9310鋼磨削燒傷的巴克豪森噪聲法檢測
2021-12-13 03:11:44唐澄文劉明月謝繼強
無損檢測 2021年8期
關鍵詞:檢測
唐澄文,劉明月,謝繼強
(中國航發中傳機械有限公司,長沙 410200)
磨削燒傷會造成鋼制件表面的強度、硬度等力學性能指標下降,影響鋼制件的性能和使用壽命。因此,航空齒輪等表面質量要求高的鋼制件產品均有磨削燒傷檢測的要求。
常用的磨削燒傷檢測方法為常規酸蝕檢測法。鋼制件經指定的酸溶液處理后,燒傷區域會呈現出特定的顏色,根據顏色深淺和分布即可評判磨削燒傷的位置和程度。酸蝕檢測法具有快速、直觀等優點,但對零件表面質量(尺寸、粗糙度)有影響,不適用于超精加工構件的檢測。巴克豪森噪聲(也稱磁彈法)是一種利用巴克豪森噪聲原理實現磨削燒傷缺陷無損檢測的方法[1-2],是超精加工表面燒傷檢測的有效方法。
文章制作了不同磨削程度的9310鋼磨削燒傷試樣,先后用酸蝕檢測法和磁彈法對制備的試樣進行檢測對比分析,計算出了適用于經滲碳淬火處理后的9310鋼磨削燒傷檢測的最佳磁化電壓,確定了磨削燒傷缺陷評定的特征磁致彈性參數MP值。
1 試樣制備
試驗加工了至少10根規格為30 mm×120 mm(直徑×長度)的9310鋼圓棒試樣,按照企業標準Q/301B 321C-2014 《滲碳、碳氮共滲工藝說明書》 對其進行滲碳淬火處理[滲層深度不小于0.85 mm,表面硬度不小于82(HRA)],然后按不同的磨削參數加工,制備成含有不同程度燒傷缺陷的試樣。
