壓氣站大變形在役管道的應力超聲檢測
2021-12-13 03:03:30邢立偉
無損檢測 2021年8期
路 浩,朱 政,邢立偉
(西安石油大學 材料科學與工程學院,西安 710065)
我國的地質環(huán)境復雜,斷裂帶多,緯度跨度大,溫差、海拔落差大,對管道的安全管理提出了很高的要求。國內(nèi)外統(tǒng)計表明,應力是管道失效的主要原因[1]。殘余應力與服役應力的疊加、釋放、演變會使服役管道的應力狀態(tài)發(fā)生改變,需要檢測人員給予重視。
應力檢測方法主要分為有損傷的應力釋放法和非破壞的物理法兩個類別。典型方法例如小孔法、X射線法較為成熟,但小孔法會對工件造成破壞,X射線法存在受合金成份干擾大、測量深度淺、操作繁瑣等缺點,不便于現(xiàn)場使用。
高鋼級螺旋管母材加工應力高、管徑曲率大,場站氣流振動等因素會給油氣管道的現(xiàn)場檢測帶來不利影響。針對油氣行業(yè)的特殊性,筆者開發(fā)了近零校準試塊、弧面探頭、電源濾波技術,并用其對管道進行應力檢測,獲取管道應力分布規(guī)律,為場站管道大變形情況提供數(shù)據(jù)積累和措施借鑒,保障場站管道的安全運行。
1 應力超聲檢測技術
1.1 電源濾波技術
為防止設備本身產(chǎn)生的電磁干擾進入電源線,同時防止電源線上的干擾進入設備,筆者開發(fā)了電源濾波器,其是一種低通濾波器,允許直流或頻率低于50 Hz的工作電流通過,不允許頻率較高的電磁干擾電流通過。在電源線中接入電源濾波器可以起到兩個低通濾波器的作用(衰減共模干擾和衰減差模干擾)。
1.2 近零校準試塊
油氣管道制管工藝復雜,鋼板軋制、開卷、焊接、切割等加工過程均會伴隨應力的變化和傳遞。因此,高鋼級管道的原始殘余應力分布比較復雜。
基于聲彈性原理,超聲波可以無損地檢測出結構內(nèi)部的應力,但每次檢測前,需通過近零校準試塊進行設備校準,因此近零校準試塊對應力超聲檢測具有重要意義。近零校準試塊與絕對零應力的接近程度是影響應力超聲檢測精度的主要因素之一。近零校準試塊通常只采用退火工藝加工,然而對于壁厚相對較大的管道鋼,特別是我國采用的大口徑X80高鋼級管道的壁厚達20 mm,即使采用嚴格的退火工藝,在冷卻階段也會由于散熱不均勻不可避免地產(chǎn)生殘余應力,難以做到零應力的絕對零。