鈑金加工領域的自定位應用研究
2021-12-22 13:21:38畢研亮王士鵬陳玉杯劉雨晨
智能制造 2021年6期
畢研亮,王士鵬,陳玉杯,劉雨晨
(山東朗進科技股份有限公司,山東 濟南 271100)
1 引言
目前空調殼體基本都是采用薄板金屬件(簡稱鈑金件)下料、折彎、拉伸、成形和組裝。隨著激光切割逐步替代傳統的沖床技術,通過切割工序模具簡化、高效數控編程等手段,鈑金下料工序的效率及產品質量已經得到很大提升,工序準備時間進一步減少。
但焊接裝配等工序受到自動化程度影響,仍主要靠人工實現,成為了制約生產的主要環節,適當增加鈑金件的結構復雜性(下料工時會稍長),可以減少后續鉚焊的定位時間和糾錯時間,匹配各生產工序,達到提高生產效率的目的。
2 鈑金主要定位方案
2.1 鉚釘定位方式
該方式是目前普遍采用的高效簡便的定位方式,定位準確度較高,不易出錯。對于不同材質鈑金件拼接一般采用該方式;該方式的優點是定位準確度高、無焊接變形、操作效率高且不易出錯;該方式需要采用鉚釘作為連接件,所以此種方式物料成本較高;需要在兩個連接件上開口,加工工時較長,且防水性較差。
2.2 外形尺寸定位方式
通過適當改變鈑金零件的形狀來實現自定位,比如適當加長尺寸,增加局部的定位結構等。
2.3 榫口定位
該方式主要是通過在兩個配合件上設計缺口或凸臺方式實現配合,可以保證定位準確度,減少配合錯誤,但是需要對配合件結構進行特殊設計,需要設計師轉變設計思路,同時下料時間會有所增加,對于采用傳統沖床加工工藝的制造商需要評估前端工序增加用時和后續節省時間的平衡點,保證生產效率最優。
2.4 與定位件重合定位
鈑金設計過程中有很多小零件位置會與加強筋及邊板位置比較接近,此時可以通過與已采用其他方式定位的大部件進行重合定位,減少至少一個方向的定位。
2.5 鈑金增加定位點
目前主要有數控沖壓印方式和激光打標方式。
數控沖壓印方式主要是采用正面和反面打點方式,正面采用較大點,反面采用較小點,焊接時根據印記進行定位確認。
激光打標方式主要是通過激光進行畫線方式,因激光切割無下模,故這種方式一般只能進行正面畫線,無法進行反面定位。
此種方式主要應用于走線扎等小的標準件,這些零件數量較多且分布沒有規律,同時對定位準確度要求不是很高。缺點是若零件較多定位比較混亂,易出錯,受操作人員水平影響較大。
2.6 對稱件設計
對于類似零件或鏡像件設計為一個零件,避免因零件相近出現使用錯誤或者焊接位置錯位等情況,可以有效地減少區分零件和焊接錯誤用時。
2.7 防呆設計
對于基本對稱的零件,若無法設計成對稱結構,需要考慮增加防呆結構,避免因確認不到位組裝錯誤,即放大零件的不對稱性,避免使用錯誤。設計時要充分考慮到加工人員水平參差不齊,盡量通過設計避免技能水平較差人員犯錯,從源頭上降低出錯和返工率,進而提高生產效率。
2.8 設計專門的定位零件進行定位
對于一些帶角度的配合或者較難測量的裝配配合,可以考慮在現有殼體上增加定位零件方式進行定位,這些零件可能僅是起到定位功能,也可能同時起到支撐和固定的功能,可以有效地提高定位準確度,同時避免后續因加工誤差較大反復整改工作。
2.9 一體化設計定位
