雙曲線螺傘齒輪失效分析
2021-11-25 09:08:34李衛民柳亞輸秦步祥李永波魏仕華于榮波泰州職業技術學院江蘇泰州225300
機械工程師 2021年11期
關鍵詞:深度
李衛民,柳亞輸,秦步祥,李永波,魏仕華,于榮波(泰州職業技術學院,江蘇 泰州 225300)
0 引言
針對汽車用20CrNiMo雙曲線螺傘齒輪出現磨損、磨平等早期失效的情況,首先,把齒輪清洗干凈后進行齒輪標記的確認,然后根據產品技術要求,針對汽車用20CrNiMo雙曲線螺傘齒輪原材料(合金元素含量)、熱處理質量(滲碳層/硬化層深度、金相組織)等方面著手分析,找出引起早期失效的原因[1]。
1 齒輪表面標識的確認
選擇700 km和7000~9000 km兩種典型失效件,齒輪標記內容及描述意義如表1所示。
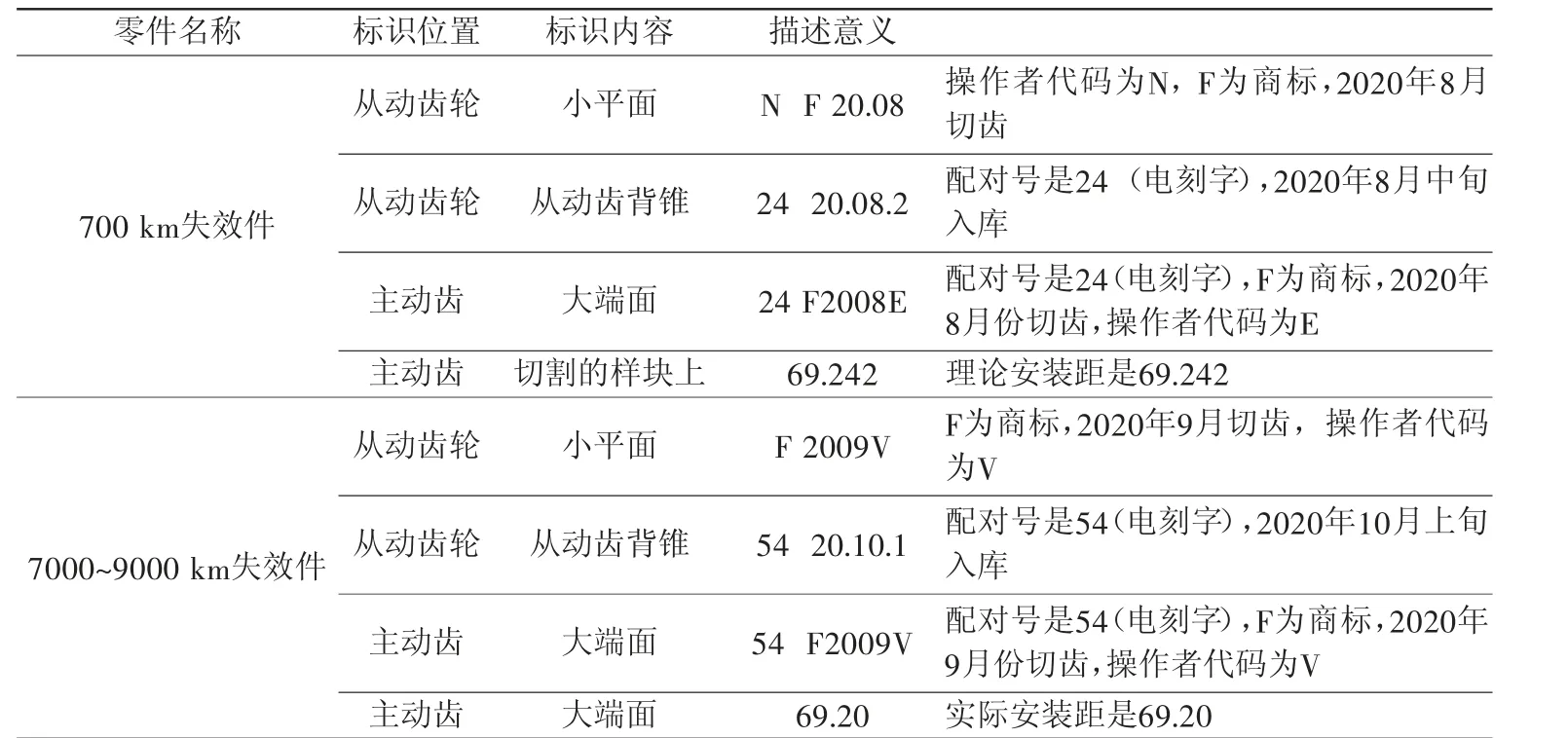
表1 失效件標記
2 主/從動齒輪技術要求
