模糊PID控制在塑料擠出機中的應用研究進展
2021-12-04 08:18:28徐秀英
合成樹脂及塑料 2021年6期
徐秀英
(鄂爾多斯職業(yè)學院,內蒙古 鄂爾多斯 017000)
模糊比例積分微分(PID)控制通過控制經驗和系統(tǒng)的專家背景知識的學習,設計智能溫控系統(tǒng),可實時整定PID參數(shù),既不依賴控制對象的數(shù)學模型,還具備PID控制良好的穩(wěn)態(tài)精度[1-3],達到超調量小、調節(jié)周期短、穩(wěn)定性高的目的,溫度偏差絕對值變化小,溫度波動范圍縮小。將模糊PID控制方法應用在塑料擠出機溫度控制中,利用模糊控制規(guī)則實現(xiàn)PID參數(shù)的在線自整定,將模糊化后的信號作為模糊規(guī)則輸入,可提高溫度控制精度。本文綜述了模糊PID控制技術研究進展及在塑料擠出機溫度控制中的應用。
1 模糊PID控制技術研究進展
模糊控制利用模糊邏輯并根據(jù)模糊規(guī)則對PID參數(shù)實時優(yōu)化。控制器分為兩個部分,PID控制器和模糊控制器,見圖1,由設定目標值和實際測量值可以得到控制量的誤差(E),再由E得到誤差變化率(Ec),將Ec輸送到模糊控制器中,模糊控制器利用模糊規(guī)則表對PID參數(shù)進行自適應調整,進而獲得最佳的PID控制參數(shù)。PID控制通過找出PID的三個參數(shù)和E以及Ec之間的模糊關系不斷檢測其之間的變化,根據(jù)事先制定好的模糊控制規(guī)則進行在線調整,滿足不同E和Ec對參數(shù)的不同控制要求。模糊PID技術被大量應用在各領域[4-12],在焦爐溫度控制、烤煙房、包裝機熱封、水泥生產、火電廠、電梯、中央空調、油鉆機、燃氣輪機、無人機、汽車技術、軌道交通、制漿造紙、冷軋板生產等均有應用。
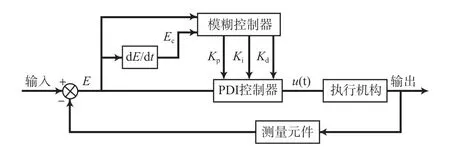
圖1 模糊控制技術原理示意Fig.1 Technical principle of fuzzy control
為了能夠消除傳統(tǒng)PID控制存在的穩(wěn)態(tài)誤差,陳曉磊等[13-15]利用模糊控制與PID控制互補性強的優(yōu)點,設計了模糊-PID復合控制器。該方法利用了模糊控制提高升溫速率和PID控制可以消除穩(wěn)態(tài)誤差的功能,在溫度偏差較大時采用模糊控制保證升溫速率,當溫度接近設定值時,采用PID控制避免超調過高或者穩(wěn)態(tài)誤差過大。與常規(guī)PID控制相比,模糊PID控制具有設計簡單,升溫快,抗干擾能力強的優(yōu)勢。特別是大量應用在塑料擠出機的溫度控制上,較好地起到了提升產品質量的作用。在塑料擠出機中,不僅需要對擠出時間進行精確控制,還需要在操作參數(shù)改變時,常規(guī)PID無法達到這些控制精度要求,必須借助于模糊PID控制技術來實現(xiàn)。王子劍等[16]提出了基于模糊控制的螺桿擠出機溫度控制系統(tǒng)設計, 以螺桿擠出機溫控系統(tǒng)的擾動多、非線性、時變以及大滯后的特性,研究得到了智能化的控制算法,對于現(xiàn)場無法充分預料的情況,這種溫度控制系統(tǒng)能夠發(fā)揮重要的作用。使用ZigBee無線傳感技術可實現(xiàn)溫度監(jiān)控的遠程操作,提升檢測效率和水平。對遠程無線溫度控制系統(tǒng)的硬件系統(tǒng)進行了設計,對CC2430型射頻主控芯片的外圍電路、溫度傳感電路以及溫度控制電路進行設計。針對螺桿擠出機溫度控制系統(tǒng)進行實例分析,結果表明,使用常規(guī)PID控制器,在階躍信號和脈沖干擾信號作用下,系統(tǒng)超調量和穩(wěn)定時間不能夠滿足螺桿擠出機溫度控制的要求。與常規(guī)PID控制器相比,使用模糊PID控制器的超調量和穩(wěn)定時間明顯增強。以聚酰胺6/CaCl2復合材料擠出為例,分別使用常規(guī)PID控制算法和模糊控制算法進行對比分析,研究溫度控制精度對產品成型質量的影響。與常規(guī)PID控制算法相比,在模糊控制算法下,三種產品(溫度設置分別為240,260,280 ℃)的缺口沖擊強度合格率、彎曲應力合格率、斷裂伸長率合格率、拉伸強度合格率分別提高了6.87%,8.67%,9.33%,8.77%。