對于實現同一功能的分體零件,可考慮一體化設計,避免相互之間的定位,減少定位時間。
2.10 定位工裝定位
當以上自定位方案均無法采納時,可以采用目前普遍采用的定位工裝設計,合理的定位工裝設計會極大地提高組裝工序的工作效率,提高整個生產系統的匹配度。
3 實際定位設計研究
目前鈑金行業主要的定位方式中,鉚釘定位方式、鈑金增加定位點和定位工裝定位三種定位方式為目前主要的定位方式,在此不做贅述。現主要針對其他需要進行配合設計或需要設計思路轉變的定位方式結合空調殼體加工實例進行介紹,旨在通過案例分析給設計者一種新思路,并運用到日常設計中,提升公司的加工能力。
3.1 外形尺寸定位方式
零件1是僅為實現功能設計,如圖1a所示,零件布置在底板中部,焊接時需要對長度和寬度方向定位尺寸進行確認并進行焊接,定位時間較長且焊接誤差較大;可進行零件2方式優化,如圖1b所示,評估無干涉后,將零件延伸至前面端部,進行長度方向重合配合,同時在中部設計翻邊進行寬度定位,可以減少查找定位尺寸時間,且有效控制焊接誤差。
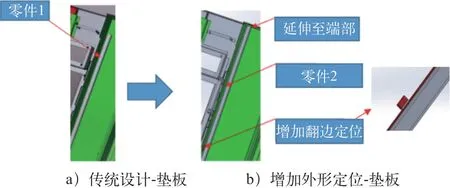
圖 1 墊板
3.2 榫口定位
對零件1左右方向進行定位,如圖2a所示,一般采用打點方式,定位準確度較低,且效率偏低。在零件1和零件2配合處形成榫口配合,如圖2b所示,既提高了定位準確度,同時標記明顯有利于節省定位時間。
對零件1前后左右方向進行定位,如圖3a所示,一般采用打點方式,定位準確度較低,且效率偏低,且該零件為螺紋孔,若偏差較大后續需要對殼體進行調整,浪費工時。在零件1和零件2配合處形成榫口配合,如圖3b所示,既提高了定位準確度,同時標記明顯有利于節省定位時間,且焊縫只是由上部移至底部,焊接工作量并未增加。
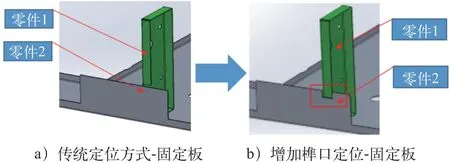
圖 2 固定板
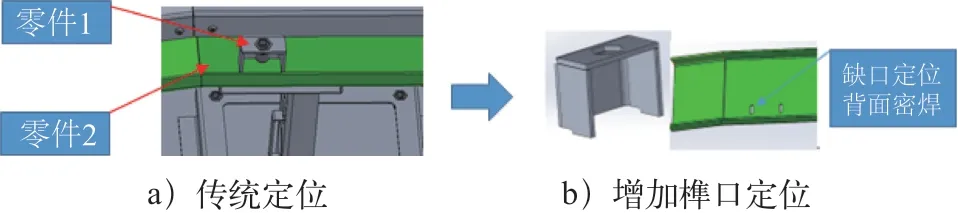
圖 3 支架
3.3 與定位件重合定位
加強筋已采用其他方式定位完成,如圖4所示,其他小支架可以通過重合配合實現一個方向的定位,同時結合其他方式實現另一個方向定位。
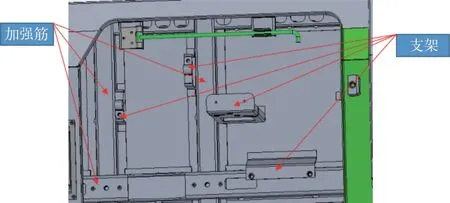
圖 4 重合定位方式-支架
3.4 對稱件設計
零件理論上只需要一個開口,如圖5所示,上下兩側零件為鏡像件,使用過程中極易出錯,且不易發現,通過設計為對稱件,兩種零件統一為同一種零件,可以有效避免區分時間和焊接錯誤。
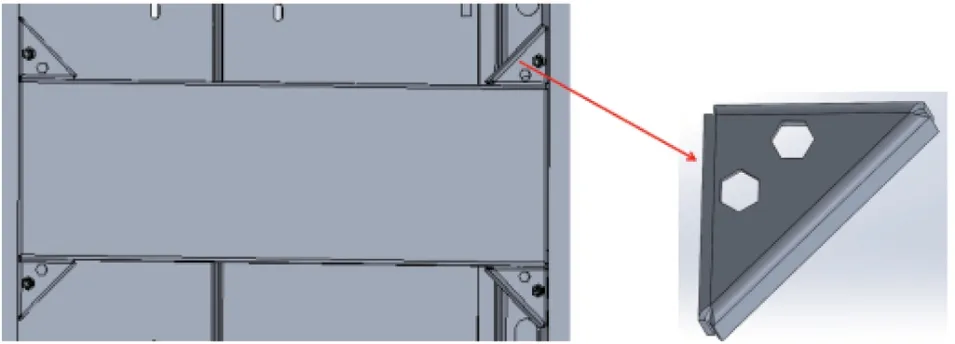
圖 5 對稱件設計-三角板
零件理論上只需要右側避讓開口,如圖6所示,另一側零件為鏡像件,使用過程中極易出錯,通過設計為對稱件,兩種零件統一為同一種零件,可以有效避免區分時間。
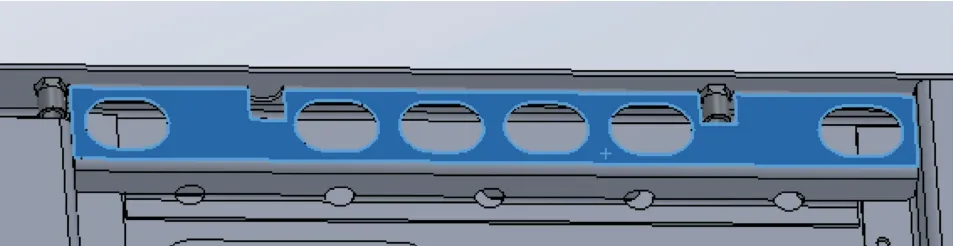
圖 6 對稱件設計-加強筋
3.5 防呆設計
零件主要是兩側圓孔尺寸不同,如圖7所示,若不注意容易將裝配方向弄反,可以通過在左側增加小凸臺方式與平板開口配合防止焊接錯誤,這樣即使看不懂圖樣的人都能保證加工正確。

