鋼懸鏈線立管焊縫的自動超聲檢測
2021-12-22 05:32:46張天江
無損檢測 2021年7期
陳 亮,張天江,吳 員
(海洋石油工程股份有限公司,天津 300452)
鋼懸鏈線立管(SCR)是深海油氣開發半潛平臺的重要組成部分,由于其受力狀態特殊,所以需要嚴格控制焊縫質量,目前自動超聲檢測(AUT)已成為此類管線的首選檢測方法。DNVGL-ST-F101-2017和API 1104-2008標準中的基于經驗的焊接缺陷驗收標準已不能滿足此類焊縫的檢測需求,需根據工程臨界分析(ECA)技術建立項目專用的焊縫缺陷驗收標準,要求AUT技術具有高定量精度,以滿足工程應用的需要。筆者介紹了SCR焊縫質量檢測技術,對缺陷的高度定量進行了修正,提高了缺陷高度的定量精度。
1 檢測對象
鋼懸鏈線立管集海底管線與立管于一身,用來連接海底生產系統與油氣處理平臺,其分為常規海管區域、非關鍵區域和關鍵區域。SCR管線設計如圖1所示。
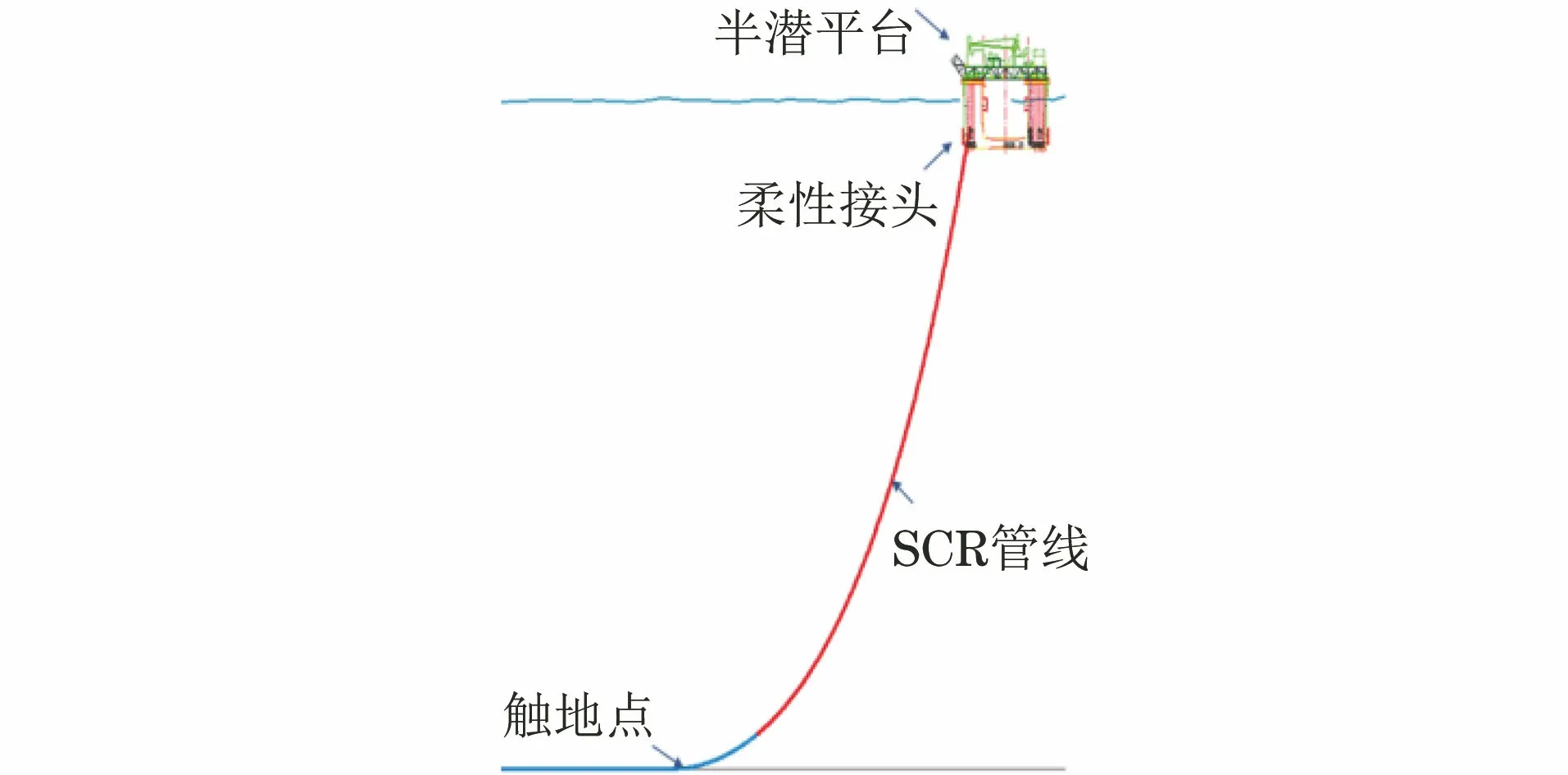
圖1 SCR管線設計示意
2 檢測方法
SCR管線在服役期間受到循環應力的作用,但不允許對焊縫進行任何返修作業,因此精確評定缺陷的尺寸至關重要。射線檢測不能測定缺陷的高度和深度,常規超聲檢測和相控陣檢測技術的高度定量精度不足,所以均不適用于此類管線的焊縫檢測。相控陣AUT既具有發現微小缺陷的能力,也能滿足高度定量精度的要求,可以用來檢測海底管線焊縫。
DNVGL-ST-F101-2017標準規定了用分區法相控陣AUT對海底管線焊縫進行檢測。管線采用ECA技術驗收,某SCR海底管線項目的典型ECA驗收標準如表1所示。