2 試樣磨削燒傷評級
根據企業標準Q/301B 375H-2020 《硝酸乙醇酸蝕檢驗規范》 對試樣進行酸蝕檢測,依據檢測結果選出4種不同等級的燒傷試樣或燒傷區域,分別為無燒傷、輕微回火燒傷、中度回火燒傷、嚴重回火燒傷試樣或區域,評級標準如表1所示。試驗要求同一燒傷區域內試樣的燒傷程度均勻,燒傷區域寬度不小于測頭(測量探頭)尺寸。不同等級的燒傷外觀如圖1所示。
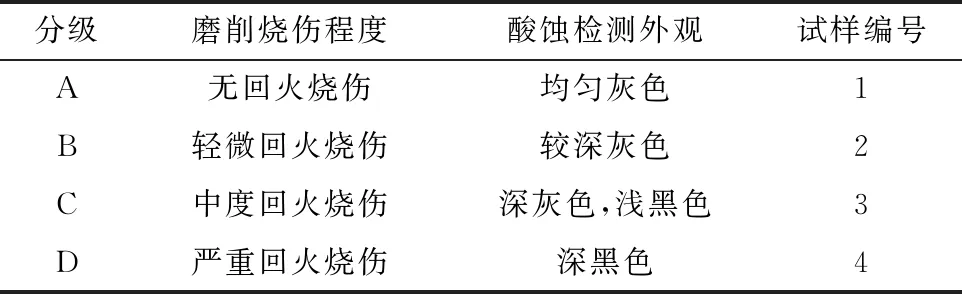
表1 磨削燒傷評級標準
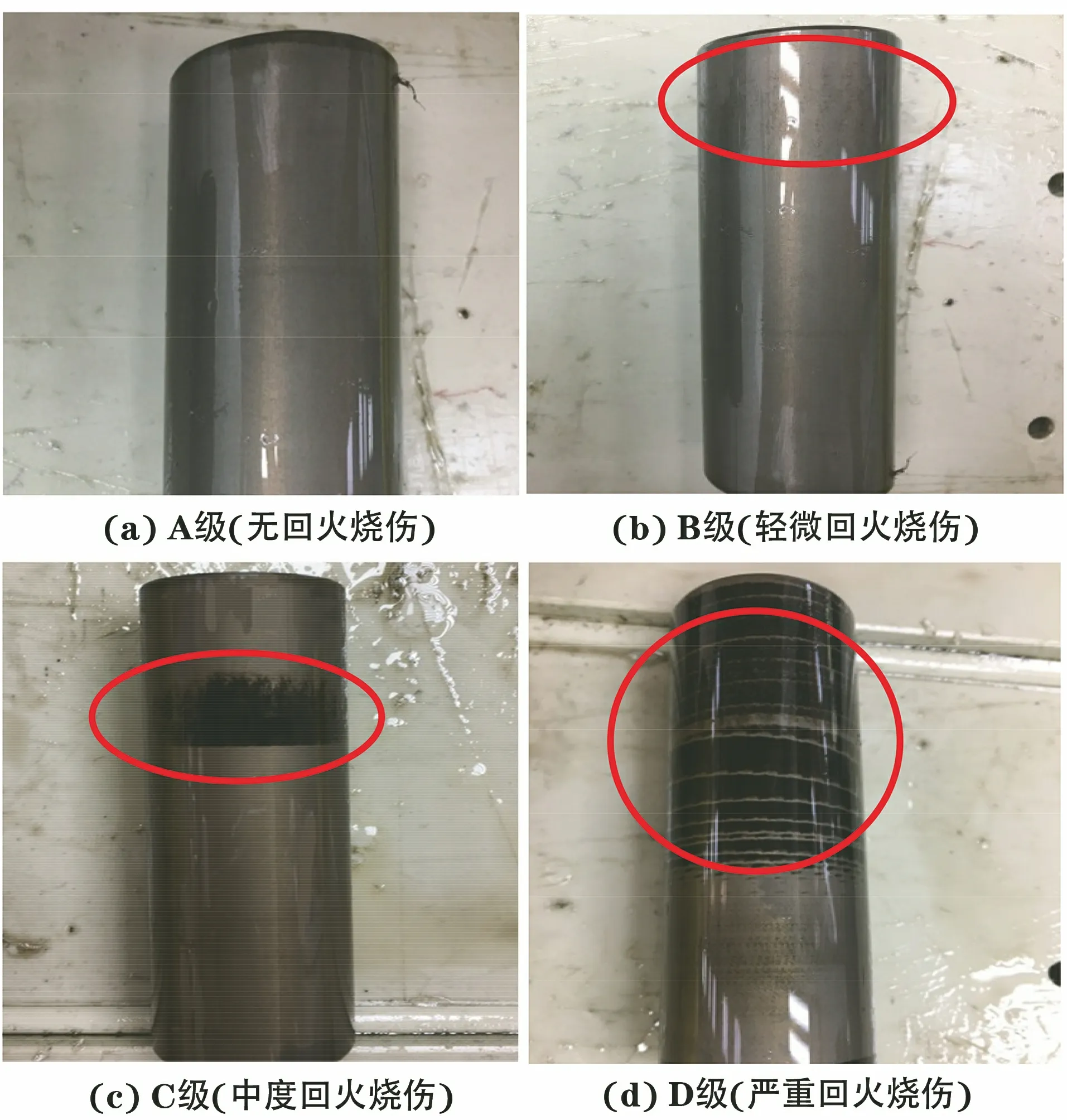
圖1 不同等級的燒傷外觀
3 磁彈法檢測
3.1 磁彈法檢測原理
根據巴克豪森噪聲原理[1-4],鐵磁性材料內部包含許多磁疇,在磁化過程中磁疇壁會前后移動,如果在磁疇壁發生移動的過程中,在樣品附近放置一個導電線圈,則線圈中會產生電脈沖現象。由電感線圈產生感應磁場,磁場作用于被檢工件,進而在傳感器中產生對應的檢測信號。對檢測信號進行放大和濾波等處理,可得到MP值。MP值一般用所測巴克豪森噪聲信號電壓值的均方根表示,其大小與磁化功率、材料晶體結構、位錯和殘余應力等因素有關。相關研究表明,MP值與表面顯微硬度和殘余應力存在近似線性的對應關系,可用其量化表征試樣的磨削燒傷程度。
