線材類產(chǎn)品沖壓成型模具結(jié)構(gòu)比較分析
2021-11-25 09:08:10杜祥雷梁家勁
機(jī)械工程師 2021年11期
杜祥雷, 梁家勁
(廣東偉經(jīng)日用五金制品有限公司,廣東 佛山 528308)
0 引言
隨著人們生活水平不斷提高,家居五金行業(yè)迅速崛起[1-2]。目前我國(guó)家居行業(yè)市場(chǎng)份額已超過(guò)25%,成為世界排名第一的生產(chǎn)、消費(fèi)及出口國(guó)。浴室、廚房用各類鐵線、不銹鋼線成型的產(chǎn)品,如水果籃、浴室架等系列網(wǎng)籃類的產(chǎn)品市場(chǎng)需求十分龐大;同時(shí)更新?lián)Q代的速度也很快。
在網(wǎng)籃類產(chǎn)品的制作工藝方面,結(jié)合現(xiàn)行業(yè)的發(fā)展現(xiàn)狀及工藝的設(shè)計(jì)制作,網(wǎng)籃類產(chǎn)品的網(wǎng)片成型方式多數(shù)采用網(wǎng)片展開(kāi)焊接后再?zèng)_壓成型的工藝。目前沖壓模具在各種制造業(yè)中應(yīng)用越來(lái)越廣泛,而關(guān)系企業(yè)生存和持續(xù)發(fā)展的指標(biāo)有成本及效率等,因此,研究沖壓成型的各項(xiàng)指標(biāo)意義非凡[3-5]。隨著社會(huì)的進(jìn)步和技術(shù)的發(fā)展,沖壓模具以其特有的高效、簡(jiǎn)單、大批量的優(yōu)點(diǎn),在國(guó)內(nèi)機(jī)械制造行業(yè)的應(yīng)用越來(lái)越廣泛[6-8]。
本文主要介紹了線材沖壓成型模具圓弧大小及角度設(shè)計(jì)的原理[9],以及在實(shí)際工作中常用的兩種成型模具結(jié)構(gòu)。通過(guò)對(duì)兩種模具結(jié)構(gòu)、適用范圍、安全、維修等各方面的比較分析,在實(shí)際設(shè)計(jì)、制作過(guò)程中給出可借鑒性的參考。
