帶不銹鋼堆焊層的主管道焊縫全聚焦超聲檢測
2021-12-13 03:11:30趙天偉廖靜瑜金士杰楊會敏
無損檢測 2021年8期
趙天偉,廖靜瑜,金士杰,楊會敏,康 達
(1.中國核工業二三建設有限公司,北京 101300;2.大連理工大學 無損檢測研究所,大連 116085; 3.核工業工程研究設計有限公司,北京 101300)
壓水堆核電站主回路管道連接主冷卻劑泵、蒸汽發生器和反應堆壓力容器,是核安全一級裝置。其母材材料為中低合金鋼,因要滿足耐腐蝕性等特殊要求,母材及焊縫內表面一般堆焊一定厚度的奧氏體不銹鋼保護層[1-2]。20世紀70年代,美國首次發現核壓力容器內部不銹鋼堆焊層下的熱影響區存在再熱裂紋,由此,堆焊層結構的役前與在役無損檢測引起了核工業界的關注[3]。
可利用常規超聲與射線檢測相結合的方式對帶不銹鋼堆焊層的主管道焊縫進行檢測,其中,射線檢測對危害性極大的裂紋等面積型缺陷不敏感,且不能實現壁厚方向上缺陷的深度定量。超聲檢測對面積型缺陷敏感,定位與定量誤差小,已被廣泛應用于核電站焊縫的檢測中[4-5]。堆焊層為奧氏體不銹鋼,其具有粗大的晶粒和顯著的彈性各向異性,使得超聲波在傳播過程中發生衰減和散射,導致檢測波形出現草狀回波且信噪比低,從而不利于缺陷的識別與定量[6-7]。目前,基于全矩陣捕捉(FMC)數據的全聚焦方法(TFM)[8]被廣泛應用于超聲檢測中,其通過對陣列的A掃描信號進行延時疊加處理,實現了聲能在待檢區域的逐點聚焦[9-11],提高了檢測信噪比[12]。在此基礎上,CAMACHO等[13]進一步提出了用于抑制結構噪聲的相位相干成像(PCI)法,其利用陣列信號的相位相干性構建相位相干因子,并對全聚焦圖像進行加權處理,進一步改善了信噪比和成像質量。
