服役2900h的HR3C受熱面管失效原因分析
2021-12-14 03:10:52劉獻良夏福慶張國棟夏咸喜
電力科技與環保 2021年6期
劉獻良,夏福慶,張國棟,夏咸喜
(1.蘇州熱工研究院有限公司,江蘇 蘇州 215004;2.華能寧夏大壩電廠四期發電有限公司,寧夏 青銅峽 751607)
0 引言
Super304H和HR3C均為日本研發的用于超(超)臨界機組的奧氏體耐熱鋼,其牌號分別對應于ASME SA-213標準中的S30432和TP310HCbN。Super304H是在TP304H的基礎上,通過降低Mn含量上限,加入約3% Cu、0.45%Nb和微量的N,而得到的一種具有較高的高溫性能和抗高溫氧化性的耐熱鋼,其通過服役過程中產生細小彌散的富銅沉淀相,而達到強化基體的目的[1-3]。HR3C鋼是在TP310的基礎上復合添加了Nb、N合金元素而開發的一種新型的奧氏體耐熱不銹鋼,HR3C鋼通過服役過程中在晶界和晶內析出MX、CrNbN以及M23C6等多種碳氮化物使鋼基體得到強化[4-7]。兩種材料均具有較高的熱強性、抗高溫氧化性能而廣泛用于超(超)臨界機的受熱面高溫段。
某電廠鍋爐裝機容量660MW,主蒸汽管道壓力28.04MPa、溫度593℃;再熱器管道壓力5.01MPa、溫度611℃。再熱器受熱面分為兩級,即低溫再熱器和末級再熱器。末級再熱器采用順流布置,沿爐寬排列68片,橫向節距為275mm,前屏出入口管每片管組采用11根管,管排最外圈管子管徑為Φ60mm,其余管子均為Φ57mm,縱向節距均為110mm。末級再熱器主要材料為Super304H,外三圈為HR3C。鍋爐并網運行約2900h時,爐管泄漏報警裝置報警。停爐檢查發現,末級再熱器管排前屏出口13排第4根管子(編號13-4;材料為Super304H)出現爆口。與上述爆口管13-4臨近的14排第2根管子(編號14-2;材料HR3C)與固定塊焊接的熔合線處開裂。通過對兩失效管開展宏觀檢查、化學成分分析、力學性能測試、金相檢驗等試驗,結合管段的服役工況、結構特點等,對兩管段的失效原因進行分析。
1 研究方法
1.1 宏觀檢驗
通過對兩相鄰失效管段宏觀檢查,初步確定兩管失效的先后順序及失效行為是否具有相關性,同時對失效的原因進行初步判斷。
1.2 化學成分分析方法
采用OPTIMA2100DV型全譜只讀等離子發射光譜儀進行化學成分分析,查看管子材料化學成分是否合格;標準:ASME SA-213《鍋爐、過熱器和換熱器用無縫鐵素體和奧代體合金鋼管子》。
1.3 力學性能測試方法
采用MTS Landmark370液壓伺服測試系統進行壓扁試驗、采用HBS-3000型數顯布氏硬度計進行布氏硬度測試、采用100kN AG-IC島津電子萬能材料試驗機進行拉伸性能測試,分析材料力學性能是否符合標準規定,是否出現了性能的顯著下降。
1.4 金相組織分析方法
采用Zeiss Axiovert 200MAT倒置萬能材料顯微鏡進行管子基體金相組織分析及焊縫微觀分析,確認管子金相組織是否正常,焊接接頭是否存在微觀缺陷。
