大型環件激光熔覆熱力耦合分析
2021-11-25 01:38:00黃武源
金屬加工(熱加工) 2021年11期
關鍵詞:區域
黃武源
中國鐵建重工集團股份有限公司 湖南長沙 410000
1 序言
產品使用壽命的長短直接影響其在細分領域的競爭力[1],尤其是對于以金屬材料為產品母材的機械行業。盡可能地提高產品的耐磨性、耐蝕性是諸多科技工作者不斷追求的目標之一。
目前,針對金屬構件有效的強化處理方法有淬火、涂層涂覆、噴丸強化、激光熔覆、發藍及發黑等方法[2]。淬火多用于碳含量較高的工件,在獲得較高工件表面硬度的同時也會產生較大的淬火應力,淬火深度不易控制;雖然涂層涂覆能在產生較小應力的同時獲得極高的表面硬度,但其成本高昂且很難對大型工件進行涂覆;發黑與發藍相似,都是通過藥液與工件材質發生反應生成鍍膜[3],其涂覆深度都極為有限。當大型工件需要進行表面強化處理時,激光熔覆往往具有廣闊的前景。激光熔覆生成的熔覆層可以顯著改善基體材料表面耐磨、耐蝕、耐熱、抗氧化或電氣特性[4-6],從而達到表面改性或修復的目的,在滿足材料表面特定性能要求的同時可節約大量的材料成本。與堆焊、噴涂、電鍍和氣相沉積相比,激光熔覆具有稀釋度小、組織致密、涂層與基體結合好、適合熔覆材料多、粒度及含量變化大等特點。
值得注意的是,在熔覆過程中的熱量會引起材料的變形,尤其是在大型工件表面進行激光熔覆時,合理的參數可以減少因熱應力而產生的變形。為解決大型結構件在激光熔覆過程中熱應力的問題,利用有限元分析軟件對激光熔覆過程進行了仿真分析。通過有限元分析和計算不同參數下的焊接殘余應力,從而獲得較優的熔覆參數。
2 有限元模型
