防止橡膠金屬復合件開膠的鍍鋅新工藝
2021-12-01 01:15:26李斌鄧建青周同理
電鍍與涂飾 2021年21期
李斌,鄧建青,周同理
(株洲時代新材料科技股份有限公司,湖南 株洲 412000)
鍍鋅是目前廣泛運用且行之有效的防腐方式,多數形狀復雜的小尺寸橡膠金屬復合制品都是通過電鍍鋅來防腐的。橡膠金屬復合制品的常規鍍鋅工藝是將鐵件和橡膠硫化粘合后整體進行脫脂、除銹、電鍍鋅、出光、鈍化和后處理(如封閉)。采用該工藝時經常出現橡膠和金屬粘合不牢的現象,導致大量產品報廢。本文介紹了一種橡膠金屬復合件鍍鋅的新工藝,以供同行參考。
1 橡膠金屬復合制品鍍鋅新工藝
新工藝流程如圖1所示,圖中虛線部分根據實際需要選擇是否進行,不需要則直接進入下一道工序。先對鐵件電鍍鋅(出光、但不鈍化),與橡膠硫化粘合后進行表面處理(中性脫脂)、清洗、出光、鈍化、后續處理。該工藝的電鍍鋅在硫化粘合之前進行,既可避免長時間電鍍導致粘合不牢,又可按需選擇對鐵件進行除氫,進而滿足高強度負荷產品的要求。

圖1 新鍍鋅工藝流程Figure 1 Flowchart of the novel zinc electroplating process
1.1 鍍鋅
鐵件鍍鋅是關鍵工序之一,鍍鋅層應呈均勻光亮的銀白色(見圖2),厚度應在工藝要求的中上限,并且結合力良好(采用熱震法檢測,220 °C下保溫30 min后立即放入10~25 °C水中,要求鋅層無起泡、脫落、開裂等異常),以防后續除氫或硫化過程中出現起泡、脫落等異常(見圖3)。

