基于雙目視覺的焊縫隱性損傷跟蹤定位方法
2021-11-17 07:10:42余志程陳富安
計算機仿真 2021年2期
余志程,陳富安
(河南工業大學,河南 鄭州 450000)
1 引言
金屬制造行業的一種重要加工策略是焊接,其憑借可靠、精確、低成本連接材料等諸多優勢,在金屬連接領域得到廣泛應用。隨著計算機技術的普及與工業水平的飛速發展,焊接結構[1]工件的應用范圍與前景越來越廣闊,比如船舶、航天以及汽車制造等工業領域,與此同時,對焊接質量與效率的要求也日益提升,因此,對焊縫隱性損傷跟蹤定位的研究具有重要的現實意義。
文獻[2]針對V型坡口的焊接識別定位,構建一種激光視覺傳感下局部區域的分步式定位方案,采用架構的模板匹配取得焊縫初始范圍,經過閾值分割、邊緣提取,得到激光條紋邊緣線,利用Shi-Tomasi算法獲取邊緣線的亞像素角點方位,通過最小二乘法擬合出邊緣直線,求取上下邊界線的均值,完成激光條紋中心線與坡口輪廓拐點信息提取;文獻[3]針對連接焊縫的易損傷問題,提出一種網架結構節點焊縫損傷識別方法,求解焊縫損傷發生時節點的加速度響應值后,利用小波變換探索節點高頻分量奇異值,并依此判定損傷的影響區域,通過傳感器布置測得加速度響應,最后經應變模態分析策略,完成損傷定位。
由于上述文獻方法抗干擾能力較差,在跟蹤定位焊縫隱性損傷時效果欠佳,因此,本文采用一種非接觸測量方式,設計出基于雙目視覺的焊縫隱性損傷跟蹤定位方法。以雙目視覺較高的檢測精度與較強的抑制性能為基礎,構建世界坐標系,統一雙目視覺與損傷坐標系,提升定位準度,同時利用模擬輸出卡,降低焊縫誤差。
2 雙目視覺下焊縫隱性損傷跟蹤定位
2.1 雙目視覺模型標定
采用雙目視覺觀察空間點時,其空間點坐標具有唯一性。以其中一個攝像機的坐標系為基準,構建世界坐標系[4]Ow-XwYwZw,假設兩攝像機的對應關系為矩陣M1與M2,則基于各攝像機坐標系的空間點P坐標分別如下所示
(1)
(2)
式中,兩攝像機下空間點P的圖像齊次坐標分別是(u1,v1,1)、(u2,v2,1),基于雙目視覺的投影矩陣元素為mi,j(i,j∈[1,4]),世界坐標系下空間點P的圖像齊次坐標為(X,Y,Z,1)。
根據上列兩個矩陣表達式推導出各方向的線性方程組,如下所示
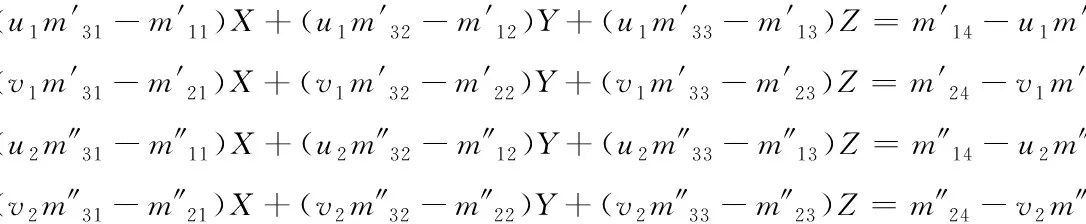
(3)
經過求解該方程組,即可得到空間點P的坐標。
通過標定雙攝像機即可完成雙目視覺系統標定。依據取得的雙攝像機外部參數R1、R2、T1以及T2,計算出雙攝像機的坐標系間變換關系。假設基于雙攝像機坐標系以及世界坐標系的P點坐標分別是P1(X1,Y1,Z1)、P2(X2,Y2,Z2)與Pw(Xw,Yw,Zw),則得到下列關系表達式
P1=R1Pw+T1
(4)
P2=R2Pw+T2
(5)
經過改寫可推導出下列表達式

(6)
上式里,R表示雙攝像機間的旋轉矩陣[5],T表示雙攝像機間的平移向量[6]。
利用下列計算公式完成雙目視覺旋轉矩陣R與平移向量T的參數標定

(7)

(8)
2.2 焊縫隱性損傷識別
假設待識別隱性損傷的最大似然值[7]與期望值間距為dij,貼近度為tij,表達式如下所示
dij=Aij-Ej
(9)
(10)
上式里,待識別的焊縫損傷最大似然概率為Ej,期望概率為Aij。
用集合Θ指代焊縫的全部識別結果,且集合函數m:2θ→[0,1]使下列方程式成立
m(φ)=0
(11)