表1 某海底管線項目的典型ECA驗收標準 mm
3 AUT的原理
3.1 相控陣原理
相控陣技術分別對陣列中的每個晶片延時發射激勵脈沖,從而可創建不同的聲束角度及聚焦距離。一個分區的波束檢測如圖2所示,相控陣技術使用一組探頭就可覆蓋檢測焊縫區域。

圖2 一個分區的波束檢測示意
3.2 分區法AUT原理
分區法檢測技術依據焊縫的坡口形式設置焊縫根部、熱焊、填充及蓋面等分區,每個分區高度為13 mm,同時采用超聲衍射時差法(TOFD)及體積檢測通道,以提升不同類型缺陷的AUT檢測能力及定量精度。每個分區設置獨立的檢測波束,其以焊縫中心線對稱布置(波束設置見圖3),并有效覆蓋焊縫中心,實現焊縫檢測區域的有效檢測,檢測結果以帶狀圖的方式顯示(見圖4)。

圖3 分區法波束設置示意
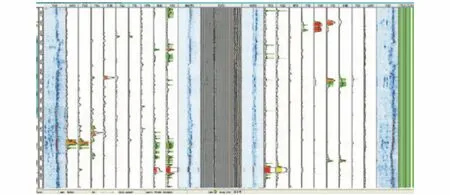
圖4 焊縫檢測結果的帶狀圖顯示
4 試驗方法
4.1 AUT檢測系統
使用PipeWIZARD-V4檢測系統,配置一組相控陣探頭,一組TOFD探頭,探頭對稱放置于焊縫兩側,掃查裝置安裝在固定式導軌上,通過PipeWIZARD系統軟件控制掃查器行走,實現焊縫的機械化掃查、數據實時顯示及評判。
4.2 檢測對象
檢測對象為X65碳鋼管,外徑為168 mm,壁厚為18.6 mm。采用自動熔化極氣體保護焊(GMAW)焊接工藝,通過調整焊接工藝參數制作了46個焊接缺陷,缺陷高度為0.5~2 mm,長度為5~15 mm,高度覆蓋驗收標準的最小值,長度接近驗收標準的極限值,驗證AUT對最小缺陷的檢測能力。焊縫缺陷的類型包括坡口未熔合、根部未熔合、內部密集氣孔及層間未熔合等體積型缺陷。