圖2 正常鍍鋅產品Figure 2 Qualified zinc-electroplated products

圖3 鍍鋅產品在除氫或硫化時出現起泡和脫落現象Figure 3 Blistering and peeling of a zinc-electroplated product during hydrogen removal or vulcanization
1.2 除氫
對鍍鋅鐵件除氫可以檢驗鍍鋅層的結合力,更重要的是消除氫脆,進而滿足高承載強度產品的要求。 由于橡膠不能經受長時間的高溫烘烤,因此鍍鋅鐵件除氫必須在硫化前進行。顯然,橡膠金屬復合件的常規鍍鋅工藝不適用于制備高承載強度產品。
1.3 硫化前處理
鍍鋅鐵件硫化前處理的目的是獲得具有一定粗糙度的清潔表面,以增強橡膠與金屬之間的粘合強度。硫化前無需脫脂,直接噴砂,噴砂時應保護好非涂膠部位的鋅層,并控制好邊緣涂膠,避免膠粘劑在鋅層上殘留。總之,硫化前處理過程中需盡量減少對鋅層的損壞,以及避免雜物在鋅層上的殘留。
1.4 硫化
按正常工藝硫化,注意避免裝模、出模及搬運過程劃傷鋅層,并防止油污等殘留在鋅層表面(見圖4)。
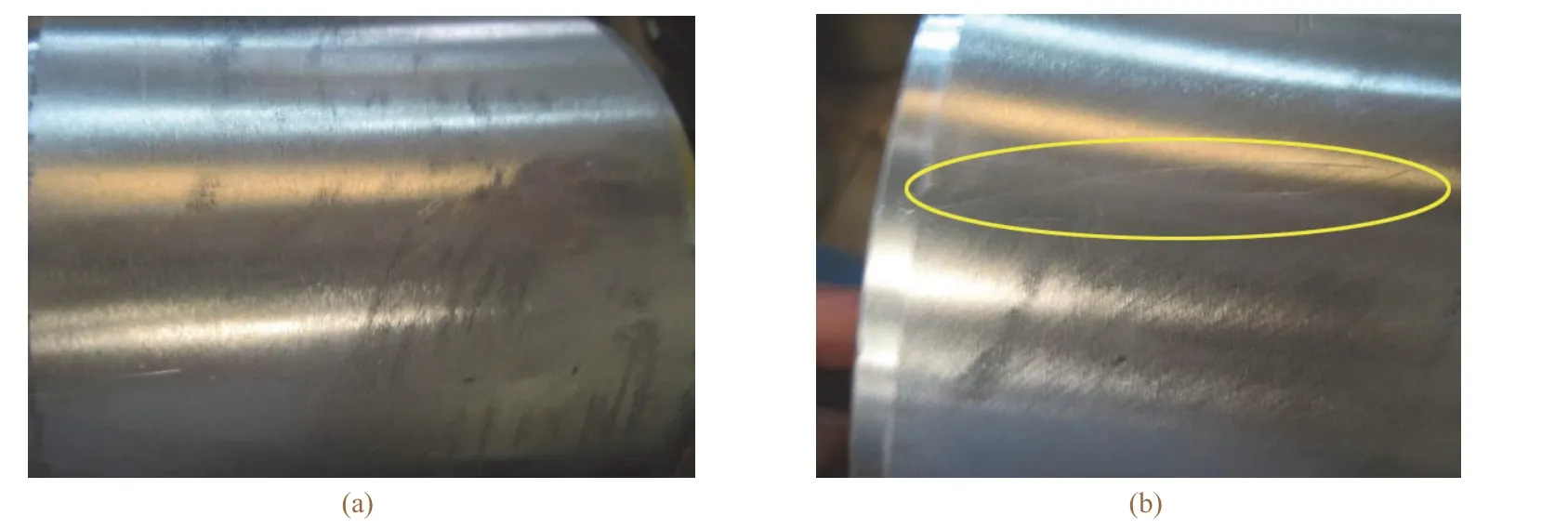
圖4 硫化后的正常產品(a)和劃傷了的產品(b)Figure 4 Surface states of the qualified product (a) and the scratched product (b) after vulcanization
1.5 鋅層表面處理
硫化后鋅層表面會發生氧化,并且難免會有雜質殘留,必須將氧化膜和雜質除去,以保證后續鈍化的效果。油污等用中性除油劑超聲處理5 min左右可除去,殘留的膠粘劑可用400號砂紙輕輕打磨掉,氧化膜用3%~5%(質量分數)硝酸浸泡5~10 s即可除去。待鋅層表面處理完畢,若鋅層完好無損,則可按正常工藝直接進行水洗、鈍化等后續操作;若鋅層損壞較嚴重,則應整體鍍鋅以修補破損處的鋅層。
1.6 鋅層修補
對于鋅層損壞較嚴重的工件或膠粘劑殘留面積過大的工件,為保證破損處鋅層的防腐能力,在鋅層表面處理后需整體鍍鋅一定時間,以保證破損處的鋅層厚度達到5 μm左右。修補鋅層后按正常工藝進行水洗、出光、鈍化等后續處理。
1.7 其他后處理工序
其他后處理工序(如封閉)可按各自的工藝正常操作,鍍鋅工藝的后處理一般只影響外觀,不會導致產品粘合不牢。
2 常見問題及其處理
2.1 鋅層修補
鋅層修補的目的是保證鋅層破損處恢復一定的防腐能力。先按照1.5節對鋅層進行表面處理,再整體短時間(10~20 min)鍍鋅,宜采用對橡膠金屬粘合影響較小的酸性鍍鋅工藝。對于鋅層破損面積大于5%的工件,建議退除鋅層后重新整體鍍鋅。
2.2 殘留膠粘劑的去除
鋅層表面殘留膠粘劑并不影響防腐效果,如果對外觀要求不嚴格,可不處理;若對外觀要求嚴格,則應采用400號或更細的砂紙輕輕打磨掉,又或用棉布拋光輪除去。
2.3 鋅層起泡等異常硫化產品的處理
對于硫化后鋅層起泡、開裂等異常的產品,應徹底褪除鋅層后重新鍍鋅。要盡量采用機械打磨或機械拋光的方式代替酸洗褪鋅,并宜采用對橡膠金屬粘合影響較小的酸性鍍鋅工藝。
3 新工藝所制產品的防腐性能
新工藝已經大批量應用于實際生產中,圖5是其外觀。新工藝所制鍍鋅層的防腐性能與常規工藝相當,如圖6所示,中性鹽霧試驗72 h后產品表面出現黑斑,黑斑的腐蝕面積分數約為0.1%,144 h后黑斑腐蝕面積分數也僅為0.4%。

圖5 新工藝產品外觀Figure 5 Appearance of the products electroplated with zinc by the novel process

圖6 新工藝所制鍍鋅產品在中性鹽霧試驗不同時間后的表面狀態Figure 6 Surface states of the products electroplated with zinc by the novel process after neutral salt spray test for different time
4 結語
本工藝將鍍鋅工序調整到硫化前,從根本上避免了橡膠金屬硫化粘合后整體鍍鋅出現粘合不牢的風險,同時保證了產品鍍鋅層的外觀和防腐性能。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
