金屬注射成形用鈷鉻鉬粉末的制備
2021-12-23 05:50:08尉念倫孫世清
河北工業科技 2021年1期
關鍵詞:工藝
尉念倫,孫世清
(河北科技大學材料科學與工程學院,河北石家莊 050018)
金屬注射成形(metal injection molding,簡稱MIM)是一種低成本、大批量生產形狀復雜及難切削加工材料金屬零部件的近凈成形技術。MIM制備的產品燒結密度高、微觀組織均勻、力學性能優異[1-5]。鈷基合金是一種良好的生物相容性金屬,被廣泛應用于生物醫學領域,特別是常用作骨科和牙科植入物[6]。鈷基合金通常被稱為非磁性合金,具有良好的耐熱性和耐腐蝕性,即使在高溫下也顯示出高強度,并且具有優異的抗二次腐蝕性能[7]。由于原材料成本高、設計復雜,以及制備工藝的局限性,鈷鉻鉬金屬產品的發展也受到了限制。MIM工藝具有近凈成形的制造優點,適于生產大批量、高復雜度的零件,可以作為一種替代手段來克服這些問題,并且可以降低生產成本[8]。
在注射成形工藝中,合格的原材料金屬粉末是工藝發展的基礎。在選擇金屬粉末時,必須考慮金屬粉末的粒徑分布和顆粒形狀。金屬粉末影響原料的特性,特別是在黏度、流動性、燒結行為和其他功能特性等方面[9]。隨著金屬粉末粒徑的增大,喂料黏度的降低,它對注射成形過程穩定性的影響程度也會增大。此外,粉末粒徑也會影響燒結體的致密化和機械性能[10]。大多數研究者傾向于使用較小粒徑的顆粒,即大部分粒徑小于22 μm的粉末,以增強燒結體的致密化,從而獲得優良的機械性能和耐腐蝕性能。較小粒徑的顆粒也有助于燒結壓坯獲得更好的表面光潔度[11]。原材料粉末顆粒的形狀也是比較重要的,因為其幾何結構控制著流動性、黏度和脫黏行為,進而控制著最終模壓體的力學性能。這些參數在金屬注射成形過程的各個階段起著至關重要的作用。
本文主要利用水氣聯合霧化工藝,克服制粉工藝技術難點,制備MIM用的鈷鉻鉬粉末。新工藝所制得的金屬粉末兼有水霧化粉末粒徑小和氣霧化粉末球形度好的優點,并且適合注射成形工藝使用。
1 實 驗
1.1 鈷鉻鉬粉末的制備