4.3 缺陷高度定量方法及修正
每個通道設置獨立的反射體進行靈敏度校準,焊縫表面設置規格(長×寬)為1 mm×1 mm的槽,根部設置規格(長×寬)為1 mm×1 mm的槽,填充及熱焊區設置直徑為2 mm的平底孔,焊縫中心設置直徑為1.5 mm的平底孔[1],所有反射體與坡口平行。每個通道的基準波幅設置為滿屏高度的80%,填充區相鄰通道覆蓋15%~50%的滿屏高度,典型AUT校準試塊反射體布置如圖5所示。
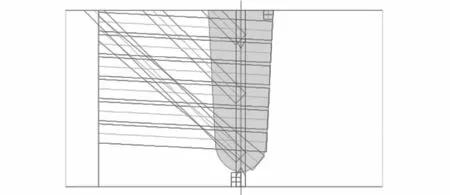
圖5 典型AUT校準試塊反射體布置示意
缺陷的高度采用波幅法評定[2],缺陷高度與波幅成正比,設定波幅為80%滿屏高度對應的尺寸為該通道反射體尺寸,波幅超過滿屏高度時,分區高度即是缺陷高度(波幅法定量數據如表2所示)。若TOFD通道有清晰顯示,且能區分上下尖端信號,則采用TOFD方法測定缺陷的高度。
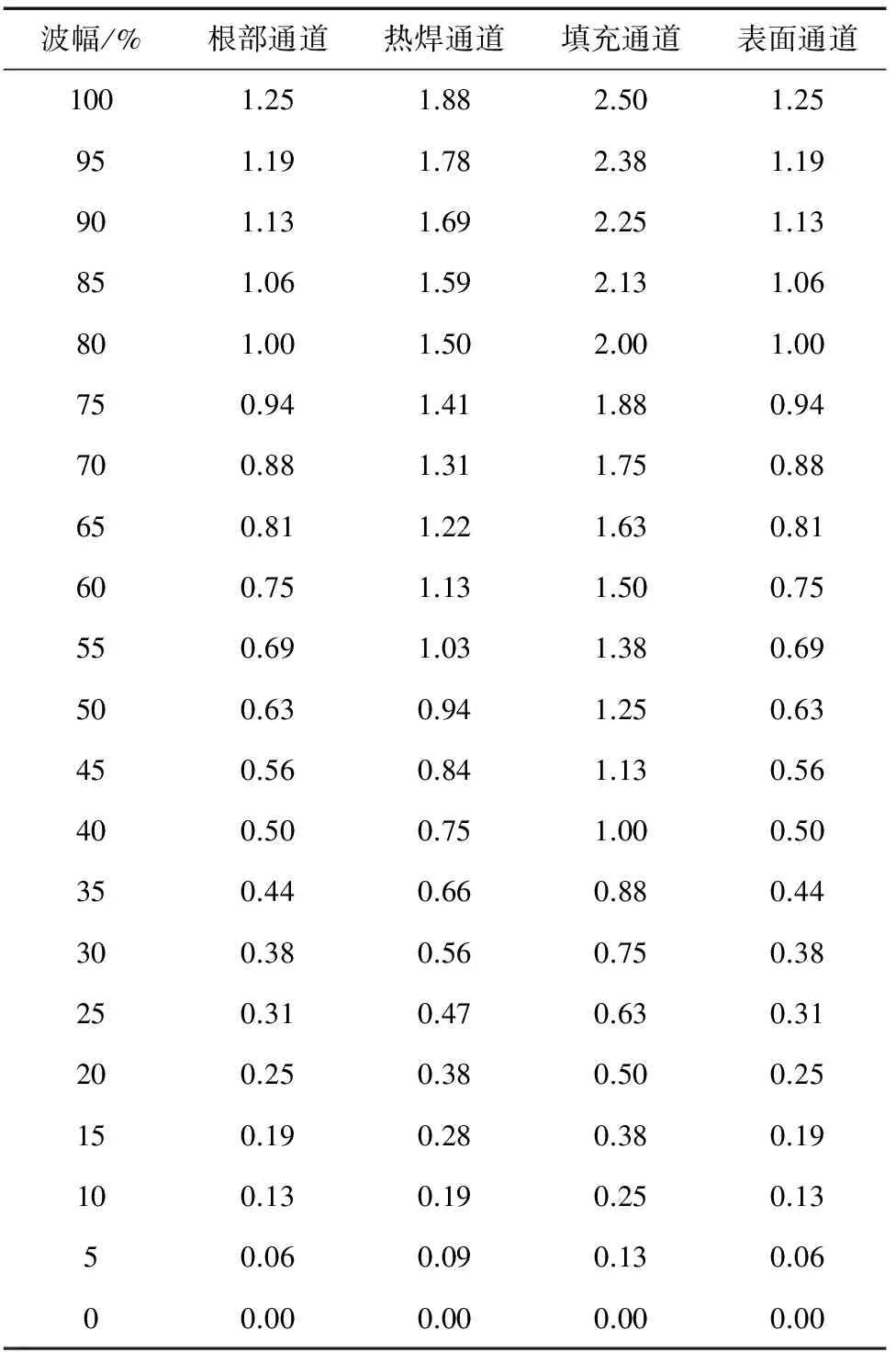
表2 波幅法定量數據 mm
AUT缺陷顯示分為單通道顯示和多通道顯示,缺陷D6的單通道AUT顯示如圖6所示,缺陷D7的多通道AUT顯示如圖7所示,對兩個缺陷的AUT數據進行常規高度評定及波幅高度修正評定,通過金相檢驗測量缺陷的實際尺寸(見圖8,9),將AUT結果與金相檢驗測量缺陷的實際尺寸進行對比,驗證AUT數據修正后的評定精度。AUT修正前后數據與金相檢驗測量數據的對比如表3所示,由表3可知,修正后的AUT評定值更精確。

