。
圖6 控制系統硬件接線圖Fig.6 Hardware wiring diagram of control system
自動涂油機器人PLC選用西門子公司生產的S7-200 SMART作為控制系統核心。S7-200 SMART具有抗干擾能力強、性價比高、數據處理能力強、編程簡單、維修方便等優點。同時能夠對三軸實現100 kHz的高速輸出,實現精準定位,定位精度±0.04 mm,滿足自動涂油機器人的設計要求[14]。自動涂油機器人的位置控制采用3個EM253定位控制模塊,實現對三軸步進電機的控制。EM253輸出頻率能夠達到200 kHz,滿足步進電機的轉速要求。
3.2 控制方式研究和控制流程分析
自動涂油機器人通過點位控制信號實現 3個自由度驅動電機的脈沖信號轉換,并利用步進電機自有模式,實現脈沖信號生成數字模擬信號,嚴格控制了 3 組對應電機角位移量變化[15]。自動涂油機器人控制流程如圖7所示。
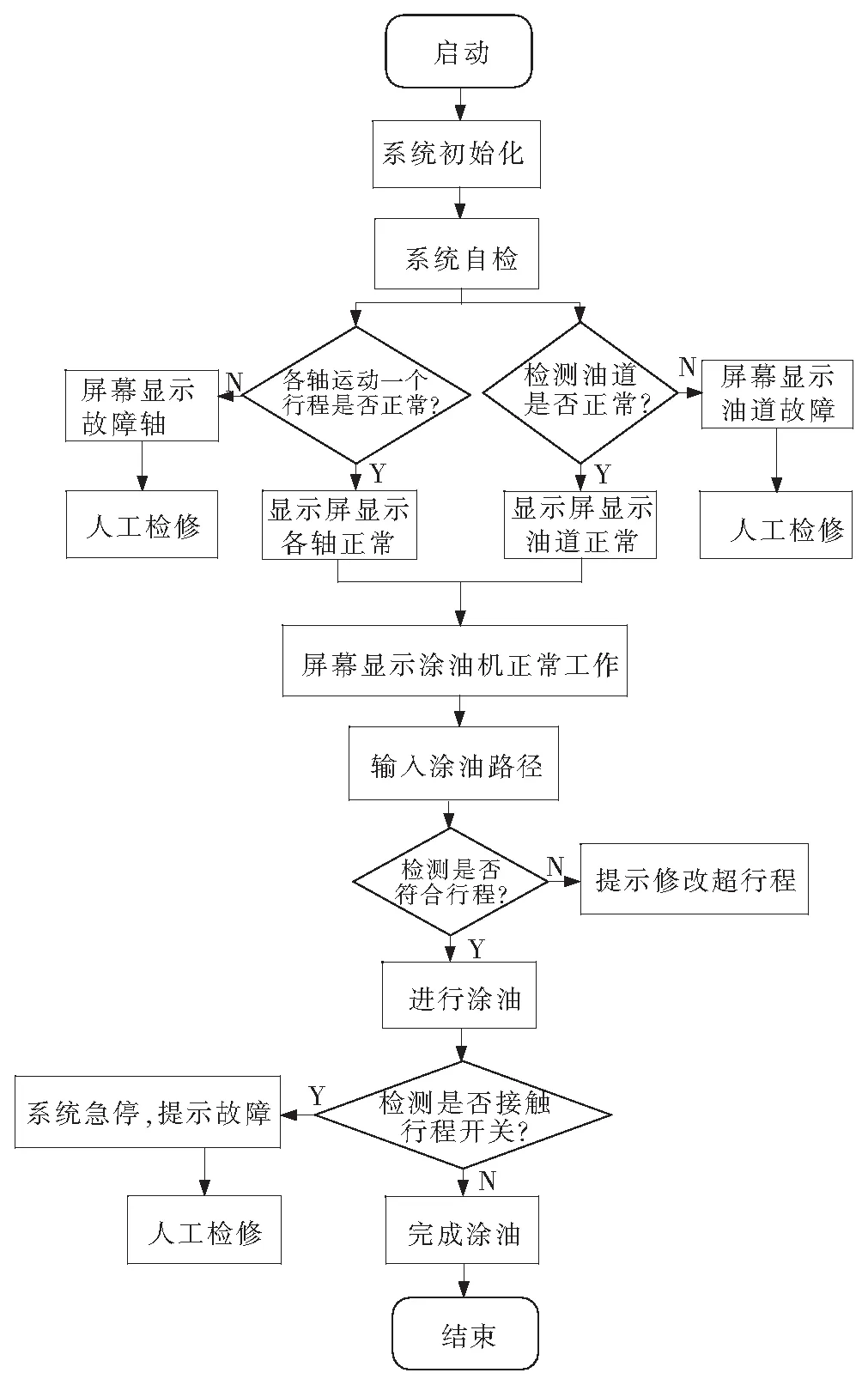
圖7 控制流程Fig.7 Control flow
按下啟動按鈕后,系統初始化開始自檢,系統將會自動將三軸各運動一個行程,檢查各軸有無故障,無故障則在顯示屏顯示各軸運行正常,若有故障顯示對應故障軸,提示人工檢修。油道檢測同理。當各軸和油路都正常之后,輸入涂油路徑,系統檢測涂油路徑是否符合行程,符合行程進行涂油。若不符合行程,屏幕顯示超出行程,修改路徑。涂油過程中系統會自動檢測行程開關的狀態,若碰到行程開關,系統急停,提示故障[16]。完成涂油后,發出聲音提示結束,人工將模具盒翻轉,完成另一面涂油。