首先,根據鈷鉻鉬金屬的成分配比配好原料,鈷鉻鉬合金的具體成分見表1。在霧化水壓為90~110 MPa,霧化氣體壓力為1 MPa,2個水霧化噴嘴的夾角分別為40°和50°,以及V型噴嘴水流呈扇面且夾角為15°的條件下,將原料置于中頻爐中熔化,當達到熔融狀態時,將溫度升至1 650 ℃,并持續保溫靜置10 min,然后將熔融金屬倒入中間包(一種將熔融金屬流入霧化器的裝置),熔融金屬通過中間包底部中央的漏孔進入霧化區域,漏眼的直徑為4 mm,將所霧化的鈷鉻鉬粉末收集到集粉器中,并進行加壓脫水,最后將金屬粉末置于真空干燥機中干燥。

表1 鈷鉻鉬合金成分Tab.1 Compositions of cobalt-chromium-molybdenum alloy
1.2 鈷鉻鉬粉末的檢測
通過振動篩檢測粒徑小于25 μm粉末的收得率;使用掃描電子顯微鏡(JXA-8100SEM,日本電子株式會社提供)觀測所制得粉末的形貌;用激光粒度儀(Bettersize2000,丹東百特科技有限公司提供)測試粉末顆粒的粒徑;采用氧氮分析儀(ONH-3000,鋼研納克檢測技術股份有限公司提供)測試氧含量;使用振實密度儀(BT-1000,丹東百特科技有限公司提供)測試其振實密度。
1.3 水氣聯合霧化系統
水氣聯合霧化系統示意圖如圖1所示。從圖中可以看出,高溫熔融金屬液流在重力及氣體負壓雙重作用下進入霧化區域,鋼液先于噴盤入口處被平行的渦旋氮氣氣流預分散,破裂為“刷子狀”的多個纖維絲狀金屬液滴,進而被超高壓霧化水破碎,在下落過程中受表面張力作用收縮成近球形,然后冷卻凝固成為超細金屬粉末。
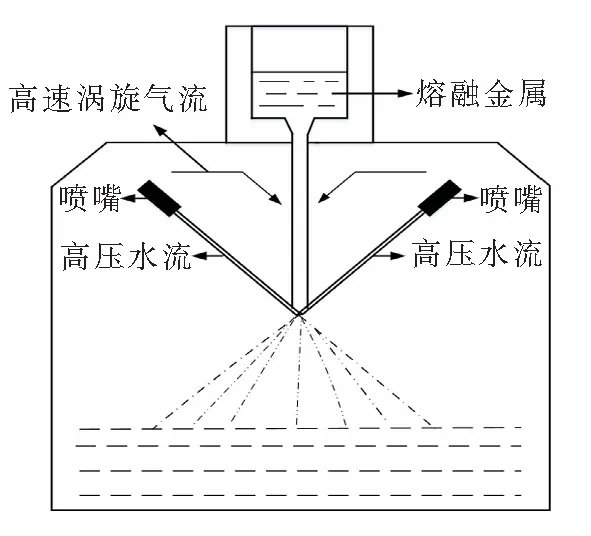
圖1 霧化系統示意圖Fig.1 Schematic diagram of atomization system
2 結果與討論
2.1 鈷鉻鉬金屬的冶煉
