鋼軌焊頭精磨技術控制技術研究*
2021-11-29 01:50:14金能龍胡亮亮
科技創新與生產力 2021年10期
關鍵詞:測量
金能龍,胡亮亮
(1.湖南高速鐵路職業技術學院,湖南 衡陽 421002;2.中鐵一局集團新運工程公司,陜西 咸陽 712000)
將鋼軌進行焊接形成無縫線路以消滅鋼軌接頭軌縫,減少沖擊力,是現在鐵路線路構成的主要形式。鋼軌平直度是影響列車平穩、高速運行的重要指標,鋼軌焊接完成后,要將鋼軌焊頭進行粗磨和精磨,使焊頭達到合理鋼軌廓形和平直度,保證列車良好運行。
1 鋼軌焊頭精磨的技術要求
鋼軌焊頭精磨主要是在焊頭粗磨后對鋼軌頂面和鋼軌工作邊進行精細化打磨,鋼軌焊頭平直度和鋼軌焊頭廓形是焊頭精磨的兩項重要指標,焊頭平直度打磨要求見表1、表2。
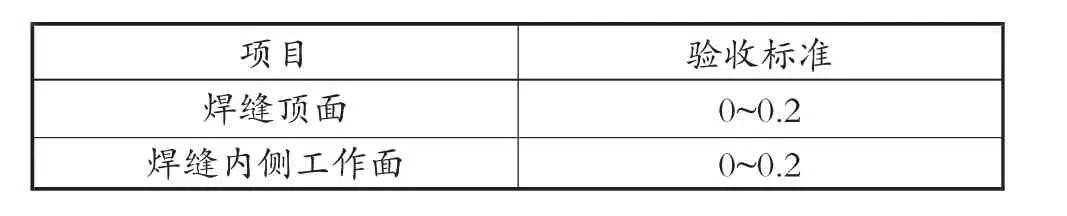
表1 鋼軌打磨作業驗收標準(高速鐵路)(mm)

表2 鋼軌打磨作業驗收標準(普通線路)(mm)
《普速鐵路線路修理規則》第3.6.1條規定“鐵路正線線路宜采用60 N、75 N廓形鋼軌,上道后應及時打磨為目標廓形”。鋼軌焊頭精磨過程中,要在保證平直度的同時,將焊頭打磨成60 N、75 N廓形。
2 鋼軌焊頭精磨的過程及方式研究
鋼軌焊頭在粗磨完成后,要對粗磨外觀質量進行檢查和鋼軌探傷,對于不合格的焊頭,要鋸掉重焊。粗磨后,對于鋼軌外觀平直度較大的焊頭,要進行矯正,在廠焊中采用四向調直機進行矯正。在工地焊接中采用彎軌器進行矯正時,應采用有壓力表的彎軌器進行彎軌,對彎軌器進行彎軌數據分析,掌握彎軌器性能,防止超彎或不足引起的多次彎軌。矯正宜在軌溫達20℃以上時進行,盡量采用加熱矯正,加熱溫度不超過300℃。如果彎軌量超過1 mm以上宜采用預熱彎軌[1]。
鋼軌在精磨過程中應采用鋼軌數控精磨機進行打磨,打磨前要進行軌溫測量,精磨過程中一般不采用熱打磨形式,軌溫一般要降到50℃方可進行。鋼軌焊頭精磨時,應該主要對鋼軌焊筋進行打磨,打磨時要采用邊打磨邊測量模式進行,測量時盡量采用1 m電子平直尺進行測量,如果采用1 m波磨尺測量,應該從焊筋開始,每10 cm測量一處,最少對5個測量點進行采樣,如果采用1 m直尺加塞尺測量方式,應該考慮高點位置,需多次測量。鋼軌焊頭精磨過程中,不能為了使低焊頭達到標準而過度打磨鋼軌母材,導致鋼軌不平順。精磨時,如果通過打磨消除低焊頭,低焊頭≤0.3 mm時方可進行,低焊頭≥0.3 mm時應采用熱處理矯正,低焊頭≥0.5 mm時應鋸掉重焊。低焊頭通過打磨處理時,一定要達到足夠的順坡長度,按照0.3 mm/m的打磨順坡率進行打磨處理,如0.3 mm的低焊頭在打磨時,打磨距離應達到1 m。第123頁圖1為打磨好的焊頭平直度。