李森[17]針對雙螺桿擠出機溫度控制系統(tǒng)通常存在大擾動、非線性以及滯后性等特點,提出了一種基于模糊神經網絡PID控制的溫度控制方法,對于現(xiàn)場無法充分預估的情況,該控制方法能夠根據(jù)具體情況對PID參數(shù)進行適當調整。首先,介紹了雙螺桿擠出機溫度采集與控制系統(tǒng)組成,將模糊控制理論、神經網絡控制與常規(guī)PID控制相結合,利用模糊控制和神經網絡對PID參數(shù)實現(xiàn)在線實時調整。然后,將模糊神經網絡PID控制與常規(guī)PID和模糊PID控制進行仿真對比,模糊神經網絡PID控制對螺桿機溫度控制效果更佳,采用該控制方法可以極大提高產品合格率。
模糊PID技術在20世紀90年代得到飛速發(fā)展,最早應用于日本的地鐵控制系統(tǒng)預測。美國將模糊PID控制引向神經網絡,并且應用在航天控制系統(tǒng)。隨著計算機技術的發(fā)展,人工神經網絡學習廣泛應用于模糊PID技術,張凌云[18]在塑料擠出機控制系統(tǒng)中,控制器采用的是模糊神經網絡結構,控制器的輸入為溫度偏差和溫度偏差變化,經過模糊神經網絡識別后輸出為一個控制量,控制量經過數(shù)據(jù)轉換后得到需要提升的溫度,輸入給料筒加熱系統(tǒng)控制器,完成對料筒溫度的控制,在一定的采樣周期內通過溫度傳感器不斷采集料筒的當前溫度,然后與加熱塑料所需的目標溫度對比后再次經過已經訓練好的模糊神經網絡,重新調整控制參數(shù),直到達到預定的加熱溫度。蔣正炎[19]以常用的電容傳感器測量塑料薄膜厚度為例,介紹了薄膜厚度測量的工作原理,建立了模糊神經網絡算法模型,并對模糊神經網絡PID控制器的工作流程進行了設計,利用 Matlab仿真軟件對比了模糊神經網絡算法和常規(guī)PID算法的輸出曲線,并結合實驗驗證了仿真的可行性與模糊神經網絡PID算法的優(yōu)越性。雷瑩[20]設計了一種基于徑向基函數(shù)(RBF)神經網絡的自適應吹膜機塑料薄膜張力控制方法。結果表明:RBF神經網絡的張力控制方法能夠適應參數(shù)多變的復雜系統(tǒng),塑料薄膜收卷張力更加穩(wěn)定,提升了薄膜質量和生產效率。王楠[21]提出了一種基于模糊神經網絡PID的厚度智能控制方法,將常規(guī)PID控制、模糊控制理論以及神經網絡算法相結合,通過模糊神經網絡實現(xiàn)常規(guī)PID參數(shù)的自適應在線調整,以提高薄膜厚度控制系統(tǒng)的自適應能力。結果表明:基于模糊神經網絡PID的塑料薄膜厚度控制系統(tǒng)具有穩(wěn)定性好、響應速度快等優(yōu)點,同時具有一定的抗干擾能力。
2 模糊PID控制技術在塑料擠出機溫度控制中的應用
塑料擠出機是利用塑料的物理特性,將物料加熱成熔融狀態(tài),再經過模具成型冷卻最終加工成具有一定形狀的塑料制品。擠出機控制系統(tǒng)要求穩(wěn)定性高、抗干擾能力強。擠出機控制系統(tǒng)硬件主要由觸摸屏、接觸器、變壓器、熱電偶溫度傳感器、行程開關、按鈕開關等組成[1-4]。塑料擠出機主要由下料斗、加熱料筒、螺桿以及擠出機頭等組成。擠出機在運轉過程中,塑料顆粒在螺桿的帶動下將物料從下料斗傳送到加熱料筒中,將塑料顆粒融化成流體狀態(tài)。料筒內部通常有多個加熱溫度區(qū)域,各加熱區(qū)域設定不同的溫度。擠出機主螺桿啟動后,螺桿在設定轉速下,通過旋轉對料筒內部的物料進行攪拌、剪切、塑化,并不斷向前運動,最后通過擠出機的機頭擠出并通過口模成型輸出成品。塑料擠出機在工作過程中,首先需要對料筒進行加熱,當筒體溫度達到設定溫度時,依次啟動潤滑油泵、冷卻泵、主電機、加料等設備。溫度對塑料性質影響很大,影響塑料的熔融狀態(tài)和擠出狀態(tài),對成品質量影響很大,溫度過高會出現(xiàn)氣泡或者結焦,因此溫度是塑料擠出機的關鍵工藝控制指標。