金屬熔煉使用中頻感應熔煉爐,將原料放入爐子內,按規定的方法升高溫度,將原料熔化,并在將熔融鈷鉻鉬金屬倒入中間包前,在靜置的熔融鈷鉻鉬金屬中取樣,使用直讀光譜檢測其成分,以確保每爐的金屬損耗都在合格范圍內,保持爐次間成分穩定。金屬熔融溫度及在霧化期間熔融金屬液流的溫度都是工藝過程中重要的參數,熔融溫度影響粉末氧含量、粒徑分布及顆粒形狀等。當熔融金屬溫度過高時,氧在熔融金屬中的溶解度增大,霧化過程中產生的氧化物增多,金屬粉末被氧化嚴重;并且,爐子壽命急劇降低,熔融金屬中的Cr,Mo等活潑元素燒損增大[12]。當熔融金屬溫度過低時,在霧化過程中金屬液流在漏管中容易凍結,導致熔融金屬的表面張力和黏度都增大,不利于粉末的細化和球化,粉末形狀也變復雜。實驗證明,熔融金屬的溫度控制在1 600~1 650 ℃為宜。
注射成形零件通常有一定的孔隙率,這意味著機械性能低于全致密鋼零件。因此,注射成形工藝路線的另一個限制是難以使用氧化敏感合金元素,例如鉻和錳,但是其作為有效的合金元素和低成本的金屬又是不可或缺的。另一方面,多年來鉻和錳的合金化一直非常有限。其原因是這兩種元素對氧具有很強的親和力,具有形成穩定氧化物的強烈傾向,這使得注射成形加工過程中的氧化物還原成為具有挑戰性的問題。所以,在金屬熔煉過程中必須優化熔煉工藝參數,減少氧化敏感合金元素形成氧化物的影響[13]。鈷鉻鉬金屬熔煉后,在霧化過程中用水氣聯合霧化技術成功地制備了微細近球形的鈷鉻鉬粉末,假設其他條件一定,則霧化實驗的參數及結果列于表2。
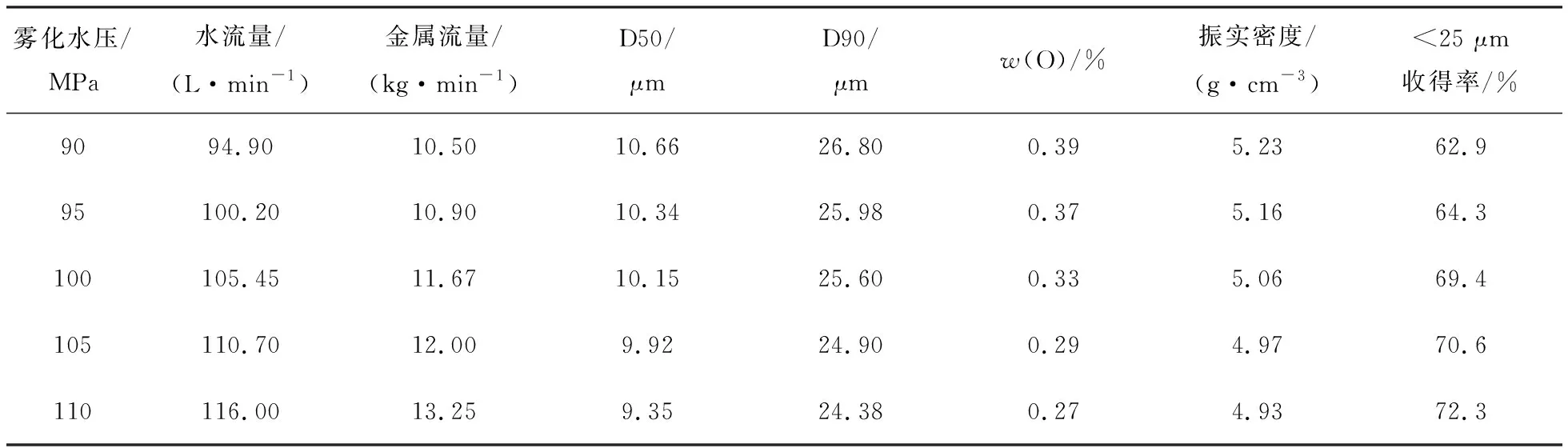
表2 實驗參數和結果Tab.2 Experimental parameters and results
2.2 鈷鉻鉬粉末的粒徑
通過調整水氣聯合霧化工藝,并根據鈷鉻鉬金屬的特性,制備出符合注射成形工藝標準的鈷鉻鉬粉末。在霧化系統中,鈷鉻鉬金屬液流流速隨著霧化水壓的增大而增大,霧化系統內的氣體負壓也隨之增大,霧化系統對于流入的金屬液流產生的吸力更加明顯。從而在熔融金屬自身重力以及負壓所產生吸力的作用下,經過漏嘴流入到霧化區域的金屬液流流速逐漸增快。同時,隨著霧化水壓的增大,一定量霧化水的動能增大;雖然在相同時間內流入霧化系統的熔融金屬同樣增加,但是霧化水量和熔融金屬液流的比例同樣隨著水壓的增大而增大;隨著霧化水壓的增大,單位質量熔融金屬在霧化系統中對應的霧化水量同樣增加。