目前暫無嚴格的工藝流程規(guī)范近零校準試塊的制作,試塊制作存在從母材取樣隨意,應力釋放程度不夠等問題。筆者經(jīng)過試驗摸索,總結了一套嚴格的近零校準試塊設計、加工、驗證的流程(見圖1),該流程的主要特點有:① 無附加應力取樣;② 應力釋放方式為退火+二次線切割/振動;③ 對每一步工序結束后試塊的應力狀態(tài)進行跟蹤。對近零校準試塊退火后進行線切割,進一步釋放加工殘余應力,保障后續(xù)工程測量的基準。X70,X80鋼近零校準試塊加工過程的應力釋放記錄(每個批次加工2個試塊)如表1所示(表中負號表示試塊為壓應力狀態(tài),正號表示試塊為拉應力狀態(tài))。
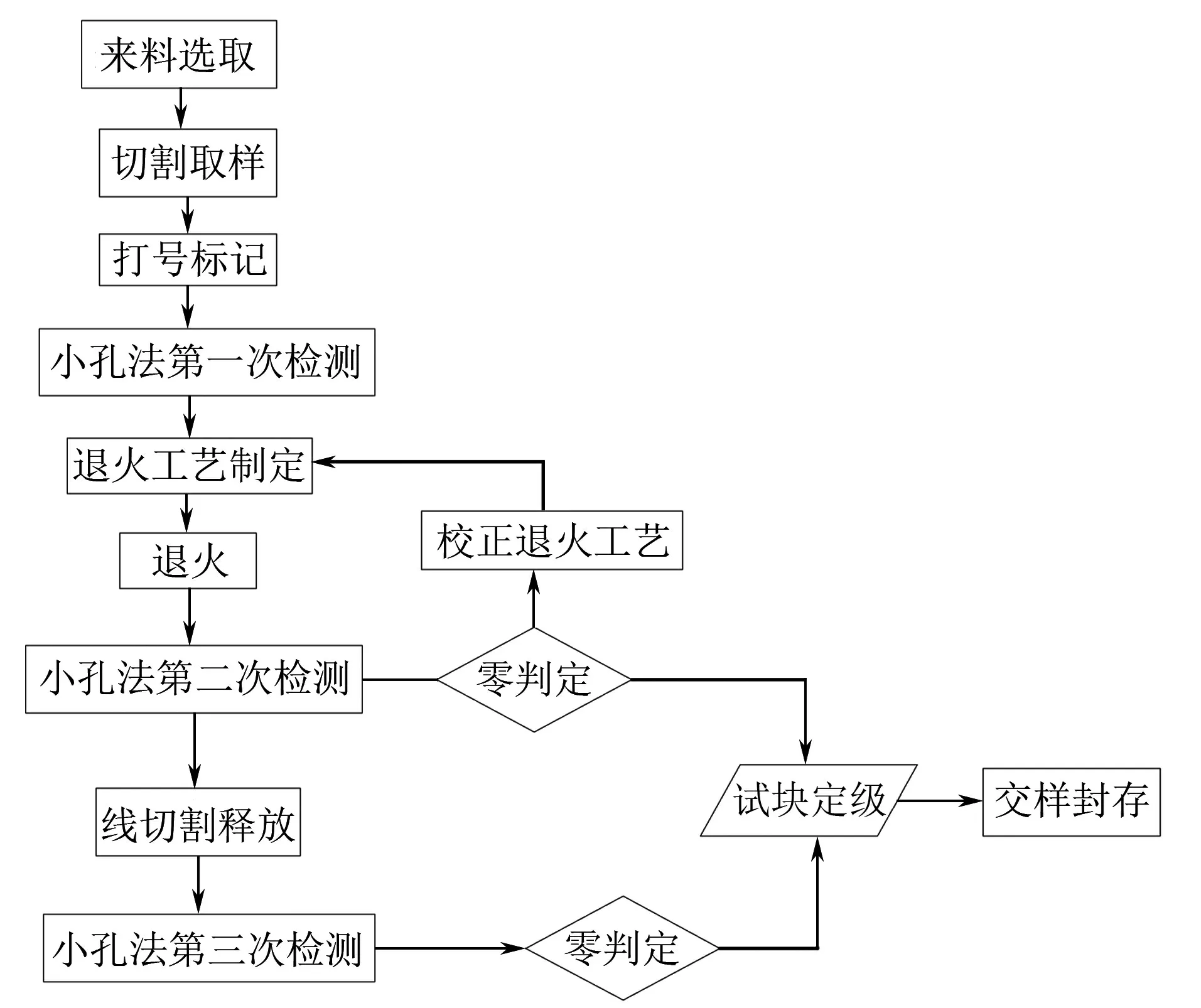
圖1 近零校準試塊加工流程
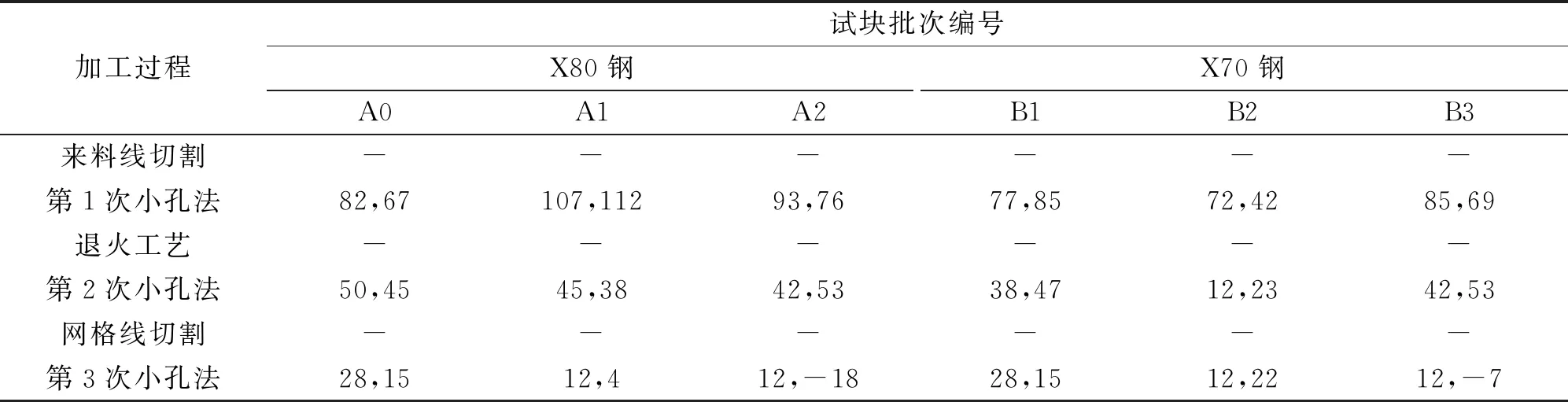
表1 X70,X80鋼近零校準試塊加工過程的應力釋放記錄 MPa

圖2 曲面耦合技術原理示意
1.3 曲面探頭技術
超聲應力檢測法檢測曲面工件的應力感知靈敏度較平面工件的低。實際檢測采用帶有曲率的有機玻璃楔塊仍不能消除上述現(xiàn)象。筆者進一步進行理論推導和修正,根據(jù)平面幾何關系(見圖2),可按式(1)計算曲面管道工件的應力檢測修正系數(shù)K,并將此修正公式用于大曲率管道探頭信號的處理。
(1)
式中:R為管道外表面曲率半徑;VGD為管道深度;vOH為耦合劑中的聲速;L為管道表面超聲入射點與接收點的距離。
2 大變形管道概況
2.1 總體情況
某壓氣站管道(管道結構見圖3)開挖后發(fā)現(xiàn)混凝土基礎管墩下沉,管道和彎頭自重無法得到有效支撐,使得管道懸空并下沉。管道在自重、熱脹冷縮和杠桿原理[見圖3(b),以B01閥門支座BZ1為支點]的綜合作用下,F08筒產(chǎn)生了水平位移和底座上翹等復雜變形,嚴重影響了管道安全運行。經(jīng)現(xiàn)場目視檢測,其變形情況如下所述。

圖3 壓氣站管道結構示意
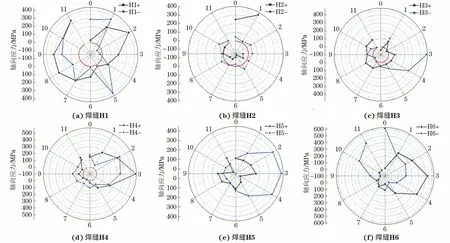
圖4 P01管道各焊縫的軸向應力分布
(1) F08筒變形量大。F08筒兩個底座支撐(支座1、支座2)脫離安裝基礎,最大水平位移為85 mm,垂向位移為28 mm。