文章首先簡要介紹了TFM和PCI法的原理,然后分析了堆焊層區域的宏觀和微觀金相,最后對比應用PCI法前后的TMF成像結果,分析了檢測信噪比和缺陷辨識能力的變化情況。
1 技術原理
1.1 全聚焦方法
TFM是一種基于相控陣探頭FMC數據的信號后處理方法[14]。該方法的原理為:對于陣元數量為N的相控陣探頭,各陣元依次發射超聲脈沖信號,所有陣元同時接收并儲存A掃描信號,完整的全矩陣數據包括N2個時域信號;隨后,對成像區域進行網格劃分并建立坐標系,將每個陣元簡化為一個點。在超聲垂直入射的條件下,用(xi, 0)表示陣元i的位置坐標。設任意聚焦點Q的坐標為(xref,zref),根據各陣元到Q點的聲程計算延時法則,所有經過該點信號的響應總幅值ITFM(xref,zref)表示為[15]

(1)
式中:yij(t)為陣元i(xi, 0)發射,陣元j(xj, 0)接收的超聲信號;tij(xref,zref)為第i個陣元發射,第j個陣元接收的信號經過Q點時的傳播時間。
將陣列時域信號通過延時疊加聚焦到每個網格點上,即可實現被檢區域的TFM成像和缺陷檢測。
1.2 相位相干成像方法
主管道內表面堆焊的奧氏體不銹鋼引起的結構噪聲會干擾缺陷識別。TFM僅利用信號的幅值信息進行延時疊加處理,雖然提高了缺陷信號的幅值,但同時也提高了噪聲幅值。與之相比,PCI法基于超聲信號的相位分布統計特征進行自適應加權成像,利用了陣列A掃描信號中缺陷回波相位分布一致,噪聲相位分布散亂的特征[16-17]。基于相位相干性構建表征信號相位分布的相干因子,能夠降低TFM重建圖像中的噪聲幅值。成像過程中構建的相位相干因子C(xref,zref)為
C(xref,zref)=1-{var[cosφ(xref,zref,tij)]+

(2)
式中:φ為信號相角;var為求方差運算。
利用式(3)對全聚焦圖像進行實時逐點加權處理,以提升檢測信噪比。