在霧化時,霧化系統中產生的霧化氣流和參與霧化的高壓水流動能轉化為霧化金屬液滴的表面能,當霧化水壓增大時,對于單位質量的熔融金屬液流將有更多的霧化動能轉變為金屬液滴的表面能,所以可用于分解熔融金屬流的能量增加,導致平均粒徑減小,因此粉末粒徑隨著霧化水壓的增大而減小[14]。對表2中數據分析可知,所制備的鈷鉻鉬粉末中位徑D50及D90隨霧化水壓的增大而顯著減小,并且小于25 μm的粉末收得率顯著增加。
圖2是在水氣聯合霧化制備粉末時,其他條件一定的情況下,粉末粒徑隨不同霧化水壓的變化曲線。從圖2中可以看出,當霧化水壓從90 MPa 逐漸升高至 110 MPa,粉末平均粒徑 D50由10.66 μm降至9.35 μm,D90由26.80 μm降至24.38 μm。研究表明,隨霧化水壓的增加,金屬粉末粒徑越來越小,符合注射成形工藝標準的粉末收得率顯著增加。產生此效果的原因是,由于水壓的增大,從噴嘴中噴射出來的高壓霧化水流的速度明顯增大,則其動能增加,從而熔融金屬液流受到明顯增大的沖擊力,使粉末的霧化效果更加明顯。
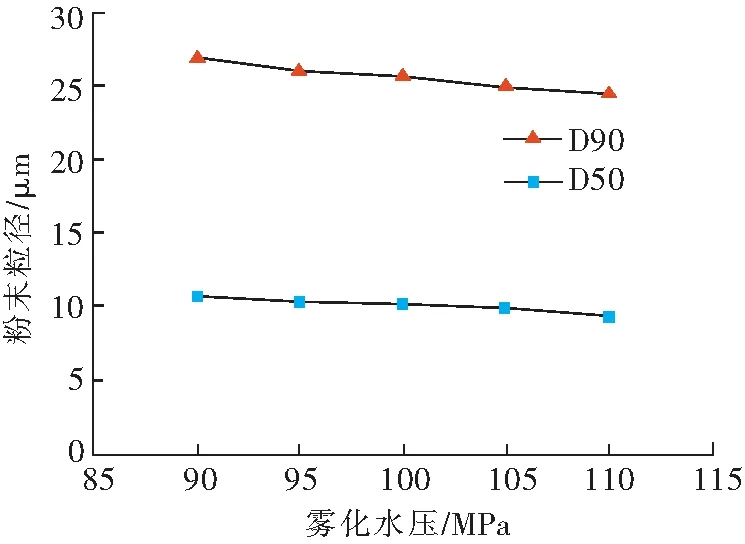
圖2 不同霧化水壓與粉末粒徑的關系Fig.2 Relationship between different water atomization pressures and powder particle sizes
2.3 鈷鉻鉬粉末的氧含量
鈷鉻鉬霧化粉末的氧含量直接影響粉末的質量。根據粉末的化學成分和質量,在燒結過程中會形成一些氧化物。因此,金屬粉末中的氧化物含量決定了其用于制造燒結組件的應用范圍。鈷鉻鉬霧化粉末中的氧含量主要來源于氧化物粉末顆粒、粉末顆粒上的表面氧化物以及溶解氧,其中表面氧化物是氧含量的主要來源,其他兩種氧化物對粉末總氧含量的貢獻很小[15]。不同形式氧化物的出現對粉末的使用有不同的影響。
鈷鉻鉬霧化粉末中的氧含量可以表示為
Otot=OA+OB+OC,
(1)