3.2 磁彈法檢測設備
磁彈法檢測設備選用Rollscan350型磨削燒傷檢測儀,磁化電壓為016 V,配備有適用于外圓測量的平面探頭,其工作原理如圖2所示。設定磁化電壓和頻率等參數后,根據巴克豪森噪聲原理,主機內的磁激勵單元D1會產生相應的交變磁場并通過測頭D4內的傳感器作用于工件P1的表面,接觸表面被磁化后,其內部的磁疇壁發生移動,反作用于測頭D4內的導電線圈,此時線圈產生巴克豪森噪聲信號并通過線纜T1傳回主機,再經過主機的信號處理單元D2進行放大和濾波處理,形成MP值曲線并由主機的信號顯示單元D3輸出顯示。MP值曲線還可以通過線纜T2導入到計算機的專業軟件中進行進一步統計分析。磁彈法檢測設備外觀如圖3所示。
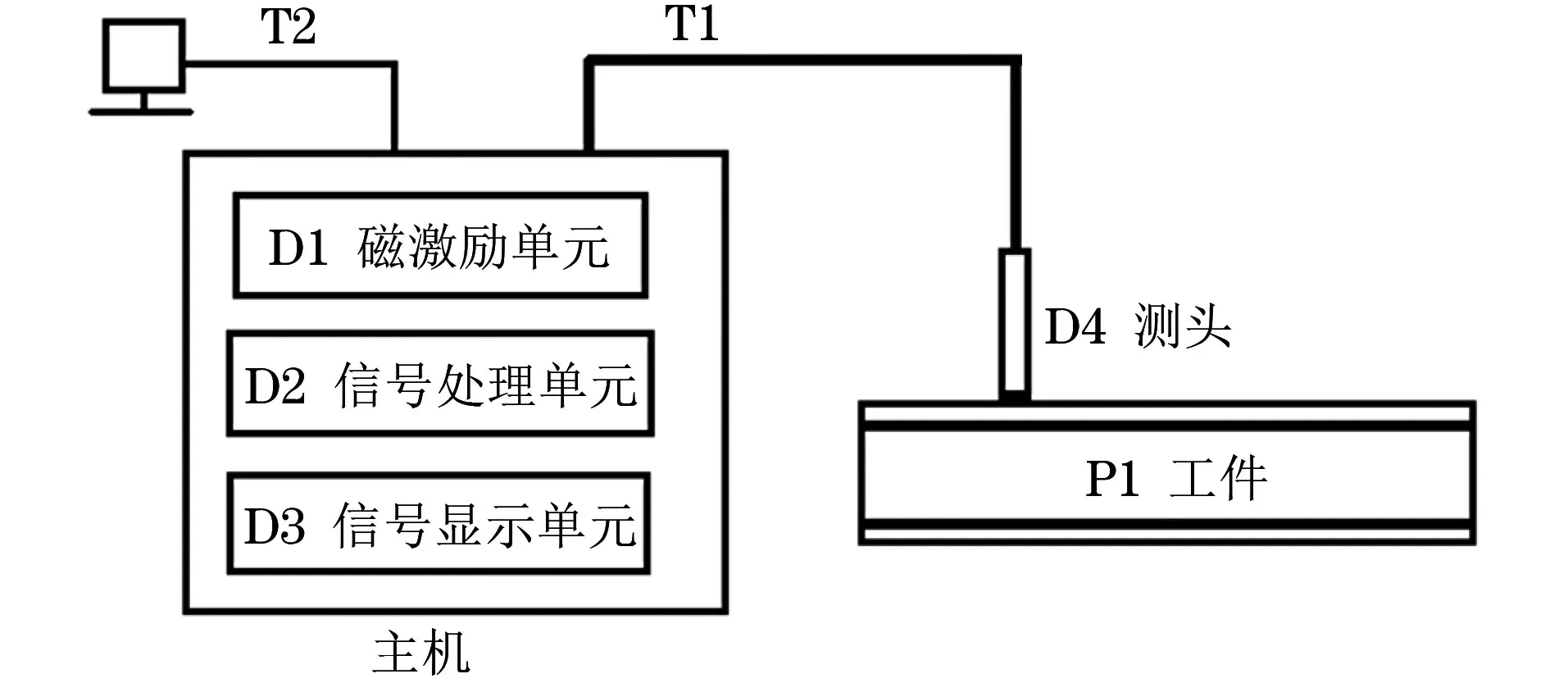
圖2 磁彈法檢測設備的工作原理

圖3 磁彈法檢測設備外觀
3.3 關鍵參數確定
3.3.1 磁化電壓
磁彈法以MP值來反映工件磨削燒傷的程度,本質上是一種比較測量的方式,不同磁化電壓測得的MP值不同(見圖4,圖中實橫線為臨界線,虛線為警告線,下同)。磁化電壓是影響檢測靈敏度的關鍵參數,使用過低的磁化電壓會導致巴克豪森信號水平過低,使正常區域與燒傷區域檢測得到的MP值差異減小,檢測靈敏度降低;使用過高的磁化電壓可能會導致試樣或探頭達到磁飽和狀態,削弱測量時的靈敏度。 因此,為取得高的檢測靈敏度,需找到最優的磁化電壓。