主動齒輪:600 HV滲層深度=0.6~1.0 mm;表面硬度≥60 HRC;心部硬度為35~46 HRC;金相組織按QC/T262-1999標準1~5級合格;材料要求SAE8620H(20CrNiMo)[3]。
從動齒輪:600 HV滲層深度=0.6~1.0 mm;表面硬度≥60 HRC;心部硬度為35~46 HRC;金相組織按QC/T262-1999 標 準1 ~5 級 合 格;材 料 要 求SAE8620H(20CrNiMo)[3]。
根據以往SAE8620H實測數據HV600≌滲碳層深度-0.15 mm。
3 齒輪所用材料光譜分析
淬透性結構鋼》(GB/T5216 -2004) 中SAE8620H 材料成分要求[3]。
4 熱處理質量的檢測
兩套齒輪的熱處理質量檢測情況如表3所示。
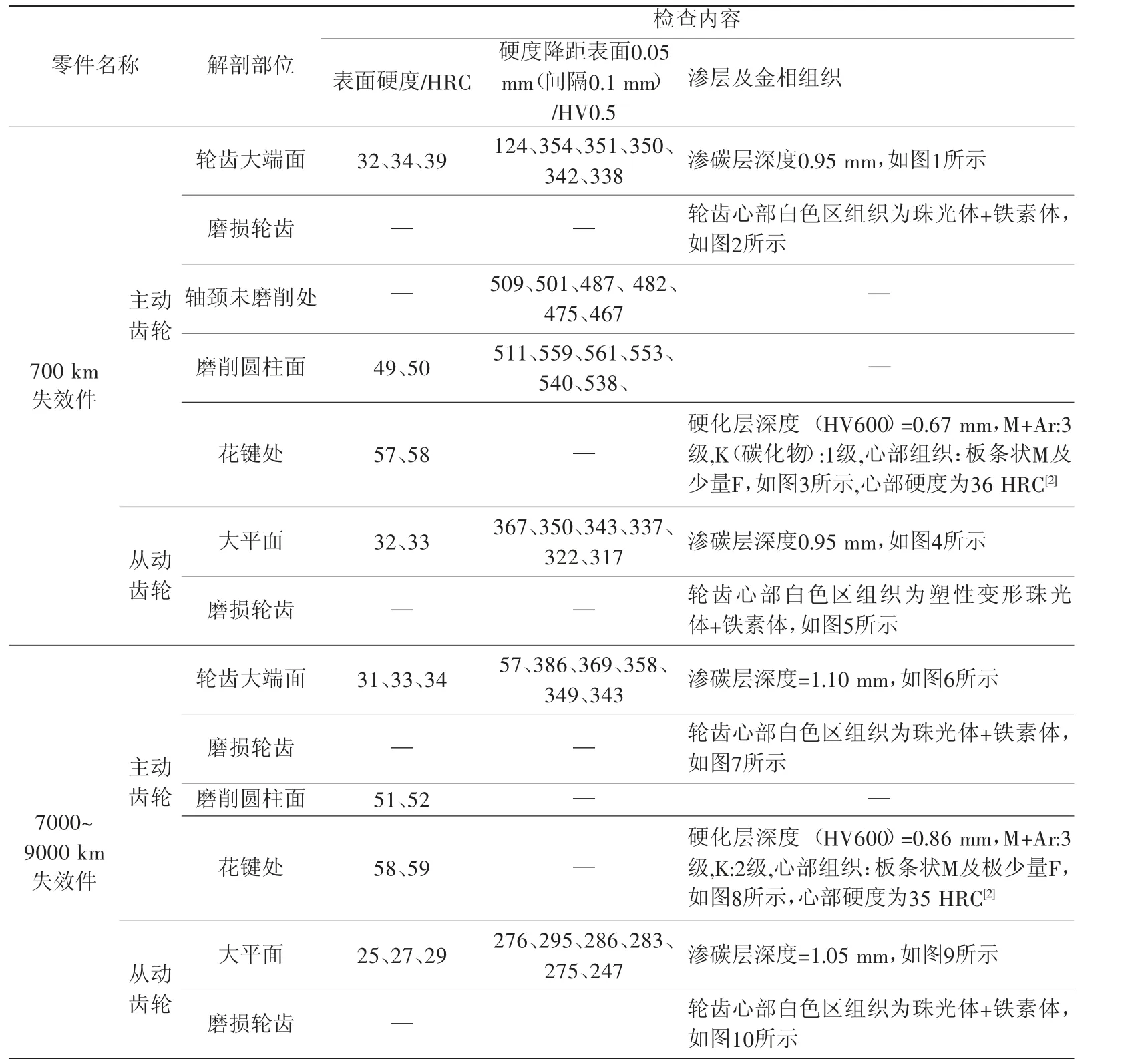
表3 齒輪熱處理結果
5 分析
從齒輪的標記及以上檢測結果看:這兩套齒輪不是同一批生產的;700 km磨損件是8月份生產、入庫的;7000~9000 km磨損件是9月份生產,10月份入庫的。材料符合規定要求;其熱處理質量指標能滿足圖樣要求(去除熱影響因素),失效模式相近:
1)齒面硬度下降,嚙合區部位的硬度最低,離失效主源區越遠,硬度值越高。
2)輪齒高至齒根部都存在目測可見的白色區,接近于退火態,該部位的組織為珠光體+鐵素體(如圖2、圖5、圖7、圖10),該部位硬度值很低,只有88、89 HRB(約10.0~10.5 HRC,根據GB 1172-74《黑色金屬硬度及強度換算值》換算所得),而正常滲碳、淬火齒輪表面硬度要求≥58 HRC,心部硬度一般也都要求33~48 HRC[4]。
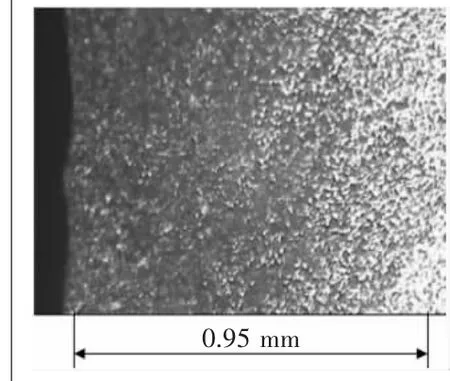
圖1 輪齒大端面滲碳層深度(80×)
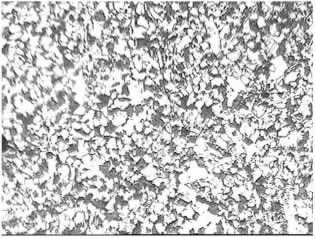
圖2 輪齒心部組織為珠光體+鐵素體(P+F)(400×)
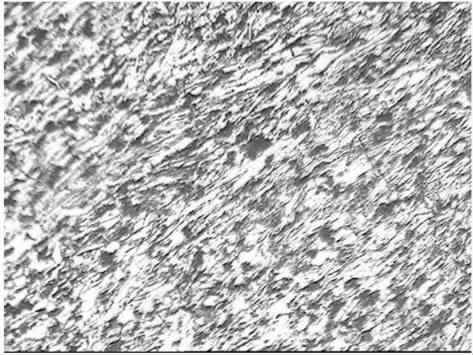
圖5 輪齒心部組織為塑性變形珠光體+鐵素體(400×)