以某隧道掘進機中的大型環件的端面為例進行激光熔覆處理,其基本參數見表1。為簡化計算,考慮到整體進行計算與分析計算量極其龐大,將該環件熔覆過程進行單道熔覆層計算,故簡化模型對其進行局部分析。環件直徑過大對其取一段(40mm)進行分析時,可近似地認為熱源軌跡及熔覆路徑為直線,其邊界條件及網格劃分如圖1所示。激光熔覆的成形過程是一個動態的物理冶金過程,在此過程中涉及到激光、粉末和工件這三者之間的相互作用。在激光熔覆的成形過程中,熔池內部的溫度場和流場將影響熔池內部的傳熱、對流和傳質,從而影響到熔覆層的凝固過程及其成分的分布。本文所研究的是單道多層的熔覆成形過程,熔覆層的外觀形狀采用月牙狀模型。

表1 零件基本參數 (mm)
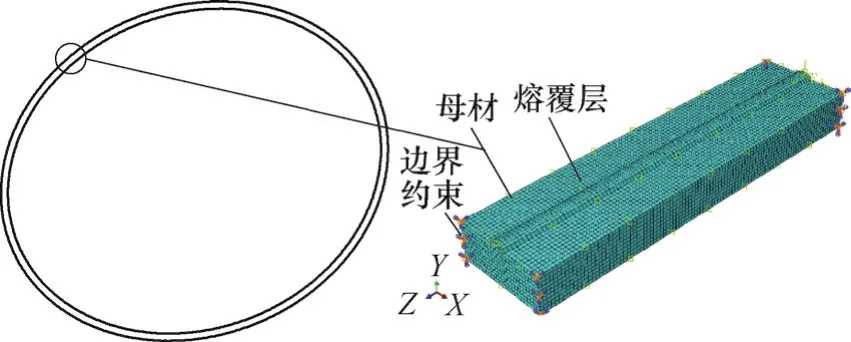
圖1 簡化模型
為了更好地貼合實際熔覆過程,借助ABAQUS中的生死單元網格以及熱源子程序DFLUX實現熔覆過程的仿真。其中,激光模型類型為橢球熱源,熔覆參數為:激光功率Q、激光掃描速度v、光斑大小。采用全面試驗的分析方法,分析不同工藝參數下工件表面的殘余應力,其正交試驗見表2。基體材料為Q355B(見表3),熔覆材料選用Fe基合金粉末[7],其中母材的潛熱為2.77e+11mJ/mol,固相溫度為1753K,液相溫度為1793K。熱源模型的表達式為

表2 仿真參數正交試驗

表3 Q355B物理性能參數
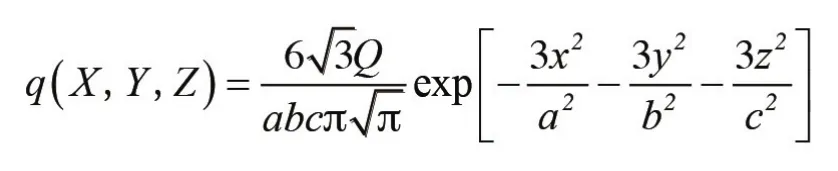
其中,a、b、c為橢球的半軸:a=2.5mm;b=4mm;c=2mm;π=3.1415。
3 試驗結果
3.1 熔覆過程分析
通過模擬分析可見,熔覆時,熔池區域溫度與位置伴隨熱源移動而不斷變化。熔池區域由初始的半球狀逐漸演變為半橢球形區域,且在熱源周圍可直觀地看到其溫度分布的云圖和溫度梯度分布不平衡。受熱區域的應力由熔池中心往四周逐漸減小且呈橢圓狀分布,由于金屬的受熱膨脹以及邊界條件的約束,因此其在約束邊界處也出現了較大的應力場。在熔覆的初始階段,熔覆區域所屬熔池形狀處于非穩定狀態,將導致基體金屬易出現未熔透現象,在實際生產過程中意味著需要采取熱輸入補償來滿足工藝要求,即預熱。