式中:Otot為水霧化粉末的總氧含量;OA為氧化物粉末顆粒(離散氧化物,分為2種類型:在第1類型中,整個粒子是氧化物;在第2類型中,粉末顆粒內部是氧化物);OB為粉末顆粒表面的氧化物(表面氧化物,可分為2種類型:在第1類型中,氧化物覆蓋整個粉末顆粒周圍;在第2類型中,粉末顆粒表面的特定部分被氧化物塊占據);OC為溶解氧(快速凝固導致溶解氧在粉末顆粒中滯留)。
當熔融的金屬液流與高壓霧化水接觸時會產生大量的水蒸氣,高溫下水蒸氣會與金屬發生反應,生成的金屬氧化膜附著在粉末表面而導致粉末的氧含量上升,這是由于熔融金屬液滴在水蒸氣中自由降落的時間越長,其與水蒸氣中的氧在高溫下發生更多反應。通過增加水的流速(保持其他變量固定),金屬顆粒的淬滅速率增加,使其在氧化溫度范圍內的浸泡時間減少,從而霧化形成的金屬粉末顆粒表面氧含量降低。從表2的可以看出:隨著霧化水壓的增大,粉末的氧含量逐漸減少。這是由于粉末凝固的時間變短,另一方面霧化水壓的增大導致霧化區域負壓增加,產生的水蒸氣被抽走,熔融液滴與水蒸氣接觸的時間變短,因而氧含量下降。
表3中給出常規水霧化和水氣聯合霧化工藝下,粉末氧含量的不同,常規水霧化工藝制備的粉末氧含量較高,水氣聯合霧化制備的粉末氧含量低。這是由于水氣聯合霧化工藝中,會向霧化系統充入氮氣,排除其他的氣體,從而降低被打碎的熔融金屬液滴與氧氣接觸的幾率,從而降低其氧含量,所以水氣聯合霧化工藝具有氧含量低的優勢。
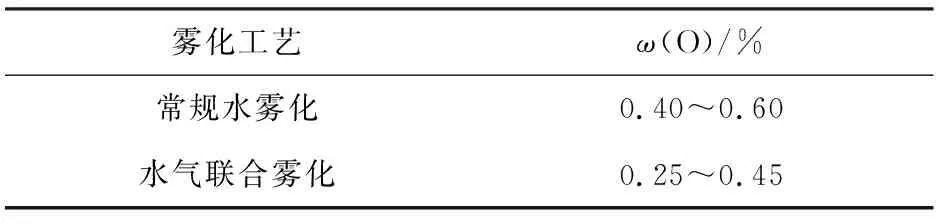
表3 鈷鉻鉬合金的2種霧化工藝的氧含量對比Tab.3 Comparison of oxygen contents between two atomizing processes of cobalt-chromium-molydenum alloy
2.4 鈷鉻鉬粉末的形貌
在霧化過程中,當熔融液流與霧化水柱發生撞擊后,產生的金屬液滴在自由下落過程中的凝固時間及球化收縮時間是粉末的形貌形成差異的決定性因素。當金屬液滴的凝固時間發生在球化收縮時間之前,液滴的凝固在完全球化之前已完成,所得的粉末為不規則形狀;當液滴的凝固時間發生在球化收縮時間之后,液滴的球化收縮在凝固前就已經完成,所得到的粉末為球形粉末[16]。圖3是不同壓力下霧化金屬粉末的形貌。由圖3可知:隨著霧化水壓的逐漸增大,鈷鉻鉬粉末的顆粒粒徑變小,且粉末形貌多呈近球形;這是由于霧化水壓的增大,霧化過程中產生的氣流和高壓水流的動能更多地轉化為金屬液滴的表面能,產生更大的表面張力,使金屬液滴的表面球化收縮時間變短,所以產生粉末形貌呈近球形。