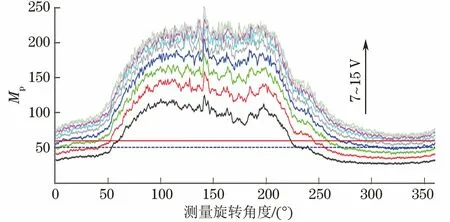
圖4 不同磁化電壓下的MP值曲線
對于滲碳淬火后的9310鋼,通過磁化電壓掃描法和對比法計算可獲得最佳的磁化電壓,步驟如下所述。
(1) 在磁化電壓掃描模式下對試樣1進行檢測,在此過程中磁化電壓從0 V開始緩慢增大到允許的最大磁化電壓16 V,磁化頻率保持不變(125 Hz),得到的MP值曲線如圖5所示,可見,隨著磁化電壓的增大,MP值先緩慢增大,當磁化電壓增至4 V時,MP值隨著電壓的增大快速增大;當磁化電壓升至12 V時,隨著電壓的增大,MP值增大的速率變得緩慢。最佳磁化電壓的選擇應為試樣達到磁飽和前的最高電壓。該試樣的磁化電壓掃描結果中并未顯示出明顯的磁飽和現象,因此,對其檢測時需選擇較大的磁化電壓(1216 V)。

圖5 試樣1磁化電壓掃描法得到的MP值曲線
(2) 為進一步精確磁化電壓,試驗使用雙樣品法來確定滲碳淬火狀態下9310鋼的最佳磁化電壓。分別選取試樣1(A級 無燒傷)和試樣4(D級 嚴重燒傷),逐步調整磁化電壓,使其從12 V緩慢增大至16 V,使用靜態測量法獲取兩個樣品在不同磁化電壓下的MP值,計算相同電壓下兩個樣品MP值的比值(試樣4的MP值/試樣1的MP值),當比值最大時,對應的磁化電壓即最佳磁化電壓。兩個樣品不同磁化電壓下的MP值及其比值如表2所示。