隨著熔覆進行,工件上持續累積熱量,熔池溫度場分布達到平衡的準穩態。與此同時,熔池區域的應力場伴隨著工件溫度的不斷上升以及受熱區域的不斷增加,工件所產生的應力分布以及最大應力值大小不斷變化且呈現明顯的擴大趨勢。值得注意的是,熔覆層始末端的幾何邊界對熔池形狀會產生影響,當邊界形狀變化劇烈時會導致邊界應力突變(見圖2~圖4)。
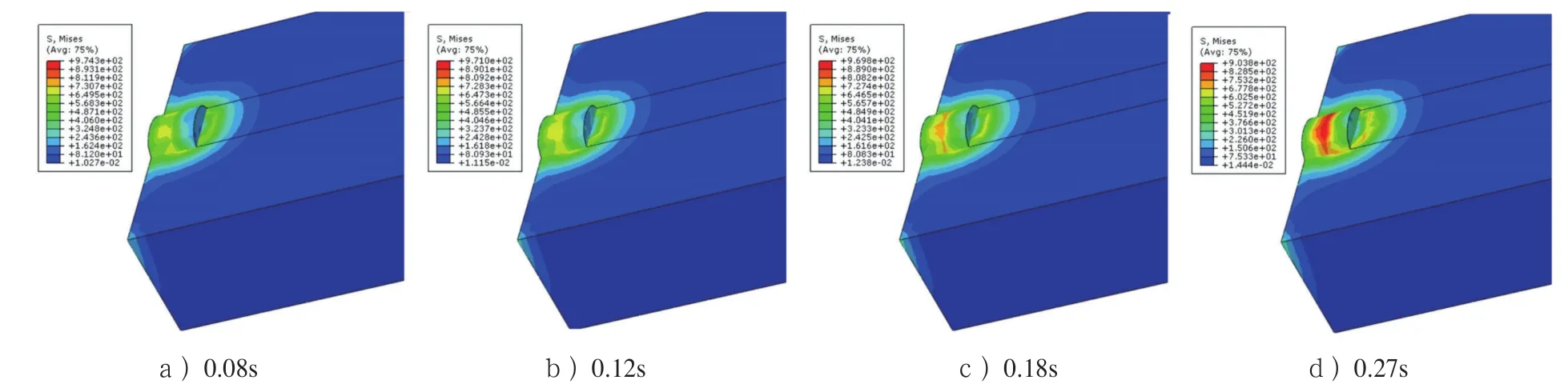
圖2 不同時間段應力場
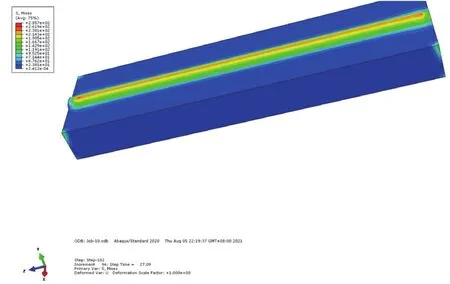
圖4 熔覆后殘余應力場
3.2 掃描速度對應力場與溫度場的影響
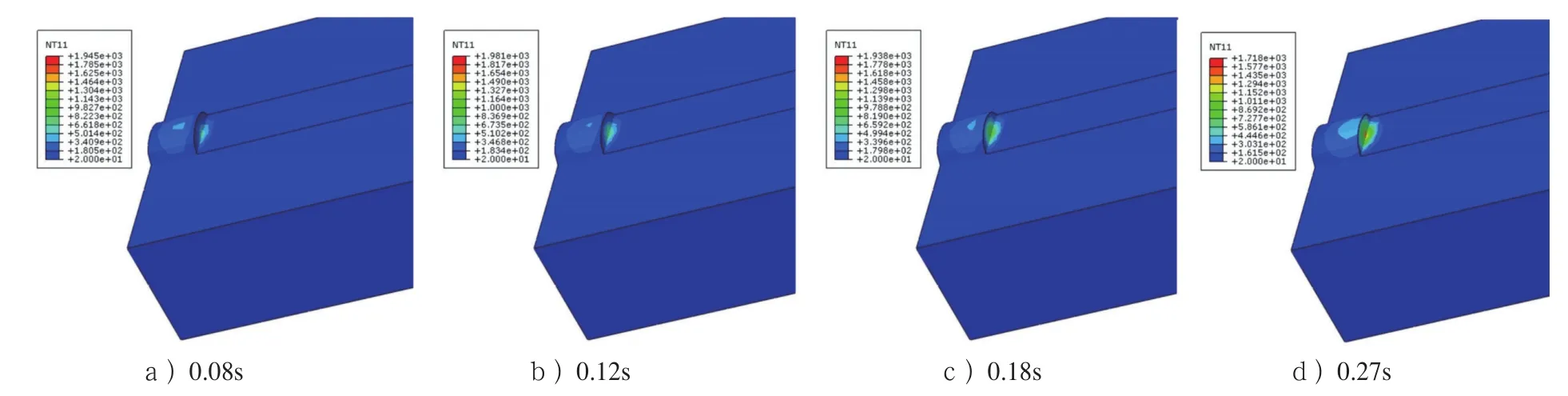
圖3 溫度場
在同一激光功率條件下,當激光的移動速度較小時,工件將會吸收更多的熱量,從而導致工件溫度過高,致使工件因熱膨脹而產生的應力加劇,在邊界處極易產生過大的集中應力誘使裂紋萌生;而當激光的移動速度超過一定程度時,工件所吸收的能量較低,傳遞到熔覆區域的能量僅能夠使熔覆層材料得到熔化,但并不能使基體材料熔化,在實際生產中認為該熔覆是無效的。
提取不同掃描速度下工件熔覆層橫截面上的溫度場云圖(見圖5)。隨著掃描速度的增加,工件表面熔覆范圍不斷減小,當vs=5mm/s時,熔覆區域的溫度正好滿足基體與熔覆層之間形成冶金結合的理論溫度;當vs=2.5mm/s時,熔覆區域的溫度小于基體與熔覆層之間形成冶金結合的理論溫度;而當vs=7mm/s時,熔覆區域所吸收的能量大大增加,熔覆區域的溫度遠大于基體與熔覆層之間形成冶金結合的理論溫度。
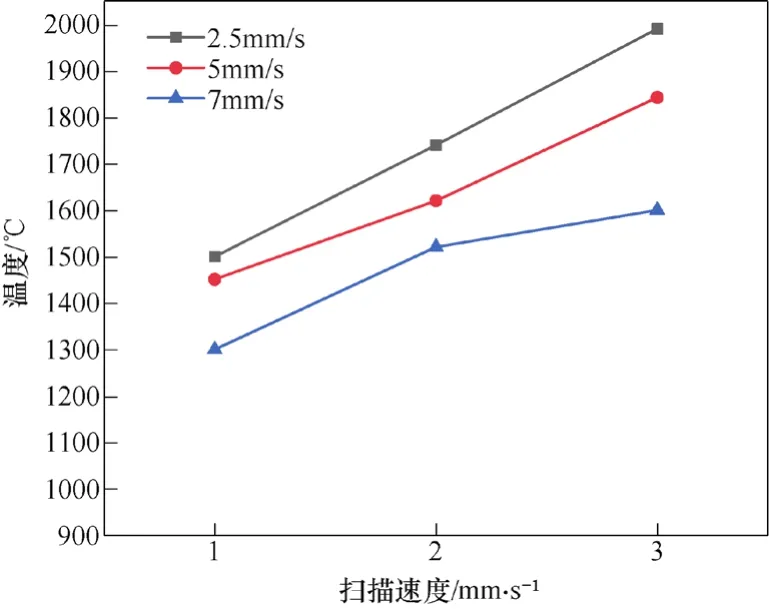
圖5 不同參數下的最高溫度場