1.5 斷口分析方法
采用TESCAN VEGA TS 5136XM/ Integrated EDS & EBSD掃描電子顯微鏡及能譜一體化分析系統及ZEISS Sigma 300場發射掃描電子顯微鏡進行斷口分析、焊縫金屬能譜分析、基體顯微組織SEM高倍分析,以分析斷口性質、焊材是否錯用、及金屬基體中碳化物的析出情況。
2 試驗結果
2.1 宏觀檢驗
爆口管13-4爆口宏觀照片如圖1所示。爆口張開較大,開口長度約200mm。爆口一側吹損減薄明顯,邊緣呈鋒利的刀刃狀,另一側則無明顯減薄,邊緣粗糙;斷口截面可以看出由減薄側向無明顯減薄側形成放射擴展線。吹損面與未吹損面之間存在一條沿管段縱向的平直分界線,表明造成其吹損的氣流源應為一條平行于上述分界線的縫隙。由此可以判斷,該管段為縱向的狹長氣流吹損減薄而導致的爆管,而并非首先失效管。固定塊焊縫開裂管14-2焊縫位置宏觀形貌如圖2所示。
裂紋主要沿固定塊與管段焊接熔合線位置擴展,主裂紋沿縱向呈縫隙狀,表明上述爆口管13-4應為該管段開裂后的氣流吹損導致爆管。焊縫表面焊趾處發現多處咬邊缺陷,部分裂紋從明顯的咬邊缺陷處開始形成并擴展。此外,固定塊的端部與母管焊接的焊趾處夾角極小,呈銳角過渡,且過渡處已形成微裂紋,焊縫外觀成形不佳。由于固定塊焊縫開裂管14-2為首先失效件,因此以下試驗分析針對該首先失效管14-2管段進行。
圖1 管13-4爆口宏觀形貌
圖2 管14-2裂紋宏觀形貌
2.2 化學成分分析
對材質HR3C的開裂管14-2進行化學成分分析,結果如表1所示。從表1可知,母管化學成分符合ASME SA-213對HR3C(TP310HCbN)化學成分限值要求。母管與固定塊的焊縫較小,不易取樣進行化學成分分析,采用掃描電子顯微鏡及能譜一體化分析系統對焊縫金屬取樣進行能譜半定量分析,結果如圖3所示。
表1 管14-2化學成分分析結果(質量分數/%)
結果可見,母管與固定塊焊接所用焊材為鎳基合金焊材,也符合HR3C受熱面管的焊接選材要求。
2.3 力學性能測試
對管14-2取全壁厚弧形進行拉伸試驗、環狀硬度試驗及環狀壓扁試驗,結果如表2及圖4所示。
表2 力學性能測試結果
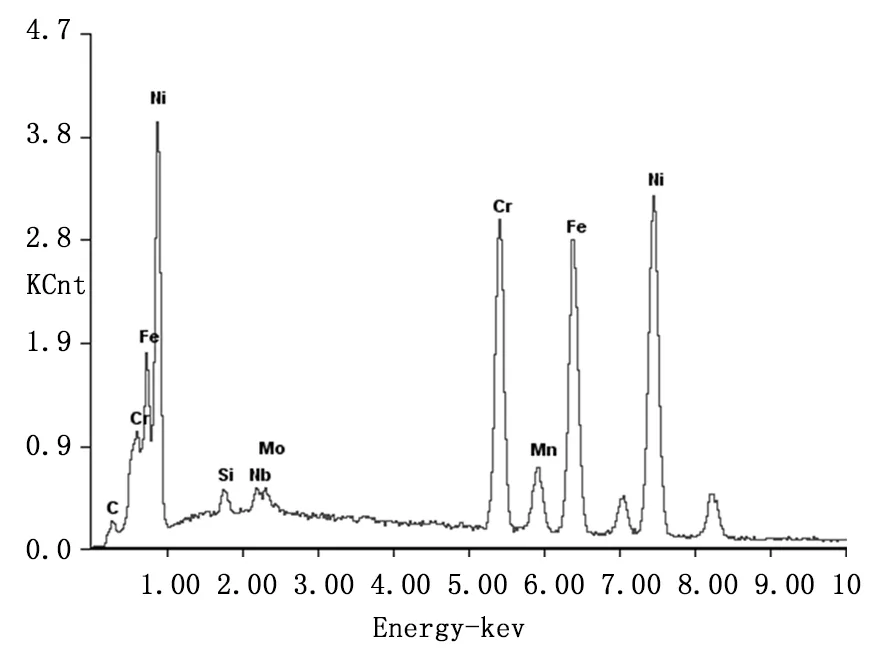
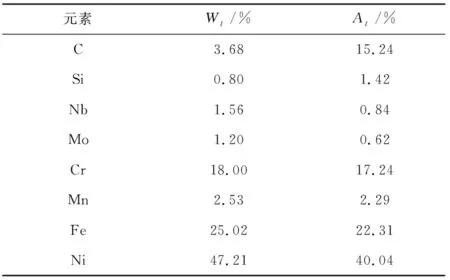
圖3 焊縫金屬能譜分析結果
14-2管段硬度值、室溫拉伸和高溫(650℃)拉伸性能均滿足ASME SA-213標準要求,而壓扁性能試驗的試樣在完整性壓扁階段則出現開裂。

圖4 壓扁試驗照片
在掃描電鏡下對室溫和高溫拉伸斷口微觀分析可以看出,室溫和高溫拉伸斷口宏觀上均未見明顯的塑性變形,室溫拉伸斷口宏觀上呈粗糙的顆粒狀,微觀上呈冰糖狀沿晶脆斷形貌;高溫拉伸斷口宏觀上也較為粗糙,微觀上呈沿晶加晶面韌窩的斷裂形貌。可見,該服役2900h的HR3C管段存在明顯的脆性。