IPCI(xref,zref)=|ITFM(xref,zref)C(xref,zref)|
(3)
式中:IPCI(xref,zref)為加權處理后得到信號的響應總幅值。
2 金相分析
帶奧氏體不銹鋼堆焊層的合金鋼對接管段外觀如圖1(a)所示,管段壁厚為74 mm,堆焊層試樣[見圖1(b)]為從其焊縫區截取得到,試樣尺寸為21.0 mm×14.5 mm×11.5 mm(長×寬×高)。
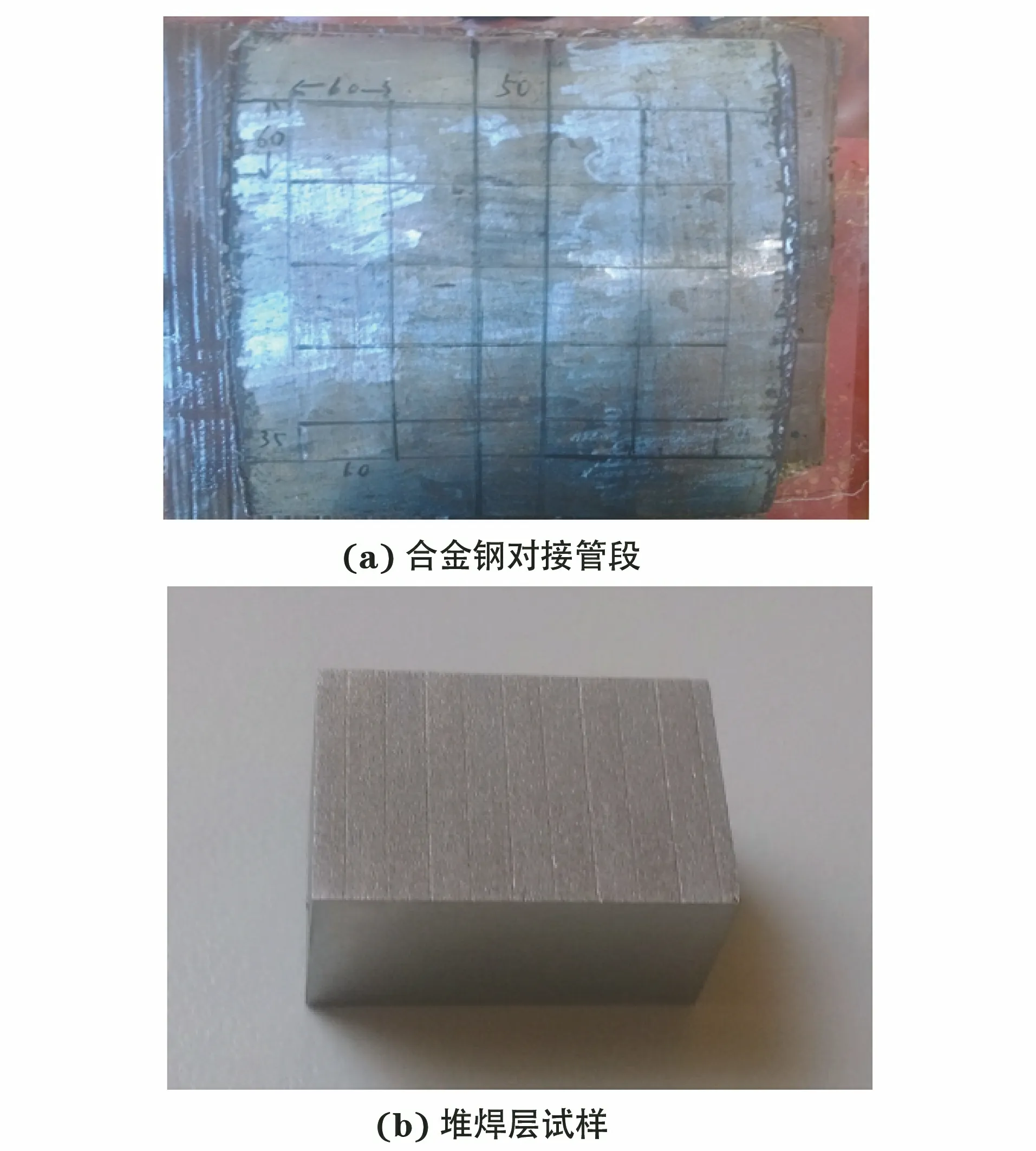
圖1 帶奧氏體不銹鋼堆焊層的合金鋼對接管段及堆焊層試樣外觀
利用水性砂紙對樣品進行打磨、拋光處理,并采用重鉻酸鉀冷酸液腐蝕劑腐蝕試樣表面。利用蔡司MEF-4型金相顯微鏡對堆焊層試樣的宏觀及微觀組織結構進行觀察。
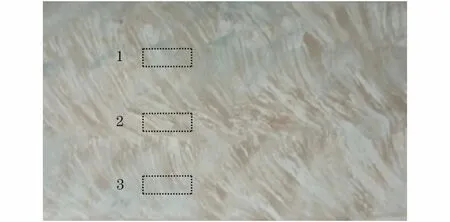
圖2 奧氏體不銹鋼堆焊層試樣的宏觀金相照片
奧氏體不銹鋼堆焊層試樣的宏觀金相照片如圖2所示,可見,堆焊層內晶粒呈柱狀分布,晶粒寬度為200300 μm,長度為3 0004 000 μm,晶粒取向較為雜亂,生長方向為-60°30°。奧氏體晶粒沿溫度梯度生長,且由外延工藝控制[18]。在堆焊層焊接凝固的過程中,焊道邊緣散熱較快,形成了堆焊層晶粒的柱狀結構以及復雜取向,這也會導致奧氏體不銹鋼堆焊層呈現出顯著的彈性各向異性。
進一步對圖2所示的堆焊層內3個不同區域進行500倍放大微觀金相觀察(金相照片見圖3)。堆焊層組織為奧氏體和鐵素體,鐵素體含量較高(約為40%)。圖3中基體白色區域為奧氏體,魚骨狀黑色區域為高溫鐵素體。不同區域中魚骨狀鐵素體分布的情況差別較大,鐵素體的含量和取向不斷變化,進一步增加了堆焊層組織的非均質性。
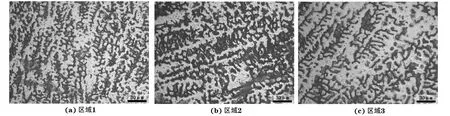