閆兵等[8]提出了非線性PID控制方法。該方法將常規(guī)PID中的比例、積分、微分系數(shù)用非線性函數(shù)來表示,根據(jù)不同環(huán)節(jié)系統(tǒng)對系數(shù)的要求不同來改變函數(shù)的因子。對于給定輸入和反饋輸入通道加入跟蹤微分器,平滑輸入信號,并對反饋信號進行濾波。結果表明,與常規(guī)PID控制相比,該控制方法可消除超調,縮短調節(jié)時間。模糊控制是智能控制的分支,余鵬程[22]發(fā)現(xiàn),在塑料擠出的生產過程中,擠出溫度控制效果會影響擠出制品的質量,提出一種分段引入積分環(huán)節(jié)的模糊PID控制方法,能夠有效解決常規(guī)PID控制器和簡單的模糊控制器在塑料擠出機溫度控制過程中存在的弊端問題。在研究隸屬函數(shù)和論域之間的管制后,結合論域分層的控制思想,設計了具有等比間距隸屬函數(shù)的模糊控制器。該模糊控制器是對常規(guī)模糊控制器的一種改進,經過實踐證明,該模糊控制器具有一定的可行性和有效性,較常規(guī)PID控制器更智能化,對擠出機的溫度控制更精準,波動幅度小,成品質量更穩(wěn)定。
司志澤等[23]通過分析銅鋁電線電纜生產中塑料擠出機溫度控制的重要性,提出電磁加熱來替代電阻絲加熱的方法,對比了電磁加熱與電阻絲加熱的優(yōu)缺點,提出電磁加熱的具體結構制造。在溫度控制器的設計中提出了采用模糊PID控制來替代常規(guī)PID控制,通過仿真分析,得出模糊PID控制的速度及魯棒性極大提高。
張永勝[24]設計了一種基于可編程控制器(PLC)和觸摸屏相結合的塑料擠出機溫度智能控制系統(tǒng)。研究了塑料的溫度特性,在此基礎上設計了以PLC為控制核心的硬件系統(tǒng),采用熱電偶傳感器采集溫度信號并經過變送器將信號傳送到控制器中,采用模糊PID控制算法實現(xiàn)溫度控制的閉環(huán)自適應控制。結果表明,設計的溫度控制系統(tǒng)可將溫度誤差控制在±1.5 ℃;該控制系統(tǒng)可以有效地提高系統(tǒng)溫度控制精度,對于提高塑料制品質量具有重要作用。
劉丹[25]介紹了塑料擠出機基本組成結構和PID控制器溫度控制原理,該系統(tǒng)采用分段溫控方式,將增量式PID控制算法與智能控制結合,提出一種模糊自適應PID控制方法,該方法能夠提高PID參數(shù)自適應性,實現(xiàn)更好的控制效果。分別對塑料擠出機溫控系統(tǒng)的硬件和軟件設計進行分析,設計了一種更具開放性、智能性的溫控系統(tǒng)。智能控制系統(tǒng)類似專家系統(tǒng)能夠根據(jù)被控操作參數(shù)及外界環(huán)境中讀入的信息進行選擇、存儲和智慧學習,不斷循環(huán)使控制系統(tǒng)的功能更完善,對被控目標及外界環(huán)境條件有更強的適應性,同時可以參考控制目標要求進行專家系統(tǒng)組織和決策,具有更靈活的兼容性、魯棒性。
黃紅兵[26]]以塑料擠出機料筒溫度控制系統(tǒng)為核心研究內容,在分析系統(tǒng)各項性能指標的基礎上,重點對擠出機溫度控制算法進行研究。同時對控制系統(tǒng)硬件、軟件進行設計,最終目標是實現(xiàn)控制算法在擠出機上的應用,提高料筒溫度的控制精度和系統(tǒng)穩(wěn)定性。分析了塑料擠出機工藝流程和工作原理,設計了擠出機溫度控制系統(tǒng)總體方案。采用階躍響應曲線辨識法獲取系統(tǒng)模型參數(shù),建立料筒溫度控制系統(tǒng)數(shù)學模型。利用Matlab/Simulink軟件對常規(guī)PID控制方法與模糊PID控制策略進行仿真,針對常規(guī)PID控制參數(shù)難以整定、超調量過大、調節(jié)時間長的問題,設計了模糊PID仿真模型,通過仿真分析看出,模糊PID控制方法控制精度更高,且在系統(tǒng)存在擾動的情況下具備一定的抗干擾能力。
張還[27]開發(fā)了一種基于可編程控制器S7-300和CD 901型智能溫控表組成的塑料擠出機溫度控制系統(tǒng),介紹了該控制系統(tǒng)的總體結構、硬件配置。利用CP340通信模塊,S7-300 PLC可與智能溫控表進行雙向、高速的串行通信,實現(xiàn)對其讀寫控制。PLC作為控制核心,通過擴展通信模塊與智能溫度控制表進行RS-485串行通信。
3 結語
模糊PID控制技術利用模糊邏輯并根據(jù)模糊規(guī)則對PID參數(shù)實時優(yōu)化。根據(jù)事先制定好的模糊控制規(guī)則來進行在線調整,滿足不同E和Ec對參數(shù)的不同控制要求。模糊PID被大量應用在各領域,特別是大量應用在塑料擠出機的溫度控制上。使用模糊PID控制技術對常規(guī)控制器進行改進,與常規(guī)的PID控制技術相比,能夠較好地模擬專家系統(tǒng),更智能化,對擠出機的溫度控制更精準,波動幅度更小,成品質量更穩(wěn)定。