2.4 金相組織分析
圖5為焊縫附近母材管段的顯微組織形貌,從圖5可知,母材金相組織為奧氏體+孿晶,碳化物在晶內較少,主要在晶界分布,晶界出現粗化,掃描電鏡SEM照片中可以明顯看出碳化物在晶界的析出情況。在主斷口附近金相檢驗還發現較多沿晶擴展的微裂紋,如圖6所示。
圖7為母管與固定塊焊接的焊趾處咬邊缺陷形貌,沿晶裂紋在咬邊缺陷的底部形成并擴展。
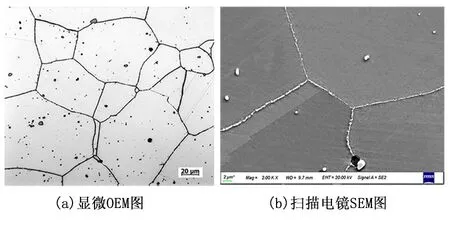
圖5 焊縫附近母材管的顯微組織形貌
圖6 主斷口附近沿晶微裂紋形貌
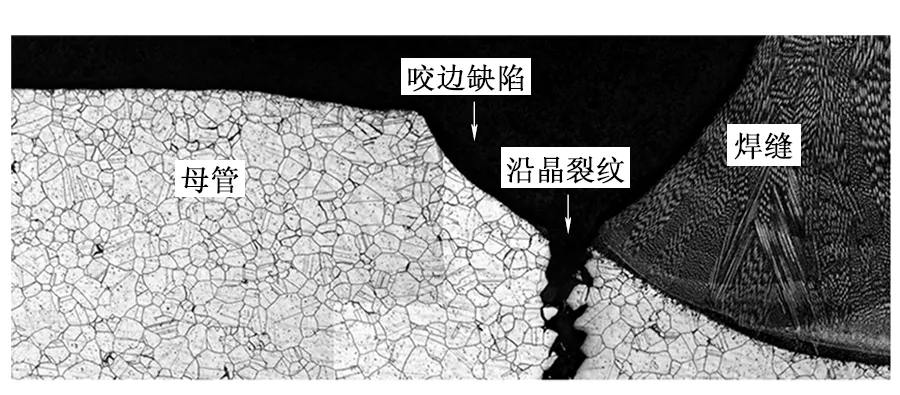
圖7 焊趾處咬邊缺陷形貌
2.5 斷口分析
將裂紋管14-2沿裂紋處切開,利用掃描電鏡對斷口表面微觀觀察,如圖8所示。從圖8可以看出,斷口表面有氧化腐蝕,但仍能看出整個斷口均呈現出典型的沿晶斷裂特征,表明斷口位置在高溫開裂時存在較大的脆性。
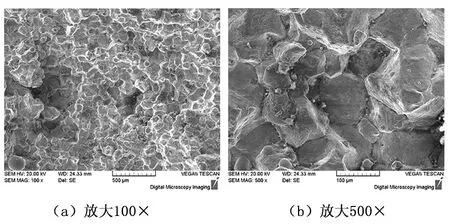
圖8 斷口在掃描電鏡下的微觀形貌
3 分析與討論
通過對兩失效管段的檢驗分析得知,TP310HCbN材質的14-2管首先沿母管與固定塊焊接的熔合區開裂,管內高溫高壓蒸汽沿裂縫溢出后對臨近Super304H材質的13-4管造成了吹損,導致后者減薄嚴重,當其壁厚減薄量過大,剩余壁厚不足于承受管內介質壓力時,引起其爆管的發生。對于管14-2焊接熔合區原因,主要與材料自身的脆化和焊接缺陷及結構布置等外在因素有關。
(1)材料的脆化因素
對HR3C材質的首先失效管段14-2理化性能檢驗表明,管段化學成分、硬度值、室溫和高溫(650℃)拉伸性能均滿足相關標準要求。管段壓扁試樣試驗過程中出現開裂,室溫拉伸斷口為典型的冰糖狀沿晶脆性斷口,高溫拉伸斷口為沿晶+韌窩形貌,裂紋取樣的斷口SEM形貌也顯示其為典型的沿晶形貌,上述特征反映出該HR3C管段具有顯著的脆性。
HR3C材料在650℃左右服役時,細小彌散的MX碳化物在晶內不斷脫溶析出,而粗大的M23C6碳化物及少量的NbCrN等則會在晶界呈半連續的網狀分布。研究[8-10]表明,HR3C鋼在650℃下時效約500h后,在光學顯微鏡下就能觀察到M23C6相呈網狀析出,約1000h時,析出相就會在晶界呈粗大的網狀分布。隨著運行時間的增加,晶界網狀碳化物逐步由半連續狀趨向于連續狀分布,晶界加寬,界面結合強度降低。晶界連續狀的M23C6的析出,割裂了金屬基體的連續性,在晶粒變形時,由于晶界和晶內變形傳遞的不協調,使得晶界產生應力集中,在較大應力作用下時,裂紋源優先在晶界萌生,導致沿晶開裂[11-14]。可見,HR3C鍋爐受熱面管在短期服役后即可發生明顯脆化。此外,在HR3C鋼中,晶界除了M23C6等碳化物析出外,大量的σ脆性相(FeCr相)的析出也進一步加劇了HR3C材料的脆性[15-16]。通多對大量HR3C鍋爐受熱面失效案例[17-19]的總結可以看出,服役過的HR3C受熱面管的失效均表現出沿晶脆性開裂或脆斷特征。可見,HR3C材料高溫服役后的脆性問題是導致HR3C材料開裂的重要內因,應當引起重視。