表3 AUT修正前后數據與金相檢驗測量數據對比

圖6 缺陷D6的單通道AUT顯示
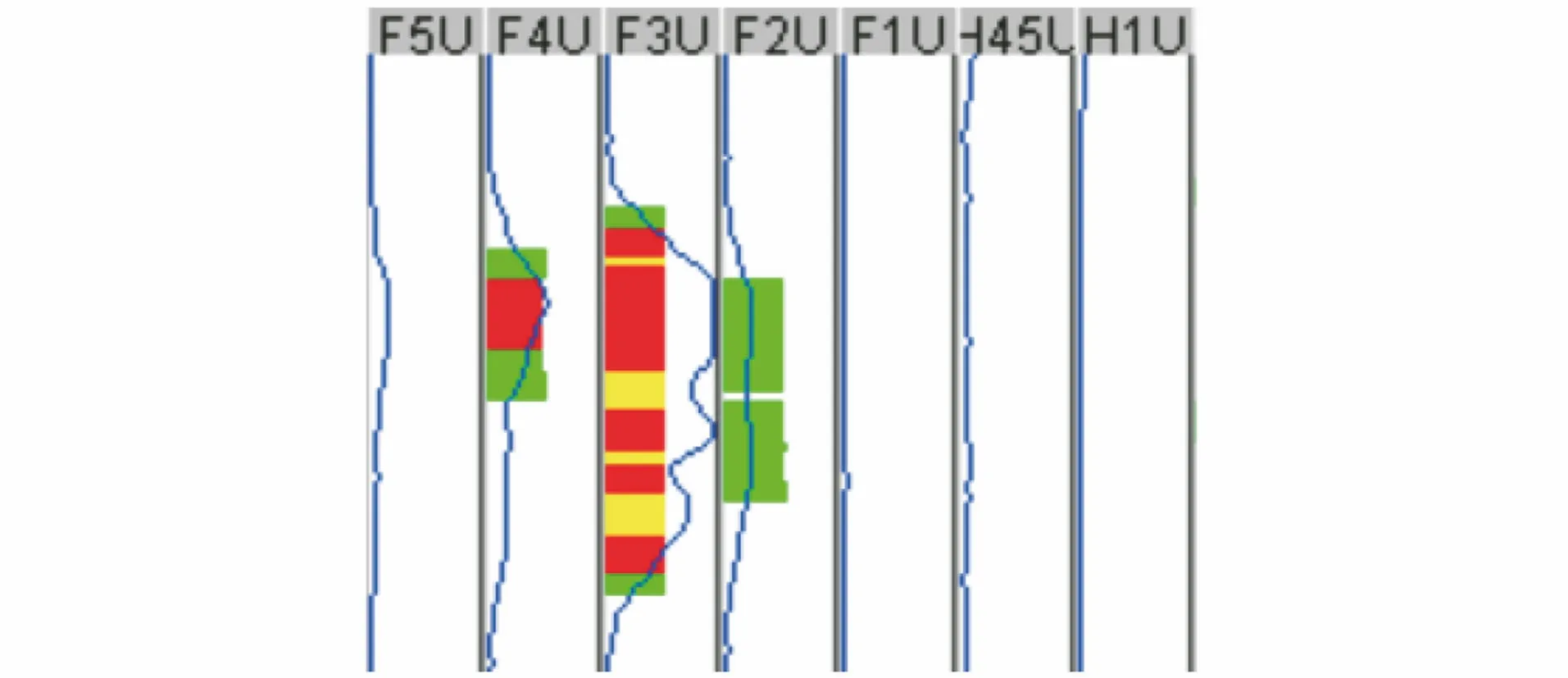
圖7 缺陷D7的多通道AUT顯示

圖8 缺陷D6的金相檢驗顯示
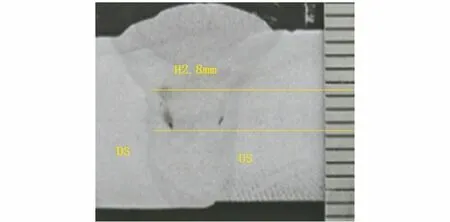
圖9 缺陷D7的金相檢驗顯示
4.4 數據分析
對制作的焊縫缺陷進行AUT檢測,一一記錄46個缺陷的最高顯示波幅及顯示通道,通過采用波幅法及修正方法進行缺陷高度的尺寸評定,對所有評定的缺陷進行金相檢驗,測定缺陷的實際尺寸。通過將AUT結果與金相檢驗結果進行對比,驗證了修正后的AUT評定方法的準確性,焊縫的AUT結果與金相檢驗結果如表4所示。

表4 焊縫的AUT結果與金相檢驗結果 mm
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13