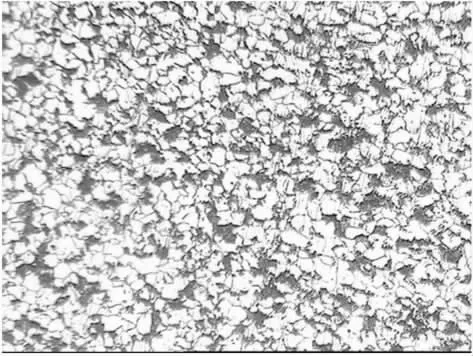
圖7 輪齒心部組織為珠光體+鐵素體(400×)
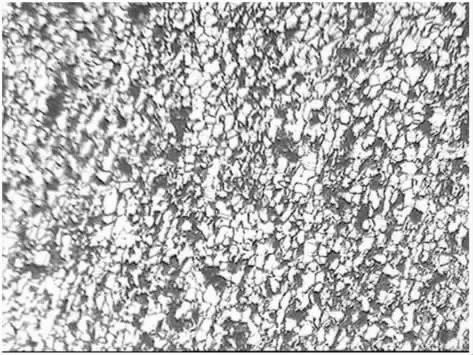
圖10 輪齒心部組織為珠光體+鐵素體(400×)
3)各部位的組織也呈現同一趨勢:在輪齒部為高溫回火組織(或退火組織),到花鍵部為低溫回火組織。
4)從外觀看,失效區域齒輪表面顏色呈高溫黑色泛藍狀(特別是磨削面)。
5)齒輪的失效原因相似:齒輪副在嚙合運行過程中,輪齒的接觸部分發生大的滾動和滑動,產生摩擦熱,使油膜破裂,易產生高溫,而當齒輪的接觸壓力過大時,則更易產生高溫甚至發生膠合。因高溫影響,使主源區組織發生相應的變化,致使齒輪表面的硬度由外逐步向主源區降低,性能不足以支持齒輪轉動而失效;同時熱能的傳導使得齒輪不同部位的硬度值、硬度降、硬化層產生差異,最終導致輪齒磨損、磨平,無法帶動后橋轉動而失效[1]。
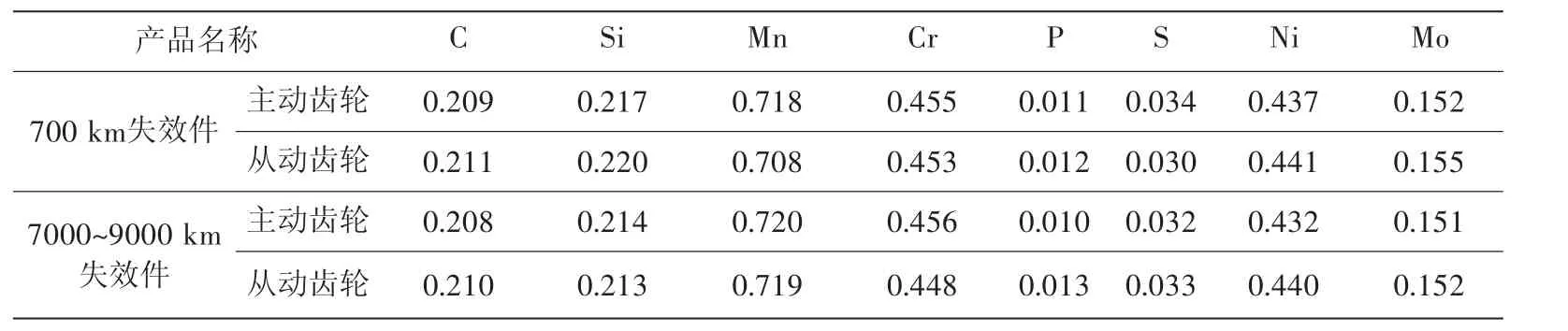