(2) 旁通管路P01變形較小,但承受內(nèi)應力大,其管徑小,承力能力差,F(xiàn)08筒的嚴重變形使其產(chǎn)生復雜的內(nèi)應力,需要檢測人員對其應力分布進行精確的無損檢測,以便制定加固方案,特別要測試其環(huán)焊縫的軸向應力和切向應力。
2.2 檢測概述
壓氣站嚴禁動火作業(yè),現(xiàn)場采用脫漆劑進行脫漆。為精確分析變形管道的應力變化狀態(tài),獲取管道應力的分布規(guī)律,使用集成近零校準試塊、弧面探頭和電源濾波技術的應力超聲檢測法對P01管道進行應力檢測,并對測試數(shù)據(jù)進行總結分析,為后期類似情況提供數(shù)據(jù)積累和措施借鑒。檢測試驗定義油氣流上游方向側焊縫為正側,下游為負側。
3 管道大變形應力檢測及分析
3.1 軸向應力檢測及分析
P01管道各焊縫的軸向應力分布如圖4所示(圖中紅圈為零應力線),可見,在負側的5點鐘方向(0點鐘定義見圖3),焊縫H1承受了較大的拉應力,該應力來自F08管道東側底座支撐的變形,為平衡此力,在焊縫H1正側的2點鐘和8點鐘方向出現(xiàn)了較大的拉應力。焊縫H1負側5點鐘方向的拉應力甚至在負側2點鐘方向引起了一定的壓應力,筆者推測彎管WG 1-2有外撐變形的趨勢。
焊縫H2負側的0點鐘和1點鐘方向存在較大拉應力,除此之外,焊縫H2負側整體呈壓應力狀態(tài)。筆者判斷該處出現(xiàn)變形,該變形導致H2負側6點鐘和7點鐘方向的拉應力降低。
焊縫H3負側的3點鐘方向存在較大的拉應力,其遠大于該位置正側的應力,9點鐘方向的拉應力較小,0,2點鐘方向的表面存在較大凹坑,無法測量;正側8點鐘方向的拉應力較大,這與F08管道的移動有關。
焊縫H4的正負兩側3點鐘方向都存在較大的拉應力,其9點鐘方向正負兩側的拉應力較小。這說明彎管WG 3-4在3點鐘方向存在高拉應力區(qū)域。同時,焊縫H4的3點鐘方向正負兩側的拉應力差值小于焊縫H3的3點鐘正負兩側拉應力的差值。
焊縫H5的3點鐘方向存在較大的拉應力區(qū)域,與焊縫H4相比較,該區(qū)域范圍更寬,數(shù)值更大。這說明彎管WG 5-6在3點鐘方向存在高拉應力區(qū)域。