1 線材沖壓成型凸模圓弧大小及角度的設(shè)定原理
線材類成型同鈑金類成型類似,同樣要根據(jù)中性層計(jì)算展開(kāi)尺寸。根據(jù)經(jīng)驗(yàn),一般類線材產(chǎn)品中性層系數(shù)k=0.5。其中,凸模理論設(shè)計(jì)成型的線材圓弧與實(shí)際沖壓并回彈后的圓弧,兩者展開(kāi)尺寸是一致的,稱之為“展開(kāi)線長(zhǎng)不變”原理。
如圖1所示,凸模設(shè)定α角,沖壓成型后,直徑為D的圓線反彈后角度為β。根據(jù)上述“展開(kāi)線長(zhǎng)不變”原理,可得出凸模圓角計(jì)算采用如下公式:
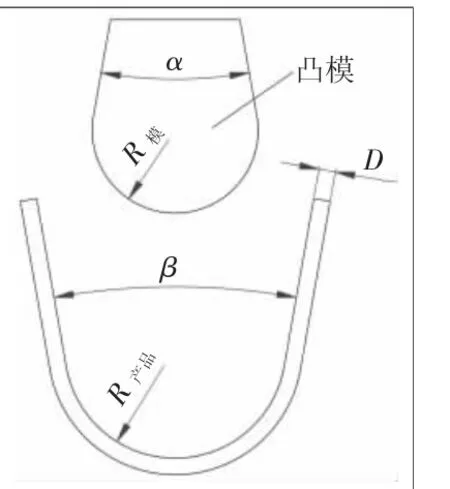
圖1 線材沖壓成型凸模圓弧大小及角度的設(shè)定原理

式中:R模為凸模圓角半徑;α為凸模圓弧角(一般比產(chǎn)品圓心角大8°~20°);D為線徑;R產(chǎn)品為產(chǎn)品內(nèi)圓角半徑;β為產(chǎn)品圓弧角。
根據(jù)實(shí)際操作,總結(jié)經(jīng)驗(yàn):對(duì)于Q195材質(zhì)的線類產(chǎn)品,凸模圓 心 角α=β+(8°~10°);對(duì) 于SUS304/SUS201等不銹鋼材質(zhì)的產(chǎn)品,凸模圓心角α=β+(15°~20°)。
此為線材成型模凸凹模設(shè)計(jì)的常用原理。具體凸模R大小,也可在模具設(shè)計(jì)前通過(guò)簡(jiǎn)易的手彎模手工彎曲驗(yàn)證。
2 兩種方案模具結(jié)構(gòu)設(shè)計(jì)
如圖2所示,常用掛籃的主體部分材質(zhì)為SUS304。常規(guī)生產(chǎn)工藝為:焊接?2.5網(wǎng)線平網(wǎng)→整體沖壓成型→焊 接?5.0 頂 部 框線和底部框線→切除超出頂部框線的部分。