由表2可知,當磁化電壓為14 V時,MP值的比值達到最大,正常區域與嚴重燒傷區域的MP值離散程度最大,此時檢測靈敏度最高。因此,該狀態下9310鋼的最佳磁化電壓應為14 V。
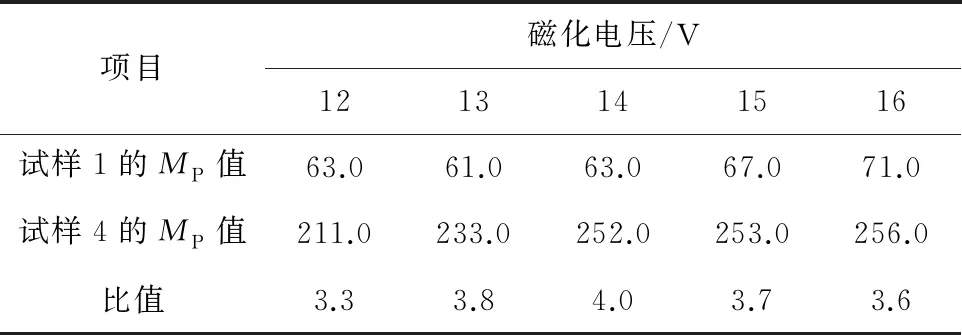
表2 兩個樣品不同磁化電壓下的MP值及其比值
3.3.2 缺陷評定
確定磁化電壓后,還需解決MP值的評定問題。調整磁化電壓至最優的14 V,對所有試樣進行磁彈法檢測,每個試樣檢測3次。不同磨削燒傷等級試樣磁彈法檢測得到的MP值曲線如圖6所示。
由圖6可知,試樣1(無燒傷)的MP值為7095,試樣2(輕微燒傷)的MP值為130180,試樣3(中度燒傷)的MP值為190225。試樣4(嚴重燒傷)的MP值為190255,可見,不同磨削燒傷等級與MP值有著較明確的對應關系。
為準確判斷零件是否存在燒傷,還需找到對應的臨界MP值,選定合適的拒收線。臨界MP值的選定主要有以下兩種方法:① 通過收集介于合格與不合格零件的MP值來確定臨界值;② 將零件分為不同的等級,將MP值的最大值與平均值的比值作為零件合格與否的判定條件,零件等級不同對應的比值不同。文章采用方法①,對輕微燒傷區域的邊緣進行檢測,將介于合格與不合格臨界狀態對應的MP值作為合格與否的邊界值,確定了磁化電壓為14 V時,經滲碳淬火后的9310鋼磨削燒傷臨界MP值為110。