焊縫H6正側的3點鐘方向存在較大的拉應力,負側的0點鐘方向存在較大的拉應力。上述兩方向基本垂直,筆者推測發(fā)球筒管道存在逆時針的左扭變形和上翹變形,且正是這一變形在彎管WG 5-6和WG 3-4的3點鐘方向形成了較大的、呈一定規(guī)律變化的拉應力區(qū)域。
3.2 切向應力檢測及分析
P01管道各彎管的切向應力分布如圖5所示,可見,焊縫H1兩側6,9點鐘方向的切向應力相對焊縫H2兩側的較高,彎管WG 1-2的扭轉變形受到了右側管道的約束。筆者推測彎管WG 1-2有外撐變形的趨勢。
焊縫H3,H4 的0,3點鐘方向的切向應力大于其他方向的切向應力;6,9點鐘方向的切向應力為壓應力,筆者推測彎管WG 3-4發(fā)生了沿順時針方向的扭轉變形。
焊縫H5,H6的切向應力整體呈壓應力狀態(tài),彎管WG 5-6僅在3點鐘方向存在拉應力,說明其扭轉變形程度大于彎管WG 3-4的扭轉變形程度(壓應力不能說明其安全,只能說明此彎管的扭轉變形更大,更應引起注意)。

圖5 P01管道各彎管的切向應力分布
3.3 應力分布規(guī)律及變形分析
綜上所述,可以得出結論:① 焊縫H3,H4,H5,H6的3點鐘方向連續(xù)存在較高的軸向拉應力;② 彎管WG 1-2表現(xiàn)出變形拘束趨勢,彎管WG 5-6表現(xiàn)出變形驅動特征;③ 彎管WG 5-6,WG 3-4,WG 1-2表現(xiàn)出明顯的扭轉變形傳遞趨勢;④ F08筒存在逆時針方向的旋轉、一定的垂直上翹、一定的水平左側移動、沿油氣流方向的收縮等4種變形。
修復建議為:在旁通管路P01的WG 1-2,WG 3-4,WG 5-6的3點鐘方向加入反向支撐以減小拉應力。
生產(chǎn)現(xiàn)場嚴禁煙火,焊縫余高不允許打磨,無法檢測焊縫部位的應力,但由環(huán)焊縫殘余應力分布的經(jīng)典理論可知,環(huán)焊縫殘余應力一般呈雙峰凹坑分布,焊趾處應力最高。
4 結語
(1) 針對油氣管道行業(yè)特點設計的近零校準試塊和弧面探頭可滿足服役管道應力狀態(tài)在役檢測的需求。
(2) 總結了油氣管道的應力分布規(guī)律,給場站維修作業(yè)提供了借鑒。
(3) 應力超聲檢測法可對在役管道進行應力檢測,是一個很好的應力無損檢測方法。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