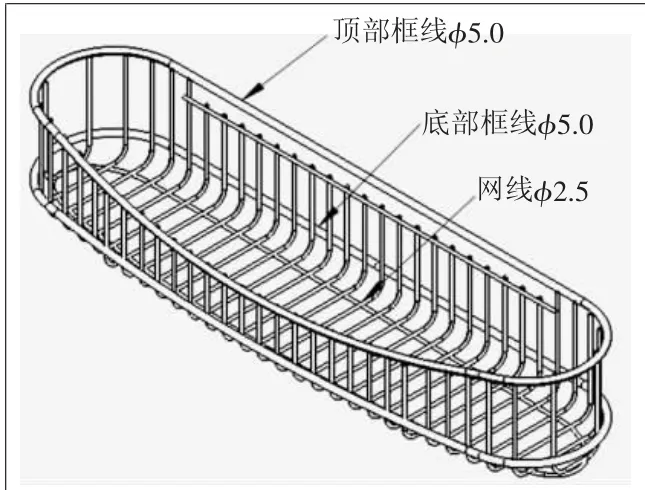
圖2 掛籃結(jié)構(gòu)圖
模夾具部分主要工作量集中在網(wǎng)籃的沖壓成型工序。因不銹鋼材質(zhì)沖壓成型反彈量較大,無(wú)法直接計(jì)算成型凸凹模設(shè)計(jì)的角度。往往按照上述“展開(kāi)線長(zhǎng)不變”原理及經(jīng)驗(yàn)值,在最終模具加工前通過(guò)制作簡(jiǎn)易成型模驗(yàn)證、修正凸模、凹模最終設(shè)定的角度。
在實(shí)際模具開(kāi)發(fā)中,常用沖壓模具結(jié)構(gòu)有兩種結(jié)構(gòu)方式:
外斜鍥成型與內(nèi)斜鍥成型。
2.1 外斜鍥式成型模
2.1.1 主要結(jié)構(gòu)零件設(shè)計(jì)
根據(jù)上述驗(yàn)證、修正確認(rèn)得出的數(shù)據(jù),設(shè)計(jì)凸模、凹模、斜鍥(插板)等各結(jié)構(gòu)部件。
1)如圖2所示,因產(chǎn)品長(zhǎng)度方向前端整體成弧形,則網(wǎng)線部分有多種U形成型尺寸規(guī)格,凸模、凹模設(shè)計(jì)要符合產(chǎn)品尺寸,所以凸模、凹模按產(chǎn)品弧形尺寸階梯級(jí)變化;2)斜鍥設(shè)計(jì)要考慮線與線之間距離,還有成型后籃子高度,模具裝配圖如圖3所示。
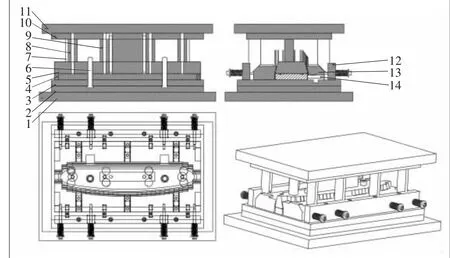
圖3 外斜鍥式成型模典型模具裝配圖
2.1.2 模具閉合過(guò)程各零件狀態(tài)
線材成型模具一般安裝在下行緩慢的沖壓設(shè)備上,上模下行過(guò)程中,下模導(dǎo)柱插入凸模導(dǎo)正,繼續(xù)下行,凸模先壓住卸料板上的產(chǎn)品,防止產(chǎn)品中間起皺;再次下行,產(chǎn)品回彈后形變?yōu)閮蓚?cè)90°U形(如圖4)。
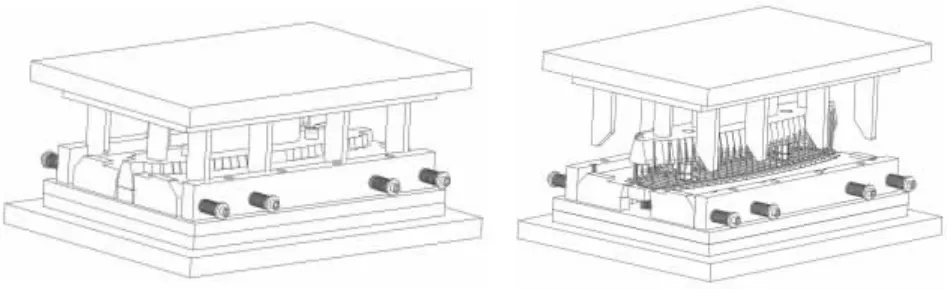