提取不同掃描速度下工件應力場云圖(見圖6)。隨著掃描速度的增加,工件所產生的熱應力場變化趨勢與溫度場的變化趨勢一致。溫度的變化直接影響著工件熔覆時的應力場以及熔覆后的殘余應力場,過大的殘余應力場會導致工件在使用過程中不斷地釋放應力,零件的精度將會不斷變化。過高的溫度會使工件在外形起伏劇烈處萌生裂紋。
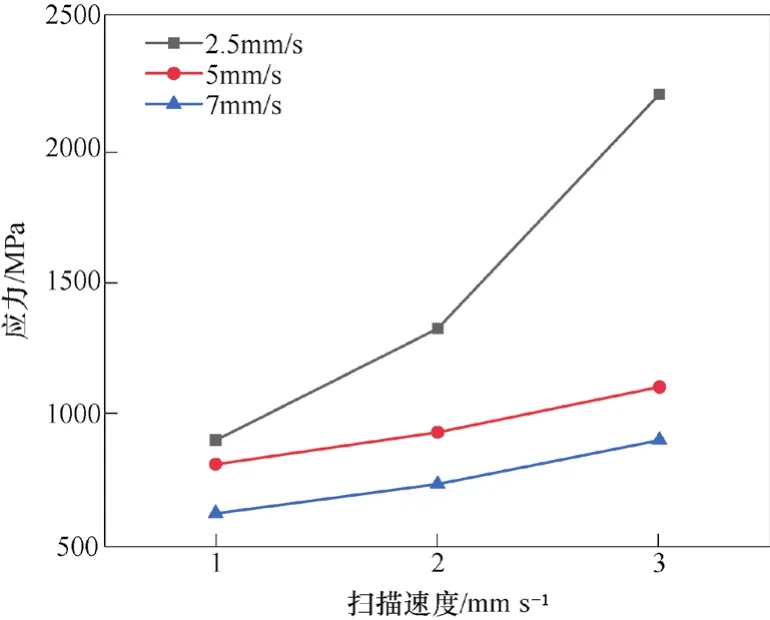
圖6 不同參數下的最大應力
3.3 激光功率對應力場與溫度場的影響
當掃描速度固定時,提取不同功率下工件熔覆層橫截面上的溫度場峰值。隨著掃描功率的增加,工件表面熔覆范圍不斷增加,當掃描功率為2kW時,熔覆區域的溫度正好滿足基體與熔覆層之間形成冶金結合的理論溫度;當掃描功率為1kW時,熔覆區域的溫度小于基體與熔覆層之間形成冶金結合的理論溫度;而當掃描功率為3kW時,熔覆區域所吸收的能量大大減小,熔覆區域的溫度遠小于基體與熔覆層之間形成冶金結合的理論溫度。隨著功率的增加,工件所產生的熱應力場變化趨勢與溫度場的變化趨勢一致。
隨著激光功率的不斷降低,從熔覆層的表面到熔覆層的底層方向上各點的溫度也不斷降低,在熔覆層內同一點處的溫度值也隨激光功率的降低而不斷降低。在工件熔覆過程中的溫度場呈現明顯的彗星狀,在熔池的后面明顯地形成了尾拖,熔池前方的溫度梯度較大,熔池后方的溫度梯度較小。在熔覆第一層的過程中,因為基體的散熱作用,所以導致溫度場的高溫區域較小,主要集中在熔池的周圍,并且溫度梯度較大。
4 結束語
激光熔覆是一個復雜的熱力耦合過程,工藝殘余應力形成過程復雜。通過前期對具體工件建立有限元模型進行溫度場及應力場仿真,為實際生產提供指導,尤其是針對大尺寸和結構復雜的工件,乃至薄壁環件,在滿足熔覆層完全熔合時,盡可能減少工件的殘余應力和熱應力造成的塑性變形。結合有限元的仿真結果進行實際作業,熔覆效果以及變形程度遠小于之前的隨意操作,其變形程度減小30%,且結合處完全熔合,無裂縫產生。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15