(2)焊接與結構因素
受熱面母管固定塊焊縫熔合區存在咬邊、未熔合等焊接缺陷,焊縫整體焊接質量不佳,裂紋優先在焊接缺陷位置形成并擴展。咬邊減少了焊接接頭母材的有效截面積,并在咬邊的凹槽底部形成應力集中,當咬邊缺陷的底部較為尖銳時,這種應力集中的程度將更為明顯。脆性狀態下的材料,任何形式的咬邊都會增加脆斷的風險,對于一些高強度材料或厚壁焊件,咬邊缺陷的容許值極低,甚至不允許有咬邊缺陷[20]。此外,固定塊的端部與母管焊接的焊趾處夾角極小,呈銳角過渡,這種尖銳的過渡,也容易導致應力集中,誘發裂紋的萌生。HR3C鋼本身合金元素含量較高,焊接性較差,焊接工藝不當時容易產生氣孔、未熔合、未焊透等缺陷,同時,HR3C鋼的裂紋敏感性較高,容易產生熱裂紋、應力腐蝕開裂、焊接接頭的時效脆化和σ相脆化等缺陷[21-23]。
在鍋爐受熱面管屏,固定塊或滑塊與母管焊縫開裂的情況時有發生[24-26],其主要原因有焊材選用不當及固定塊(或滑塊)與母管焊接熔合區結構應力較大等。本次分析結果顯示,母管與固定塊焊材選用鎳基焊材,符合設計及使用要求[27-28],因此可排除焊材選用不當的問題。固定塊在爐膛中起到固定管屏,防止管屏晃動的作用,在管內蒸汽流動的沖擊、管外煙氣的吹損沖擊下引起管屏振動、管屏溫度的變化引起的熱應力等作用下,管屏與固定塊的焊接接頭處必然產生應力集中,尤其是焊縫外觀質量較差時,這種應力集中極易導致裂紋沿脆性較大的HR3C母管開裂。
4 結論與建議
(1)HR3C材質的管子沿母管與固定塊焊接的熔合區開裂,管內高溫高壓蒸汽沿裂縫溢出后對Super304H材質的管子形成吹損,導致后者減薄嚴重,最終引起后者爆管。
(2)導致HR3C材質的管子焊縫開裂的原因為材料在高溫服役后發生脆化,在應力作用下容易導致裂紋沿晶界形成。同時,接頭焊接質量不佳,存在多處咬邊缺陷,且焊趾處過渡不光滑,增大了焊趾處(或熔合區)應力集中程度。母管與固定塊焊接結構的特殊性,進一步加劇了焊接熔合區的應力集中程度,最終導致管子沿焊接熔合區發生脆性開裂。
針對上述分析結論,應從如下方面采取措施:
(1)優化焊接工藝規程,加強和規范焊工焊接操作管理,以提高焊接接頭的表面成型及焊縫內部質量,避免在焊接結構中出現未焊透、未熔合、咬邊、裂紋等外觀缺陷,導致焊縫在服役過程中沿缺陷位置形成較高的應力集中。
(2)對現場爆管附近的相鄰位置固定塊焊縫進行普查,對存在咬邊、未熔合、裂紋等宏觀缺陷的焊縫及早將缺陷挖除并進行補焊修復。
(3)鑒于HR3C鋼高溫運行后的時效脆化現象,應將該鋼種的時效脆化行為作為重點進行監督,例如,避免運行或檢修中造成管段碰撞、盡量降低管段的焊接及結構應力等。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