圖3 奧氏體不銹鋼堆焊層試樣不同區域的微觀金相照片
3 全聚焦成像試驗
在圖1(a)所示的對接管段的堆焊層焊縫中心位置加工一個深度為65 mm,直徑為2 mm的側鉆孔。采用Multi X++型超聲檢測儀,并配合Multi 2000操作軟件,利用標稱頻率為3.5 MHz的64陣元相控陣線陣探頭實施檢測。
分別采用16,32,48和64個陣元采集FMC數據并進行TFM成像,目標區域的網格分辨力為0.5 mm。不同陣元數目下的TFM成像如圖4所示,可見,缺陷成像結果與陣元數目有關。當陣元數為16時,成像質量較差,缺陷呈現為扁長的橢圓形,且幅值較低,不利于準確識別;當陣元數目為48或64時,缺陷圖像質量得到改善,缺陷區域能量集中且幅值得到提高。
為評價超聲成像結果,文章采用檢測信噪比SNR和陣列性能指數API[9]進行定量分析,其定義式如式(4),(5)所示。
SNR=20log(Imax/Iaverage)
(4)
式中:Imax為缺陷信號的幅值;Iaverage為噪聲信號的平均幅值。
API=A-6dB/λ2
(5)
式中:A-6dB為點狀反射體幅值下降一半時對應的截面積;λ為波長。
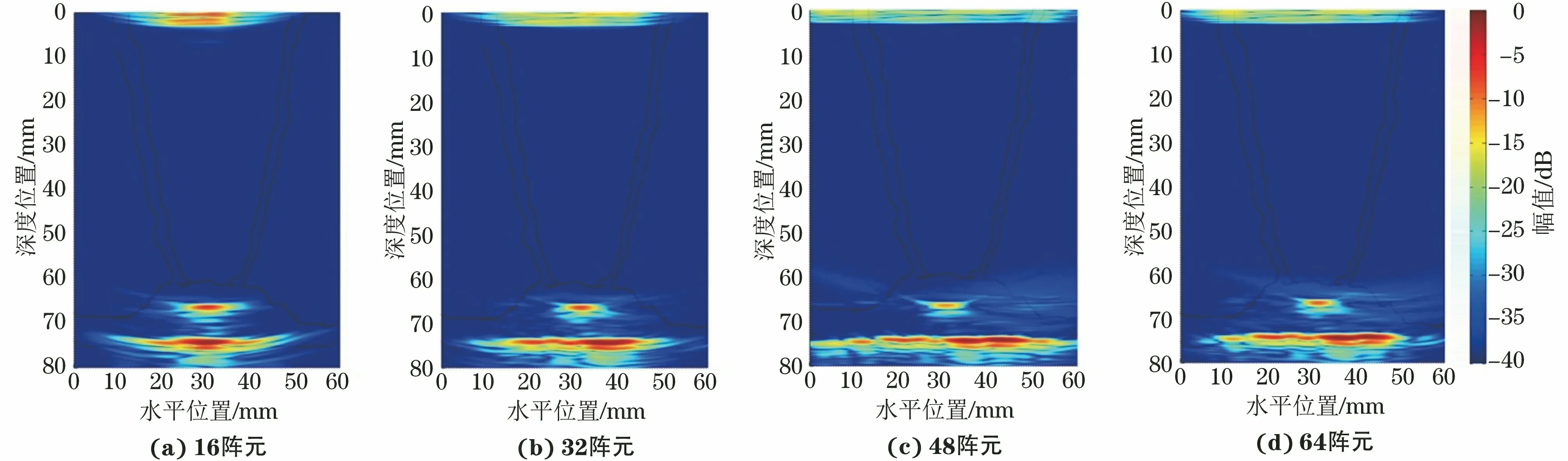
圖4 不同陣元數目下的TFM成像結果
信噪比描述了缺陷信號與噪聲信號的強弱關系,能夠反映超聲成像質量和缺陷檢測效果。陣列性能指數是一個無量綱參量,能夠反映圖像中缺陷的可分辨能力,其值越小,表明超聲檢測聲束寬度越窄,缺陷成像質量越高(聲束寬度若較寬,易使圖像中相鄰缺陷的信號產生混疊)。