圖4 模具閉合過(guò)程各零件狀態(tài)
2.2 方案2:內(nèi)斜鍥式成型模
2.2.1 主要工作零件設(shè)計(jì)
內(nèi)斜鍥結(jié)構(gòu)與外斜鍥結(jié)構(gòu)大同小異,主要區(qū)別在于外斜鍥結(jié)構(gòu)中的斜鍥(打塊)與滑塊斜面受力,斜鍥在滑塊上端,斜鍥組裝在頂料板底部且不超出頂料板邊緣,避免模具存在干涉;滑塊與墊塊、凹模組裝為一個(gè)整體,在導(dǎo)軌上滑動(dòng),如圖5所示。
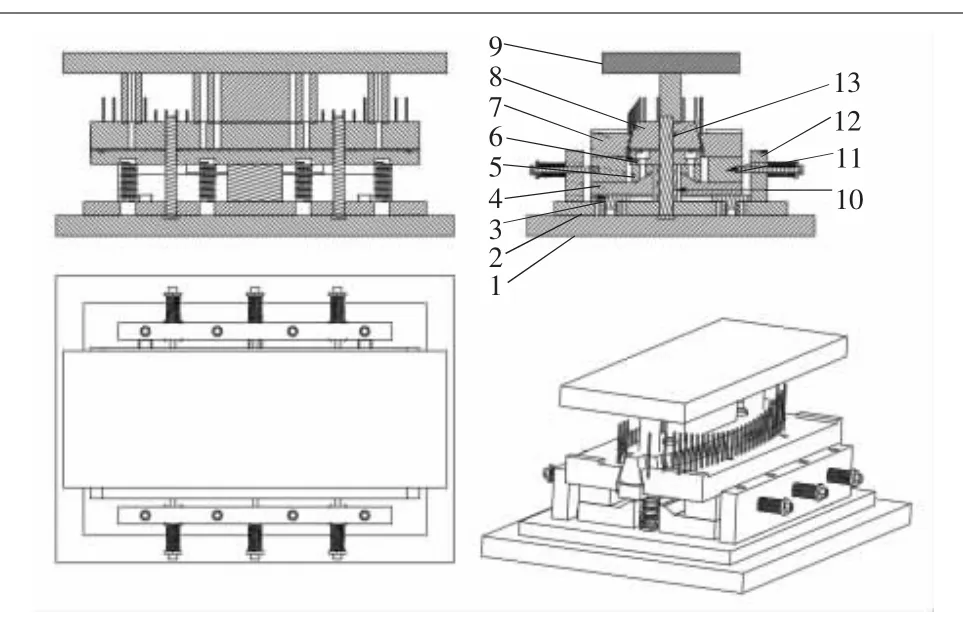
圖5 內(nèi)斜鍥式成型模典型模具裝配圖
為保證斜鍥與滑塊能受力工作且延長(zhǎng)模具使用壽命,斜鍥與滑塊厚度至少為30 mm,斜鍥與滑塊接觸面至少為2~3 mm,頂料板底部加裝限位塊調(diào)節(jié)模具下行深度,確保模具下行到下死點(diǎn)后斜鍥與滑塊底面留有2~3 mm間隙,減輕斜鍥與滑塊的磨損,如圖6所示。
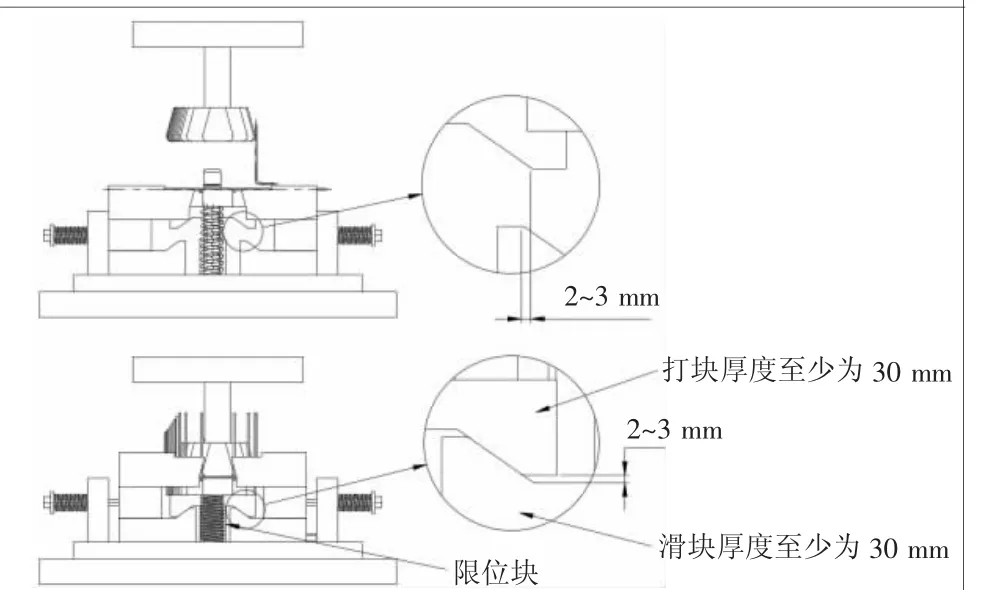
圖6 關(guān)鍵尺寸控制要求
2.2.2 模具閉合過(guò)程各零件狀態(tài)
線材成型模具一般安裝在下行緩慢的沖壓設(shè)備上,上模下行過(guò)程中,下模導(dǎo)柱插入凸模導(dǎo)正;繼續(xù)下行,凸模與卸料板受力后,卸料板與斜鍥沿著導(dǎo)柱繼續(xù)下行,斜鍥與滑塊接觸受力帶動(dòng)凹模向內(nèi)側(cè)移動(dòng),從而使產(chǎn)品達(dá)到成型的效果,如圖7所示。
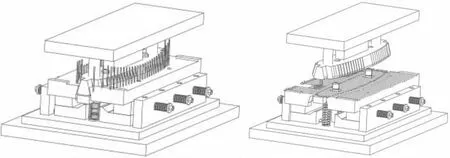
圖7 模具閉合過(guò)程各零件狀態(tài)
3 兩種結(jié)構(gòu)方案對(duì)比分析
3.1 適用范圍
鑒于成型后材料反彈、脫模難易等因素,內(nèi)、外斜鍥式成型模具結(jié)構(gòu)主要適用于方形或圓形籃子,且籃子成型角度為85°~90°。