表2 20CrNiMo化學成分質量分數 %
6 驗證分析
為驗證齒輪的失效是因高溫的影響,我們對從動齒輪與被動齒輪軸配合的軸承內的滾珠硬度進行了檢測,滾珠硬度檢測情況如表4所示。滾珠軸承滾珠的硬度也因熱影響而降低了許多,這也證實了前述的分析。

表4 滾珠硬度檢測結果HRC
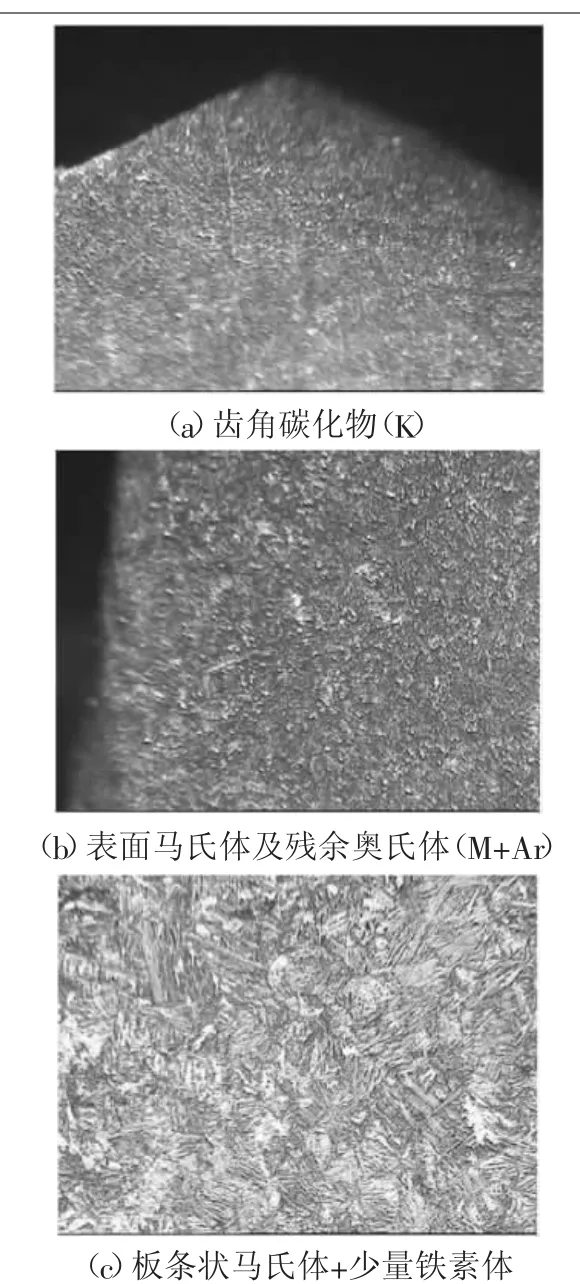
圖3 花鍵處組織(400×)
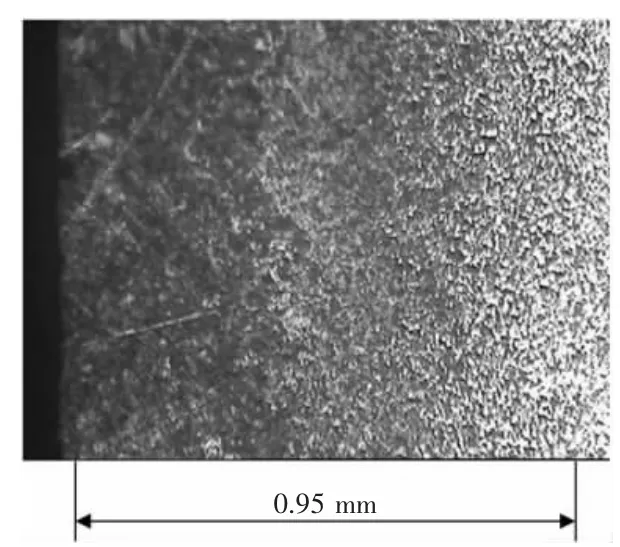
圖4 輪齒背錐面滲碳層深度(80×)
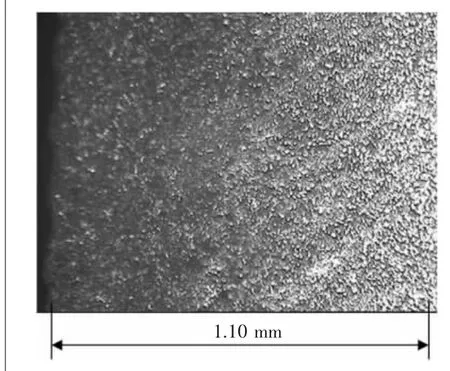
圖6 輪齒大端面滲碳層深度(80×)
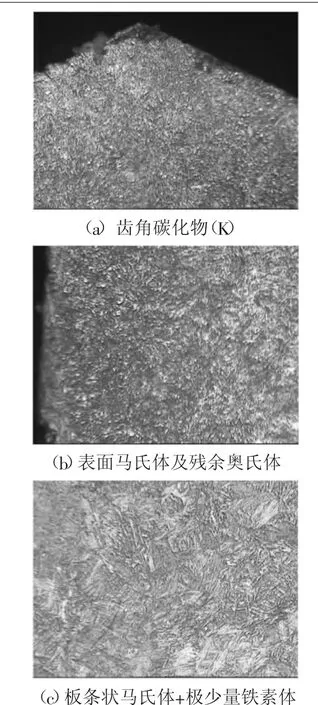
圖8 花鍵處組織(400×)
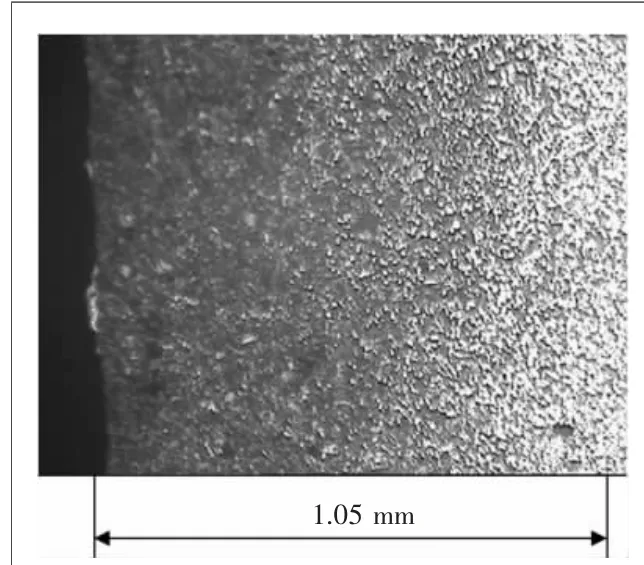
圖9 輪齒背錐面滲碳層深度(80×)
7 結論
1)軸線偏置的齒輪,沿齒長和齒高方向都存在相對滑動,主/從動齒輪偏置距為20.03 mm。這種齒輪對于齒輪潤滑要求比較高,對于安裝誤差比較敏感。而其它普通齒輪,包括斜齒輪,對潤滑要求沒有這么高。故這類雙曲線螺傘齒輪,一旦油位過低、失油、缺油、選用潤滑油質量不理想,或者安裝存在某些誤差,在很短的時間內,都能造成輪齒表面早期磨損。
2)雙曲線齒輪的接觸區以距齒頂1 mm,接觸區高度>50%的齒全深,位置在中間略偏小端為最佳。把700 km失效的從動齒的齒冠距、外形和成品齒輪進行比較,發現接觸區發生了一定的偏移。如果輪齒接觸區,距齒頂<1 mm,接觸區的高度<50%的齒全高,接觸區的部位不理想,也能導致齒頂早期磨損失效。
3)輪齒在嚙合運行過程中,如在嚴重超載、惡劣的路況環境等情況下,將會受到較大的接觸壓力和較大的沖擊,巨大的動能轉化為熱能,使輪齒表面產生高溫,從而導致輪齒早期磨損。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