不同陣元數目下應用PCI法前后TFM成像的信噪比和陣列性能指數如圖5所示,可見,隨著陣元數量的增加,信噪比不斷提高,64陣元的信噪比較16陣元的提高了5.3 dB,陣列性能指數不斷降低,64陣元的陣列性能指數較16陣元的減小了35%。這是因為隨著陣元數量增加,FMC數據中包含的A掃描信號數量不斷增加,聲束覆蓋范圍隨之擴大,探頭陣元接收到更多材料與缺陷的特征信息。這些信息經過延時疊加處理后,缺陷處的能量提升高于非缺陷處的,成像效果得到逐步改善。當所用陣元數達64時,TFM圖像能夠較為準確地描述奧氏體不銹鋼堆焊層焊縫的特征,抑制聲束畸變和散射造成的偽像,但仍存在較為明顯的結構噪聲干擾。
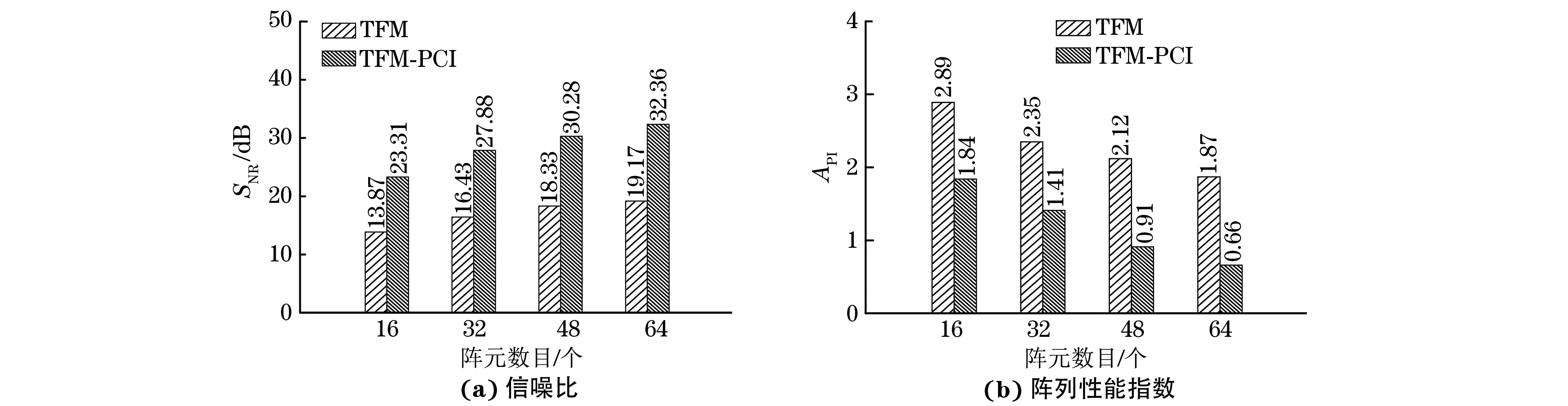
圖5 不同陣元數目下應用PCI法前后TFM成像的信噪比和陣列性能指數
提取FMC數據中各A掃描信號的相位信息,利用式(2)構建相位相干因子矩陣。隨后,對圖4所示的各TFM圖像實施自適應加權處理,得到如圖6所示的結果。對比圖4和圖6可見,結合PCI的TFM成像能夠有效地保留缺陷特征,同時抑制了堆焊層中的結構噪聲,更有利于缺陷辨識。
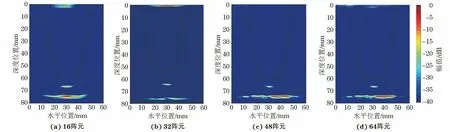
圖6 不同陣元數目下結合PCI法的TMF成像結果
4 結論
(1) 奧氏體不銹鋼堆焊層組織為晶粒取向復雜的粗大柱狀晶,呈魚骨狀的鐵素體含量較高,且不同區域魚骨狀鐵素體的取向變化較大。
(2) TFM有助于改善帶不銹鋼堆焊層焊縫缺陷的成像檢測質量,且成像所用陣元數量越多,圖像信噪比越高,陣列性能指數越小。
(3) 提取FMC數據中的信號相位信息并實施自適應加權處理,可進一步抑制結構噪聲,提高圖像的信噪比與缺陷的辨識度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
電子制作(2018年11期)2018-08-04 03:25:42
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