當(dāng)成型角度大于90°時(shí),可以直接采用硬沖或滾輪式結(jié)構(gòu),模具結(jié)構(gòu)相對(duì)簡(jiǎn)單,如圖8所示;當(dāng)向內(nèi)成型角度小于85°,一般用擺塊式結(jié)構(gòu),如圖9所示;如相較于圖示產(chǎn)品兩側(cè)均要求成型小于85°,可兩側(cè)均考慮擺塊結(jié)構(gòu)。
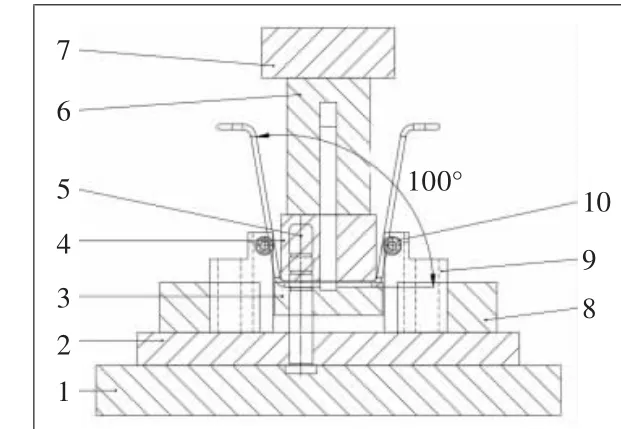
圖8 硬沖或滾輪式結(jié)構(gòu)
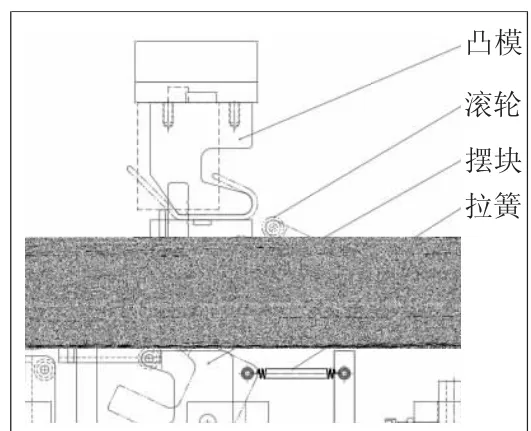
圖9 擺塊式結(jié)構(gòu)
對(duì)于表面質(zhì)量要求較高的,如電鍍類產(chǎn)品,成型模需要使用滾輪,避免表面的損傷。
3.2 模具零配件加工量
內(nèi)斜鍥式結(jié)構(gòu)中各配件均由銷釘定位,斜鍥基本不需要考慮與產(chǎn)品干涉問(wèn)題,加工避空位及靠板無(wú)需割導(dǎo)向槽,減少線切割加工量;而外斜鍥式成型模具結(jié)構(gòu)所需的零配件較多,且各配件間均需要方槽定位裝配,機(jī)加工量較大,加工周期長(zhǎng)。
3.3 裝模工作量
內(nèi)斜鍥式成型模具結(jié)構(gòu)的內(nèi)斜鍥設(shè)計(jì)為一個(gè)整體,裝模快速方便;而外斜鍥式成型模具結(jié)構(gòu)的外斜鍥設(shè)計(jì)為單獨(dú)幾個(gè)配件,裝模相對(duì)緩慢。
3.4 安全性
對(duì)于內(nèi)斜鍥式模具結(jié)構(gòu),由于斜鍥處于模具結(jié)構(gòu)的內(nèi)部,若發(fā)生意外致使模具損壞,碎片不會(huì)飛濺出來(lái),模具結(jié)構(gòu)相對(duì)較安全;而外斜鍥式模具結(jié)構(gòu),由于斜鍥在模具外側(cè),模具結(jié)構(gòu)安全性相對(duì)內(nèi)斜鍥式結(jié)構(gòu)要差些。