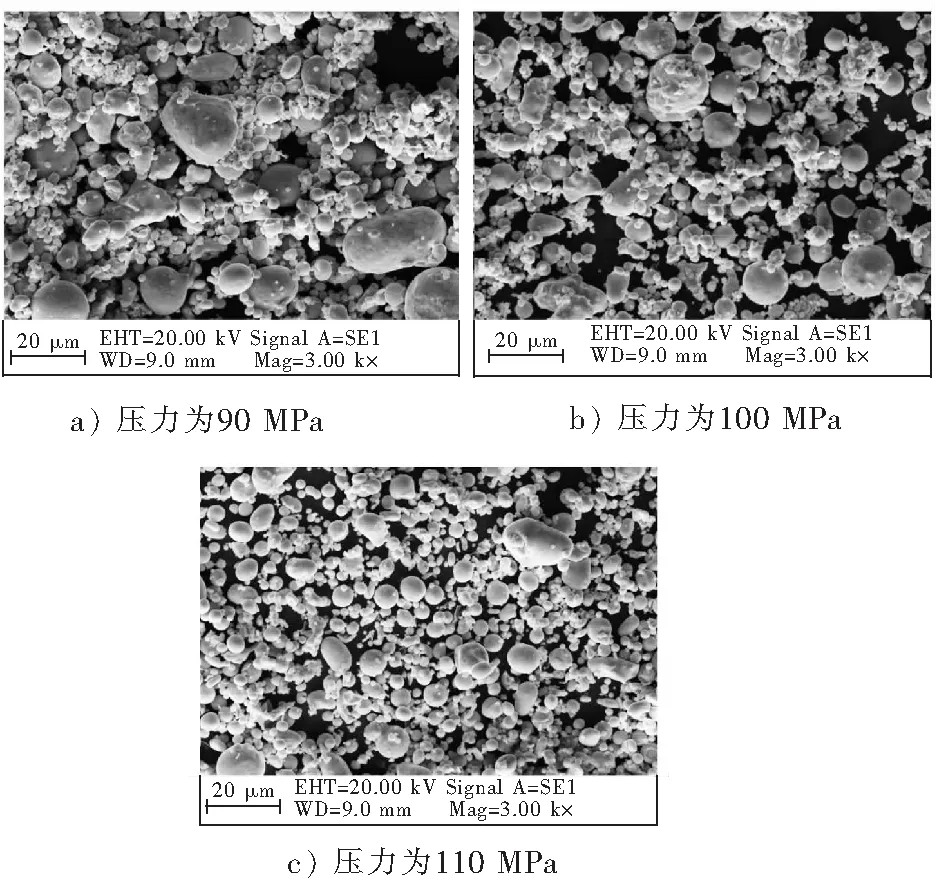
圖3 不同壓力下霧化金屬粉末的形貌Fig.3 Morphologies of atomized metal powder under different pressures
球形粉末顆粒比不規則形狀顆粒更適合獲得更大的填充,因此其最終產品具有更高的密度。不規則形狀的粉末顆粒在脫膠后確實表現出較高的模壓強度。此外,與不規則球形顆粒相比,球形顆粒的黏度較低,所以擁有一定球形粉末會使粉末的流動性更好,有益于粉末在注射成形的注塑成形過程中展現出較好的原料成形狀態。
3 結 語
本文提出了制備鈷鉻鉬粉末的水氣聯合霧化工藝優化方案。它結合了水霧化和氣霧化的優勢,使制得的粉末兼有水霧化粒徑小和氣霧化球形度好的優點,適合廉價大規模地制取微細球形金屬粉末,在實際生產中有廣泛的應用前景。
1) 所制備的鈷鉻鉬粉末中位徑D50及D90隨霧化水壓的增加而顯著減少,粒徑小于25 μm的粉末收得率則顯著增加。
2) 隨霧化水壓的增加,金屬粉末粒徑越來越小,粉末的氧含量逐漸減少。
3) 水氣聯合霧化工藝比常規水霧化工藝制備的粉末氧含量低。
4) 水氣聯合霧化工藝制備的鈷鉻鉬粉末多為近球形粉末,且粉末較細,比水霧化工藝制備的粉末球形度好,比氣霧化制備的粉末更細,符合注射成形工藝的標準。
5) 在金屬熔煉過程中須選擇合適的溫度,以減少因過燒和熔煉溫度不達標而引起的不利影響。
水氣聯合霧化工藝未能避免水霧化工藝固有的缺陷,即氧含量過高,氧化物難以去除;本文也只闡述了粉末中氧化物的問題,并未提出解決方案。在未來研究中,將致力于降低粉末氧含量及粉末中的氧化物,進一步優化水氣聯合霧化工藝。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
