核電堆內構件緊固件鍍鉻工藝研究
2021-12-01 01:15:26劉曉強孟凡江丁宗華徐雪蓮林紹萱
電鍍與涂飾 2021年21期
關鍵詞:工藝
劉曉強,孟凡江,丁宗華,徐雪蓮,林紹萱
(上海核工程研究設計院有限公司,上海 200233)
電鍍鉻分為裝飾性鍍鉻和功能性鍍鉻。裝飾性鍍鉻層很薄,而功能性鍍鉻又名硬鉻,主要是為了提高零部件的耐磨性和耐蝕性,降低零部件的咬合,以及修復破損部件[1-3]。功能性鍍鉻層厚度一般為5~50 μm,硬度在400~1200 HV范圍內。因此,功能性鍍鉻能夠提高零部件的抗磨損能力,延長其使用壽命。
在“國和一號”等三代核電站的主設備設計中,一些零部件(如堆內構件的緊固件和吊裝塊、驅動機構零部件等)需電鍍硬鉻,并且鍍層必須具有優異的性能。以堆內構件緊固件為例,要求鍍鉻層厚度為5~15 μm,平均硬度在750 HV以上,并且純度高于99.9%。在我國早期核電項目建造期間,一些關鍵部件的鍍鉻層在硬度、厚度、均勻性等方面達不到要求,且存在工藝不穩定的情況,往往依賴國外技術。隨著我國核電行業的大力發展,為了提高核電的國產化水平和國產化率,核電零部件電鍍工藝的研究與開發顯得尤為重要。
電鍍工藝是一個較為復雜的電化學過程,其影響因素很多,包括基材類型、形狀和表面質量,電鍍液組成和溫度,電流密度等。對于核電鎳基合金和不銹鋼部件的電鍍,特別是安全性要求高的主設備零部件,更需要采用精確的電鍍工藝,才可保證得到優異的鍍層性能[4-7]。因此,有必要對電鍍工藝進行一定的優化和開發。本文以核電堆內構件緊固件零件為例,研究了鍍液的鉻酸酐質量濃度、溫度和電流密度對電鍍鉻層性能的影響,為核電零部件鍍鉻層性能的控制提供指導。
1 實驗
1.1 堆內構件用螺栓電鍍鉻工藝
基體為堆內構件常用的M12螺栓或25 mm × 102 mm × 1.25 mm試片,均為SA-193 Gr.B8M Cl.2不銹鋼。
鍍鉻試片用于硬度、結合力和形貌分析。電鍍鉻工藝條件為:CrO3質量濃度230~260 g/L,溫度50~65 °C,電流密度25~35 A/dm2。通過調整電鍍時間將鍍層厚度控制在40~50 μm。
1.2 鍍層性能測試
按照ASTM E384-17Standard Test Method for Microindentation Hardness of Materials測量鍍鉻層的顯微硬度,采用維氏壓頭,載荷100 g,加載時間15 s。
按照ASTM B571-18Standard Practice for Qualitative Adhesion Testing of Metallic Coatings檢測鍍層結合力。采用彎曲法檢測試片表面鍍鉻層的結合力,并在奧林巴斯CKX53金相顯微鏡下觀察鍍層剝離情況。M12螺栓表面鍍層的結合力采用沖擊法檢測,將一直徑10 mm的鋼球放在零件鍍層上,用重約500 g的鐵錘猛擊鋼球1次,在工件表面形成一個直徑約3 mm的圓形凹坑,觀察鍍層是否起皮。