圖 7 防呆件設計-防護盒
3.6 設計專門的定位零件進行定位
排水管向下傾斜一定角度,如圖8所示,未增加定位支架之前需要制作特殊工裝進行定位,耗時耗力,且加工誤差較難保證,通過增加定位支架,可以實現殼體自身定位,保證加工準確度,且不用另行設計工裝。
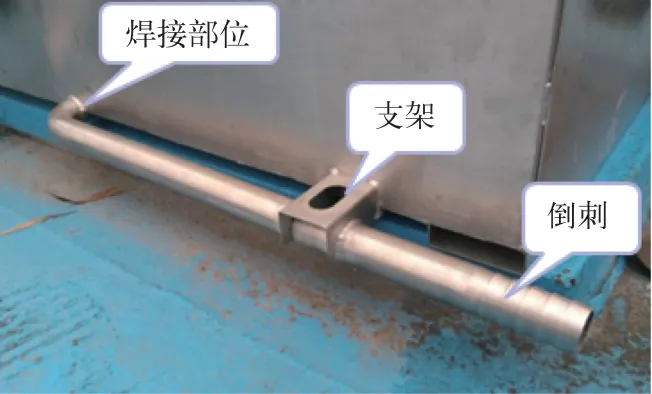
圖 8 定位零件設計-排水管支架
3.7 一體化設計定位
兩個分體支架如圖9a所示,通過合并設計,如圖9b所示,可以有效避免兩個零件之間的相互定位且加工準確度較高,同時該例中支架的折彎工時也有所改善,對生產效率有較大提升。
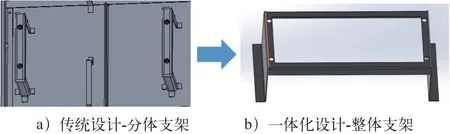
圖 9 分體支架與整體支架
4 實用性驗證
通過選取典型項目,綜合采用以上定位方案進行生產效率分析,驗證采用定位設計對生產效率的改善效果,為后續推廣設計思路提供數據支撐。
根據工時統計結果,采用常規設計項目生產用時為:下料約2.7 h/臺,折彎5 h/臺,焊接10.3 h/臺(部焊工序),18 h產能14臺。
采用定位設計優化后的生產用料為:下料約2.9 h/臺,單臺比前期增加了約12 min;焊接9.6 h/臺,縮短了42 min,18 h產能15臺。
下面針對幾項典型優化進行說明。
1)案例分析1:以圖12的支架為例,原設計單個零件需要折彎10刀,零件整合后,如圖13所示,只需要折彎6刀,節省了4刀的折彎時間,約3.5 min。原設計2個零件定位、焊接需要4 min,如圖12所示,零件優化后3焊接只需要2 min,如圖1所示。
2)案例分析2:以圖3的支架為例,原零件定位需要2 min,零件優化后焊接只需要1 min,如圖4所示。
3)案例分析3:以圖7的加強筋和支架定位為例,原加強筋和支架沒有裝配的先后順序,基本上都是先裝配縱向加強筋,測量尺寸后再裝配橫向加強筋,最后測量尺寸定位4個支架,定位時間約10 min;優化后,橫向加強筋和4個支架可實現自定位,零件定位只需要4 min。
5 結束語
給出了目前主要鈑金加工的定位方式,并提出了優化意見,對后續鈑金結構設計有很強的指導意義。
目前行業內結構設計主要考慮實現零件的功能性,對定位設計的考慮還有所欠缺,合理利用定位設計理念可以有效保證產品質量一致性和可靠性,減少工裝制作成本,提高生產效率,減少人工成本,同時可以優化下料及組焊等前后工序的匹配度,進一步提升生產效率;若將定位特別是自定位理念加入設計中,可以從源頭上降低產品的制造成本,實現精益設計;希望本文能給設計師有所啟發,并在以后的設計中從源頭上提升產品設計質量和生產效率。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
甘肅教育(2020年14期)2020-09-11 07:57:42
模具制造(2019年3期)2019-06-06 02:10:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
航天器工程(2014年5期)2014-03-11 16:35:55
