基于PLC的電氣設備狀態維修方法
2021-11-23 01:26:30新余鋼鐵集團有限公司自動化部付志剛
電力設備管理 2021年10期
新余鋼鐵集團有限公司自動化部 付志剛
1 PLC的基本概念與應用現狀
P LC(Programmable Logic Controller PLC)就是可編程控制器。在過去30年的發展歷程中,PLC經歷了不斷的進化與革新,汲取了工業生產新經驗與技術的融合,逐步加深了自身的系統開放性。如今新的PLC技術不但在傳統PLC上加增了控制組態軟件,還完全實現了自動化應用,且應用范圍也在不斷擴大。21世紀以來PLC已與CAD/CAM及機器人并稱為機械自動化領域的三大技術,它們支撐著自動化工業的發展。
PLC作為一種可編程的電子控制系統,在實際的工業生產中主要應用于設計諸如數字運算電子操作系統這樣的復雜程序,同時還能負責可編程程序內部的存儲器運行,如邏輯運算、定時計數、順序控制等操作指令的發出。PLC是通過系統中數字量與模擬量的雙向輸出輸入來控制機械運行的,所以總體來說PLC綜合了計算機、自動控制和電子通訊功能,是三位一體的融合性產業技術。由于它具有著強抗干擾能力與極高的穩定性,能任意組合和隨時編程,運行維護也較為方便,所以已成為自動控制領域中不可或缺的部分,為現代化工業的自動化發展提供著最有力的技術應用與安全保障。
2 基于PLC的電氣設備狀態檢修技術應用思路與技術應用
2.1 技術應用的基本思路流程
針對電氣設備狀態展開檢修技術,其中應用到大量PLC技術,以下首先介紹電氣設備的狀態檢修內涵與操作流程。電氣設備狀態檢修主要圍繞設備安全、運行環境為基礎展開,主要內容包括了狀態評價、狀態風險分析與評估、結合相應技術手段展開試驗與檢修,確保電氣設備安全運行。在該過程中,利用PLC的可視化、非表定性技術內容展開狀態檢修,其核心思想就是基于指定時間來確定設備實際運行狀態,然后提出狀態檢修的具體目標,提高設備整體運行可靠性,它的基本技術操作流程應參考如下:設備信息收集→設備狀態評估→風險評估→檢修策略展開→檢修計劃→檢修實施→績效評價[1]。
2.2 輔助決策系統技術應用分析
在利用PLC所展開的狀態檢修技術應用過程中,供電企業應根據其狀態檢修技術應用流程研發一套PLC狀態檢修輔助決策系統,如此可提高電氣設備的日常檢修效率與檢修質量。大體來講電氣設備狀態檢修的輔助決策系統技術應用要點應圍繞以下兩條展開。
2.2.1 PLC狀態檢修輔助決策系統的基本結構
在電氣設備的狀態檢修輔助決策系統應用過程中,主要圍繞生產管理系統展開,主要對設備臺賬的管理運行、檢修以及缺陷信息補漏內容進行分析,建立GIS、PLC信息定位系統,同時輔助建設智能選差系統與在線監測系統,如此擴展輸電線路狀態檢修過程,構建一套完整的狀態檢修輔助決策功能系統,對設備運行狀態作出健康綜合評定。該系統在預測設備可能存在的風險方面是表現突出的,也建立了設備風險等級檢測系統[2]。
2.2.2 PLC狀態檢修系統功能應用
基于PLC的狀態檢修輔助決策系統中包含了4項主要功能,分別是設備缺陷試驗、檢修、查詢功能系統,監測預警功能系統,狀態診斷功能系統及風險評價功能系統。監測預警功能系統利用PLC的智能化、可視化操作可做到實時動態監測狀態量指標變化,并進行科學評定,對超出設備狀態閾值范圍的劣化指標進行診斷分析,時刻了解電氣設備的運行狀態與可能存在的故障部位,查明原因后提出電氣設備故障的預警規則內容,并第一時間預警警告[3]。