采用Thermo Fisher ESCALAB 250Xi X射線光電子能譜儀(XPS)分析鍍層成分。采用精度為1 μm的數字千分尺測量鍍鉻層厚度。采用上海泰明光學儀器有限公司生產的JB-1C表面粗糙度測試儀測量電鍍前后樣品的表面粗糙度(Ra)。
2 結果與討論
2.1 鍍鉻工藝參數對鉻鍍層顯微硬度的影響
從圖1a可知,當CrO3質量濃度為260 g/L、溫度為60 °C時,隨電流密度升高,鉻鍍層的顯微硬度呈上升趨勢,但變化幅度不大,最多僅相差30 HV,說明電流密度對鉻鍍層硬度的影響不大。下文取電流密度為30 A/dm2進行研究。
從圖1b可知,當CrO3質量濃度為260 g/L、電流密度為30 A/dm2時,隨鍍液溫度升高,鉻鍍層的顯微硬度先升高后降低,55 °C時最高,為810 HV,而升至65 °C時,鍍層顯微硬度又降至700 HV以下。這說明溫度改變對鍍層硬度的影響較明顯,溫度過高或過低都不利于提高鍍層硬度。通常隨鍍鉻層硬度增大,一方面鍍層脆性增大,結合力下降;另一方面,鍍層出現裂紋的可能性會越大。因此鍍鉻層的硬度應控制在合理的范圍,較適宜的溫度為55~60 °C,下文取60 °C進行研究。
從圖1c可以看出,在鍍液溫度為60 °C和電流密度為30 A/dm2的條件下,鍍液的CrO3質量濃度為230 g/L時,所得鉻鍍層的顯微硬度高達865 HV,增大CrO3質量濃度至260 g/L時,鍍層的顯微硬度降至724 HV,繼續增大CrO3質量濃度至300 g/L時,鍍層的顯微硬度又增大至770 HV。
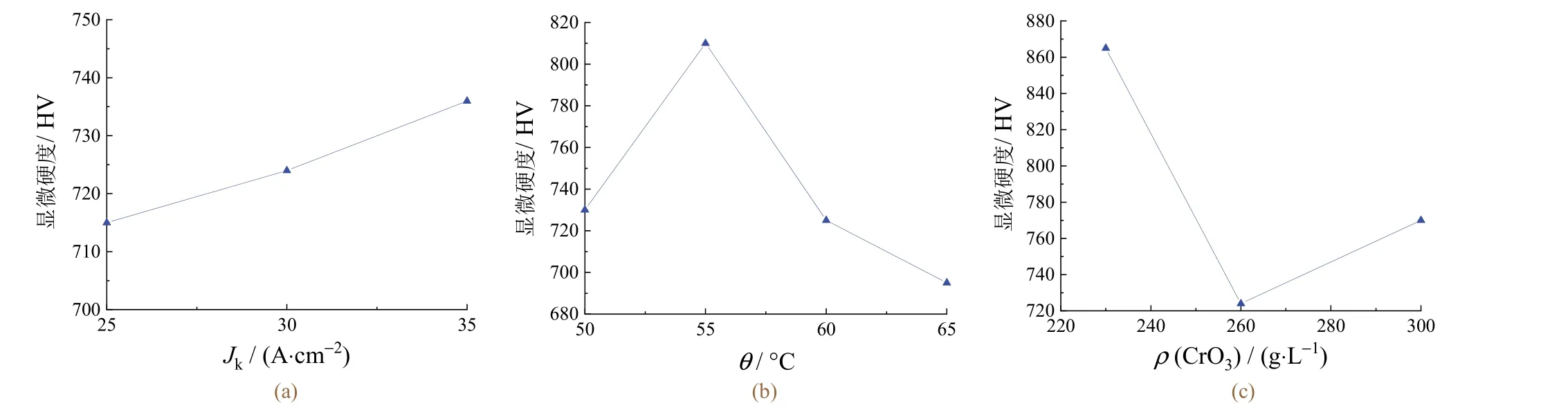
圖1 電流密度(a)、鍍液溫度(b)和CrO3質量濃度(c)對鉻鍍層顯微硬度的影響Figure 1 Effects of current density (a), bath temperature (b), and CrO3 mass concentration (c) on microhardness of chromium coating
綜上,鍍液溫度和鉻酸酐質量濃度對鍍鉻層性能的影響較大,在電鍍鉻時要控制好這兩個參數,以保證不同批次鍍鉻層的性能和質量穩定。較佳的工藝參數為:CrO3質量濃度230 g/L,溫度55~60 °C,電流密度25~35 A/dm2。
2.2 鍍層結合力
采用彎曲法對上述不同工藝條件下獲得的鍍層進行結合力測試,并在金相顯微鏡下觀察鍍層剝離情況,發現所有樣品的鍍層均無剝離、起皮等不良現象。圖2示出了3種典型工藝條件下的鉻鍍層經彎曲試驗后的表面狀態。另外,采用沖擊法對M12螺栓螺紋處圓弧面上相互呈120°角的3個位置進行試驗后 也均未發現鍍層起皮現象,說明鉻鍍層具有較好的結合力。