4 虛擬裝配及仿真
在UG中對空調連桿自動涂油機進行虛擬拆裝,并對空調連桿自動涂油機器人單個涂油路徑進行仿真分析。給定3個軸初速度為300 mm/s,得各軸時間與位移關系圖,其中X軸與Y軸的位移圖如圖8和圖9所示。仿真結果表明,自動涂油機器人運行穩定,無干涉現象。通過仿真圖像可得,結構緊湊合理,涂完一個空調連桿的時間為18.6 s。經過實際車間調研得知,目前人工涂油時間需要28 s左右,自動涂油比人工涂油效率約提高了40%。
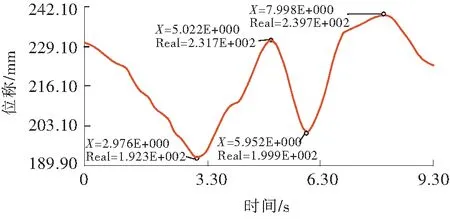
圖8 X軸方向位移圖Fig.8 X-axis displacement diagram
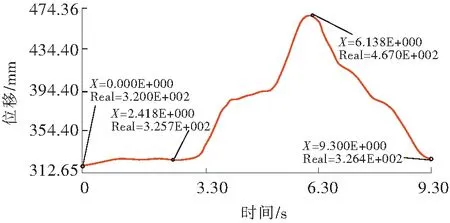
圖9 Y軸方向位移圖Fig.9 Y-axis displacement diagram
5 結 語
本文研發了一種為空調連桿自動涂油的直角坐標機器人,制定了涂油工藝技術路線,設計了整機結構與控制方案,實現了對空調連桿復雜路徑的涂油,解決了人工涂油存在的少涂、漏涂、質量差、勞動強度大等實際難題。
該機器人具有以下優點:1)空間軌跡的精準控制,涂油均勻、準確;2)模具盒容載大,一次可涂12個工件;3)行走速度快,高效、靈活。
該設備雖然提高了涂油的效率與質量,卻還不能實現自動上料與自動翻轉的全自動化涂油,今后會將設計重點放到上、下料裝置與自動翻轉,實現空調連桿的全自動涂油上。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