狀態診斷模塊主要利用診斷預警模塊對預警信息進行分析,對電氣設備已出現的故障狀況進行評定分析。為此該模塊可提出故障處理狀態分析策略以及其它設備的恢復參考方案[4];風險評價模塊是整個系統的核心組成部分。在針對電氣設備所存在的潛在內部風險與威脅進行識別分析過程中,分析資產的損失與威脅發生可能性。主要通過風險評價模型來客觀評價電網電氣設備風險等級,保證啟用狀態評價分值ISE技術體系,主要用來輔助技術人員對電氣設備風險值與故障率進行查看與總結,其整體看具有一定的實踐應用便捷性[5]。
2.3 電氣設備中變壓器局部放電以及繞組變形的PLC狀態維修技術應用
2.3.1 電氣設備中變壓器局部放電的PLC狀態維修技術應用
如從變電站電氣設備外部向變壓器施加高強度電壓,變壓器就會出現由變壓器油所引發的局部放電現象,其放電量最低也會達到2000V以上,最高可達到幾十萬皮庫,破壞威力相當之大、不容小覷。在變壓器局部發生上述較強放電效果后,電氣設備的絕緣部分就會嚴重受損,直接導致變壓器油迅速虧空,變壓器內部也會因此而產生大量氣泡,進一步逐漸形成高分子蠟狀物,這也是導致變壓器出現故障的主要原因之一。
就目前已有的電氣設備變壓器狀態維修技術而言,脈沖電流法可嘗試。因為該方法能實現對變壓器較小規模局部放電的有效監測,但該方法易受外界電磁環境干擾影響。再者是超聲波法,主要采用超聲波傳感器技術對變壓器局部放電超聲壓力波進行實時監測,它的抗電磁干擾能力非常強。當然,該技術方法必須考慮PLC技術對變壓器內部絕緣環境聲波的吸收與散射調整,因此它的整體監測靈敏度并不高,易受機構振動而產生不良干擾影響,所以要深入分析PLC技術與上述技術內容的融合應用方法,做到防患未然。
就目前看來,采用脈沖電流法配合PLC技術應用可實現對變壓器局部放電的有效管理與調整。它首先利用PLC快速監測變壓器內部情況,了解變壓器內部所發生的局部放電情況,另外可參考變壓器中性點與外殼接地線展開分析,進一步安裝Rogowsky線圈,主要對電流脈沖內容進行實時動態監測。再者,利用PLC連接檢測器與變壓器高壓套管位置也可實現對變壓器局部放電電流脈沖的有效檢測[6]。
參考圖1內容,可利用PLC對變壓器中的脈沖極性內容進行鑒別,如此可有效抑制變壓器外部干擾脈沖問題,具體來說可參考以下科學原理展開分析:圖1中有兩套設備Cx1和Cx2,兩套設備以外的干擾信號在兩設備變壓器電容中會產生同向脈沖電流,且二者放電所產生的脈沖電力恰好是反向的。這一點說明了兩套設備中的傳感器TA1和TA2所采用的是雙路信號,雙路信號都通過放大器適當放大,且分別進入到正負極性門之中,分別為+、-、+、-。在極性門中脈沖整理與寬度邏輯電平會被不斷放大,所有邏輯信號都會在兩兩相吸作用下控制電子門開關,放過信號內容,控制局部放電效果,另外也能做到對干擾信號的有效抑制。
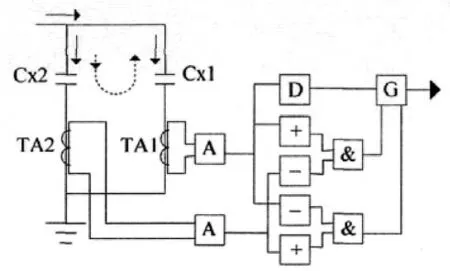
圖1 變壓器脈沖極性鑒別系統示意圖
2.3.2 電氣設備中變壓器繞組變形的PLC狀態維修技術應用
通過變壓器繞組變形設計出口短路位置,分析電路運輸沖擊情況,可確保電路繞組在發生一定程度位移后改良變壓器運行狀態,解決其狀態不可逆問題。因此當變壓器繞組變形后,需采用到PLC技術展開狀態檢測過程,利用在線檢測技術對變壓器繞組變形問題進行分析,具體就是采用到PLC短路阻抗在線測量方法,該技術專門采用到單相雙繞組變壓器實施短路阻抗在線測量。其中要分別設置TV1、TV2兩個互感器作為變壓器的一次、二次側連接電壓互感器,再設置兩個電流互感器,如果出現短路電抗時如下:Xsh=X1+X12。
需相應利用到短路電抗法、并給出兩種假設情況:假設變壓器在生產運行過程中勵磁電流始終不變;假設電流互感器與電壓互感器在運行過程中誤差始終不變。PLC狀態維修要保證兩種假設情況全部都滿足,屆時繼續計算短路電抗應為[7]:

上述內容可結合變電站110kV變壓器進行分析,了解短路電抗情況,追求實現在線測量過程。操作過程中要針對變壓器中的繞組短路電抗展開實時分析,利用PLC技術進行高精度測量即可。該測量可有效判斷變壓器中電抗變化量,確保利用PLC實現狀態維修過程,動態觀察并明確繞組變形程度。另外,在狀態維修中還利用到了SCI法科學判斷短路電抗變化量及它與繞組變形間的相互關系,為設備在線監測技術內容給出有價值參考依據。
3 基于PLC的電氣設備狀態檢修技術應用案例簡析
某變電站電氣設備出現信號輸入傳感器故障、電氣線路故障及動作執行模塊故障,所以變電站打算采用PLC配合電氣設備狀態檢修技術展開分析。爭取做到對故障位置的快速定位判斷,同時提出故障處理方法[8]。
首先是故障定位,利用PLC可視化、智能化技術應用內容進行傳感器邏輯編程信息定位,配合觸屏相關參數丟失情況設置外圍程序判斷分析故障問題。在定位故障過程中,判斷輸入輸出點X/Y,結合運動控制傳感器高速脈沖輸出情況,利用PLC調用程序內容判斷高速脈沖實際輸出內容。通過判斷結果分析,可將故障定位于PLC高速脈沖輸出口位置,發現其Y0/Y1位置已經損壞導致設備無法移動,而觸屏參數嚴重丟失,自動運行模式陷入癱瘓。上述故障定位采用狀態檢修模式,充分利用了PLC技術內容,確保為故障處理階段技術應用奠定基礎。
其次是故障處理。分析告訴脈沖輸出口Y0、Y1損壞情況,采用伺服電機作為單軸運動控制,了解到觸屏運動控制參數丟失需采用到參數位置基準減速比內容,結合參數后期微調使用來建立速度補償機制,可將機制指標設置為0,再對后期微調使用參數進行分析,結合脈沖移動量分析脈沖序列,分析運動過程脈沖程序,具體故障分析公式為[9]:脈沖頻率速度=(運行速度×周脈沖×減速比)/絲桿螺距。同理,也可通過該公式演變計算故障距離,深入分析故障狀況。最后要更換PLC,重新設置觸摸屏參數,并對電氣設備上電進行二次實驗,設置設備運行速度應該在0.010m/s,保持其運行距離在100mm。另外也要基于其它參數對設備外部硬件進行故障排查,如分析其設備在運行控制中所體現出的脈沖當量內容和脈沖移動量內容,分析程序運動控制機制,提出程序控制參數距離計算過程。在如上狀態維修基礎之上,再次觀察其在自動運行狀態下設備移動距離與時間設置匹配是否到位,完成故障處理過程。整體來說,針對輸入傳感器所展開的故障維修主要運用到了PLC動態監測技術,在故障發生后則采用了其它故障維修技術,真正做到了狀態動態維修處理。
就目前看來,利用PLC技術設備良好的智能化、高邏輯性與可視化優勢可針對變電站電氣設備展開狀態維修,實施在線動態監測,第一時間發現電氣設備故障問題并予提出故障維修方案,予以解決。本文中也就這一問題展開了相近分析,希望通過PLC做到動態優化處理,提高變電站中各種電氣設備的運行維護效率,保證設備中常用電子元器件維修到位,故障處理得當,構建靈活有序的電氣設備維修機制,為變電站日常生產運行提高效率,節約成本,從整體層面上提質增效。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
通信電源技術(2018年3期)2018-06-26 06:33:30
汽車維護與修理(2016年10期)2016-07-10 08:17:41
現代工業經濟和信息化(2016年4期)2016-05-17 05:35:38
工業設計(2016年12期)2016-04-16 02:52:00
通信電源技術(2016年3期)2016-03-26 07:13:46
汽車維修與保養(2015年6期)2015-04-17 03:31:50