4 產品檢測
選取1個零件產品,型號為XX.66.3013,材料為9310鋼,熱處理方式為滲碳淬火,使用磁彈法檢測其一端軸外圓的磨削燒傷,磁化電壓為14 V,磨削燒傷評定MP值為110。在磁彈法檢測后再對該零件進行酸蝕檢測,兩種檢測方法得到的MP值曲線如圖7所示。
由圖7可知,磁彈法檢測結果顯示部分區域的MP值已超出臨界,即表示零件外圓存在磨削燒傷,與酸蝕檢測結果一致,且磁彈法檢測過程對零件完全無損。
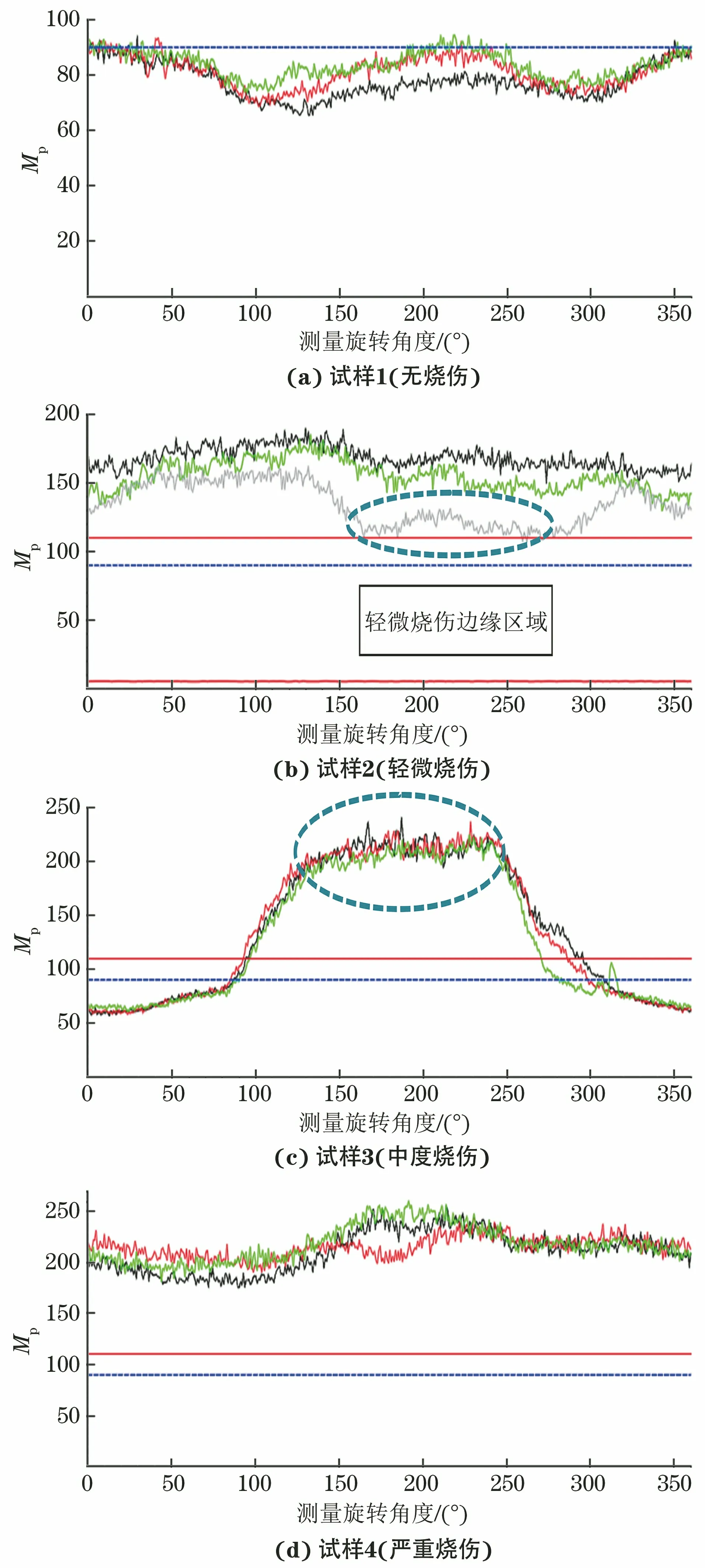
圖6 不同磨削燒傷等級試樣磁彈法檢測得到的MP值曲線

圖7 零件酸蝕檢測與磁彈法檢測得到的MP值曲線
5 結語
(1) 磁彈法檢測結果與酸蝕檢測結果一致,是可用于齒輪等超精加工鋼制件表面磨削燒傷檢測的替代方法。
(2) 研究了應用磁彈法檢測9310鋼磨削燒傷時兩個關鍵參數的確定方法。通過磁化電壓掃描和雙試樣對比法得到最佳磁化電壓為14 V;通過制備不同程度的磨削燒傷試樣并對其酸蝕檢測和磁彈法檢測的結果進行對比,確定了滲碳淬火后9310鋼的磨削燒傷臨界MP值為110。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