3.5 維修成本
隨著模具的頻繁使用,模具工作零件(尤其是斜鍥)易磨損,內(nèi)斜鍥為一個(gè)整體,磨損后需整體更換,維修成本相對(duì)較高;外斜鍥為幾個(gè)單獨(dú)的配件,只需更換其中磨損的部分,維修成本相對(duì)較低。
通過(guò)上述5個(gè)維度的對(duì)比分析,論證了內(nèi)斜鍥式成型模具結(jié)構(gòu)與外斜鍥式成型模具結(jié)構(gòu)的優(yōu)劣勢(shì)。上述兩種結(jié)構(gòu)方案的對(duì)比分析,可有效指導(dǎo)生產(chǎn),如表1所示。
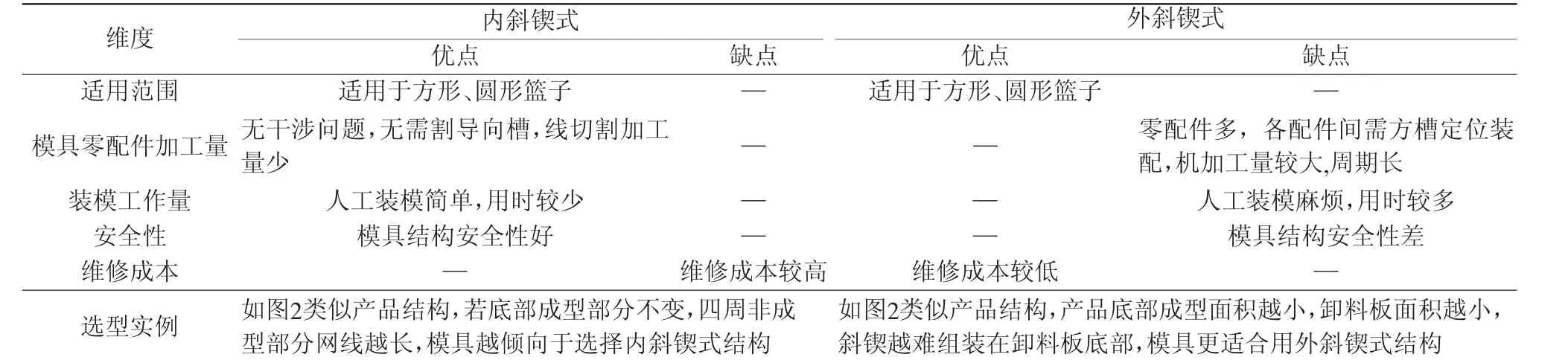
表1 內(nèi)斜鍥式與外斜鍥式對(duì)比分析
4 結(jié)語(yǔ)
綜上所述,內(nèi)斜鍥式結(jié)構(gòu)加工簡(jiǎn)單,相對(duì)的裝模簡(jiǎn)單,結(jié)構(gòu)安全性相對(duì)較好,但維修成本較高;外斜鍥式結(jié)構(gòu)加工復(fù)雜,裝模比較麻煩,結(jié)構(gòu)安全性相對(duì)較差些,但維修成本較低。不同企業(yè)在產(chǎn)品訂單量、模具使用頻率、作業(yè)方式、模具維修效率等多個(gè)方面存在差異,該兩種模具結(jié)構(gòu)可根據(jù)實(shí)際情況進(jìn)行選用。
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
Coco薇(2015年1期)2015-08-13 02:23:50
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
玩具(2009年10期)2009-11-04 02:33:14
個(gè)人電腦(2009年9期)2009-09-14 03:18:46