圖2 鉻鍍層的結合力測試結果Figure 2 Adhesion test results of chromium coating
2.3 鍍層成分分析
按照設計要求,鍍鉻層中Cr的質量分數應至少為99.9%,Co的質量分數應小于0.05%。從圖3可以看出,在全譜范圍中只檢測到金屬Cr,即使在Co2p的高分辨譜圖中也未觀察到Co的譜峰,這說明鍍層純度較高,滿足要求。
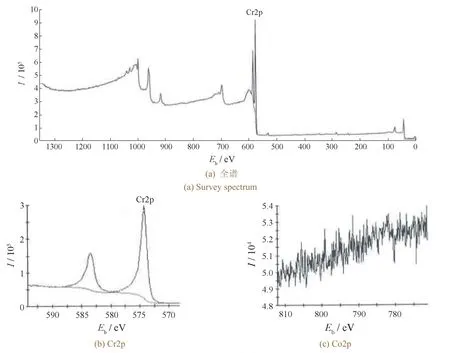
圖3 較優工藝條件下所得鉻鍍層的XPS譜圖Figure 3 XPS patterns for chromium coating electroplated under the optimal conditions
2.4 螺栓表面鉻鍍層性能分析
在較優工藝條件下對M12螺栓鍍鉻,所得的鍍層光滑連續,無分層、起泡、凹坑、燒焦等缺陷(見圖4)。零件鍍鉻前后的表面粗糙度分別為0.4 μm和0.6~0.8 μm,鍍后表面粗糙度是鍍前的1.5~2.0倍。一般鍍鉻前基體表面粗糙度越低,越有利于獲得致密和高硬度的鍍層[8]。
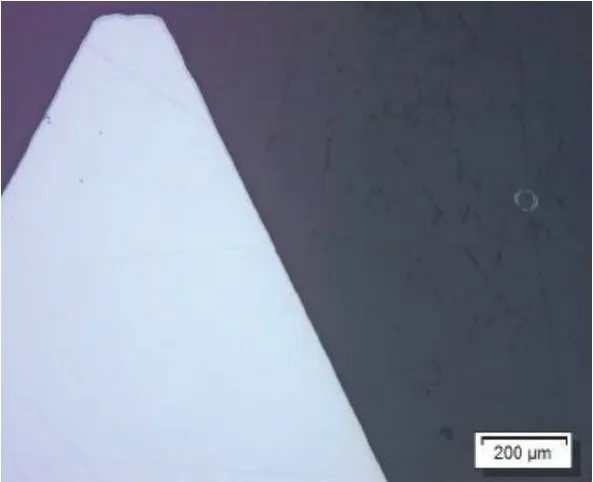
圖4 螺紋鍍鉻金相照片Figure 4 Metallograph of chromium-plated thread
按照設計要求,螺栓的螺紋頂部和中部鍍鉻層厚度應控制在5~15 μm,螺紋底部有可見鍍層即可,但也不宜超過5 μm,否則會使螺紋頂部鍍層厚度大于15 μm。如圖5所示,在鍍鉻過程中,由于螺紋頂部和中部的接觸面積較大,其表面鍍層厚度較容易滿足設計要求,但螺紋底部只能獲得2~3 μm的厚度(見圖5)。這主要與電鍍過程的電流密度分布不均有關。因此,在保證各部位鍍層厚度滿足要求的前提下,可通過合理布置陽極、采用脈沖電流等方式來適當提高螺紋底部鍍層厚度,并確保零件鍍后可通過通止規檢查測試。
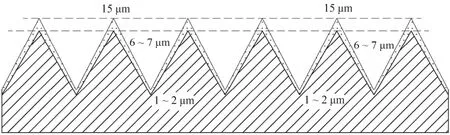
圖5 螺紋鍍鉻層厚度示意圖Figure 5 Schematic diagram of thickness of chromium coating on thread
3 結論
鍍液溫度及鉻酸酐質量濃度對核電堆內構件螺栓電鍍鉻的影響較大,電流密度的影響較小,較佳工藝參數為:CrO3質量濃度230 g/L,溫度55~60 °C,電流密度25~35 A/dm2。在該條件下對M12螺栓鍍鉻可獲得硬度、結合力、成分和厚度都合格的鍍層。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