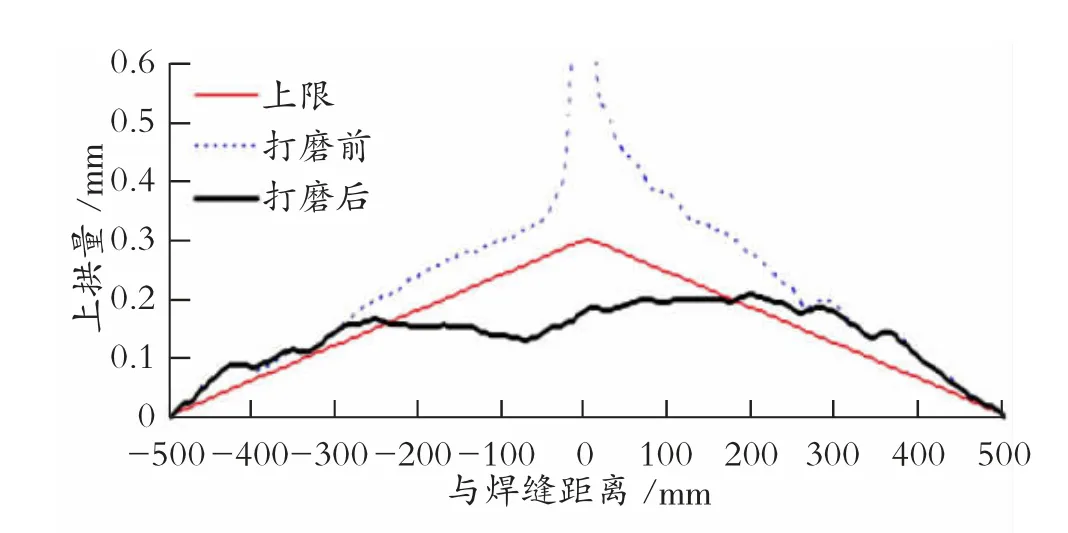
圖1 打磨好的焊頭平直度
鋼軌焊頭精磨后,要嚴格檢查精磨質量。檢查焊頭平直度時,應該檢查焊筋兩側各1 m的鋼軌平直度情況,將1 m電子平直尺(或者直尺、波磨尺)一端對齊焊筋中心線,對焊筋兩側分別進行測量,保證焊筋兩側1 m平直度在鋼軌打磨作業驗收標準之內,防止出現高焊頭焊筋打磨后母材大于規定值(普鐵≥0.3 mm)的凸起,更要防止打磨過程中對母材過度打磨導致母材低踏。如果焊頭兩側1 m鋼軌母材出現大于規定值凸起或者低踏現象,必須對其按照焊頭精磨要求進行順坡處理,保證焊頭兩側鋼軌平直度達到要求。
為產生的不合格焊頭建立檔案,分析其產生的原因,制定糾正預防措施。定期對不合格焊頭進行分析總結,提高質量管理的水平,防止同類不合格現象重復發生。對于新上崗人員,查看不合格品檔案也有很好的學習教育意義[2]。
3 鋼軌焊頭精磨的注意事項
1)精磨開始前,必須對粗磨后的平直度進行檢查,根據粗磨后的平直度做好精磨方案。
2)精磨過程中,應反復測量鋼軌焊頭平直度,采用邊打磨邊測量的方式,控制進刀力度,防止焊頭打虧和打磨灼傷。
3)打磨時,應考慮焊頭廓形是否符合60 N、75 N廓形尺寸,采用廓形測量儀進行廓形測量,焊頭平直度與鋼軌廓形要同時進行測量,保證列車良好地運行。
4)鋼軌精磨過程中,低焊頭必須打磨時,應該合理設置順坡長度,不得采用焊筋周圍母材方式抬高焊筋相對高度,導致焊筋附近鋼軌母材產生過度打磨。
5)鋼軌精磨后,要嚴格檢查鋼軌焊頭平直度及廓形,同時要檢查焊頭兩側各1 m鋼軌平直度。
6)在線路驗收中,檢查焊頭平直度時,必須檢查焊頭兩側各1 m鋼軌平直度,防止施工單位為確保焊頭平直度而打虧母材現象出現,導致焊頭附近沖擊力增大,從而影響列車的高速運行和焊頭的使用壽命。
7)采用仿形打磨機打磨鋼軌時,打磨壓力越大,砂輪硬度越高,焊頭表面越容易打磨發藍。所以在精磨過程中,應選擇硬度合適的砂輪[3]。
4 結束語
鋼軌焊頭精磨過程中,要注意培養專業化隊伍,使用數控精磨機及先進矯正設備,同時要做好數據記錄與分析,積累經驗。在鋼軌精磨過程中,要結合粗磨后平直度進行打磨,打磨時考慮鋼軌廓形,保證鋼軌精磨質量達標。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00