(12)
假定集合Θ信度函數bel1與bel2的基本可信度分配[8]為m1、m2,切向與法向信號的損傷狀態焦元分別為C、D,則得到下列表達式

(13)
由此可采用下列表達式對基本可信度分配做出界定

(14)
式中,不一致因子為K,表達式如下所示

(15)
當下列各式成立時,C1即為得到的識別結果
m(C1)=max(m(Ci),C?Θ)
(16)
m(C2)=max(m(Ci),C?Θ,Ci≠C1)
(17)
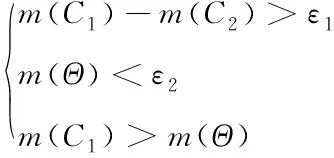
(18)
上式里,不確定度為m(Θ),所設門限值分別為ε1、ε2。
2.3 焊縫隱性損傷跟蹤定位
采用焊接機器人[9]、雙目視覺傳感器、送絲機、PC機、AD Link I/O控制卡、圖像采集卡CG400以及十字滑塊機構等,針對雙目視覺技術獲取識別出來的焊縫隱性損傷信息,利用圖像采集卡將焊縫損傷圖像信息轉換成可識別的數據后輸入計算機,經過對圖像特征信息進行處理,得到焊縫空間方位,完成焊接機器人與焊縫損傷位置姿態的坐標變換,結合軟件協調的控制指令,利用模擬輸出卡把多路控制量輸出至電機驅動器,降低焊縫誤差,實現焊縫隱性損傷的跟蹤定位。
在跟蹤定位法的框架流程中,爬行模塊與十字滑塊模塊的功能分別為機器人跟蹤定位動力與誤差補償,焊縫識別模塊由雙目視覺部分與計算機處理部分架構而成,主要用于識別焊縫隱性損傷,而損傷的跟蹤定位則通過控制電路模塊與計算機控制模塊共同實現。
跟蹤定位方法的實現步驟描述如下:
1)先對焊縫控制參數做初始化處理;
2)利用雙目視覺采集并預處理識別出的焊縫隱性損傷圖像,提取焊縫信息;
3)若未提取到焊縫信息,則返回第二步重新進行圖像采集;反之,則進入下一步;
4)求取拐點等損傷信息匹配點;
5)恢復焊縫損傷三維數據,獲取控制量;
6)利用運動控制卡輸出控制電機,完成焊縫跟蹤定位。
3 跟蹤定位方法實驗
實驗環境主要為Windows XP操作系統、酷睿2.1GHz 512M內存處理器,采用由Intel公司研發的計算機視覺類代碼open CV與VC++語言編程軟件,處理圖像,完成視覺算法與焊縫損傷跟蹤定位。
3.1 雙目視覺采集偏差
基于設定的雙目視覺結構參數,利用棋盤格間距的測量方法分析雙目視覺偏差。按照固定間距測量棋盤格,該棋盤格規格是6*6毫米,選取1格、3格、5格的棋盤格長度進行測量,6 mm、18 mm以及30 mm為測得的標準距離。
針對兩個方位的雙目視覺棋盤格圖像,測量6 mm、18 mm以及30 mm的棋盤格長度,得到如下列各表所示的測量結果。
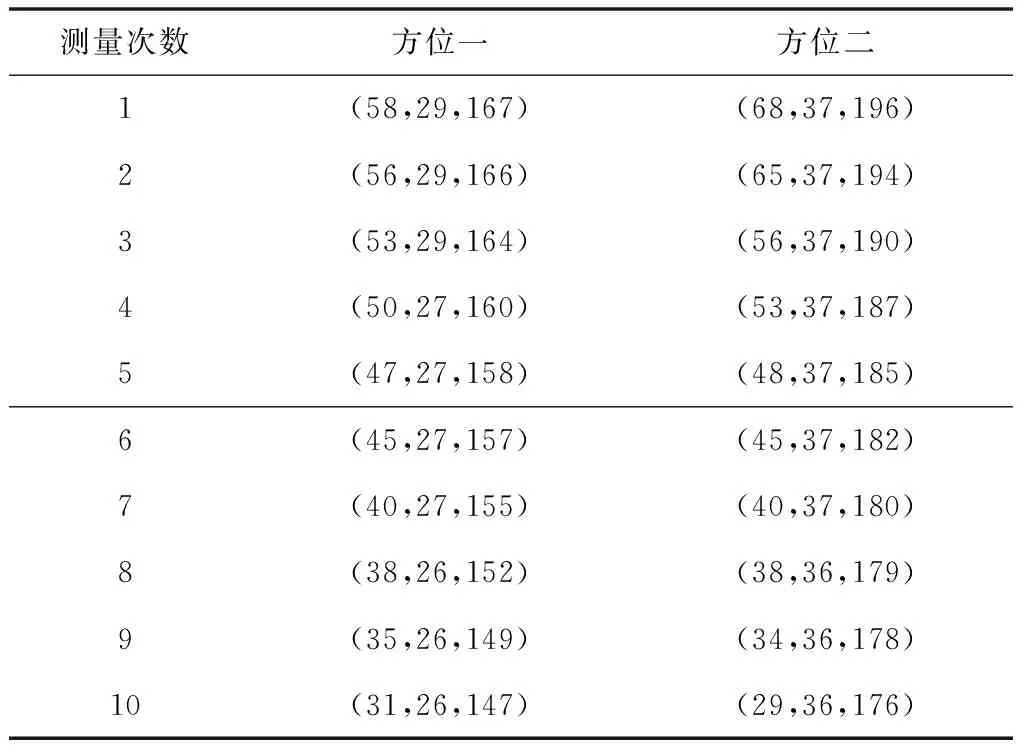
表1 6mm雙目視覺測量數據
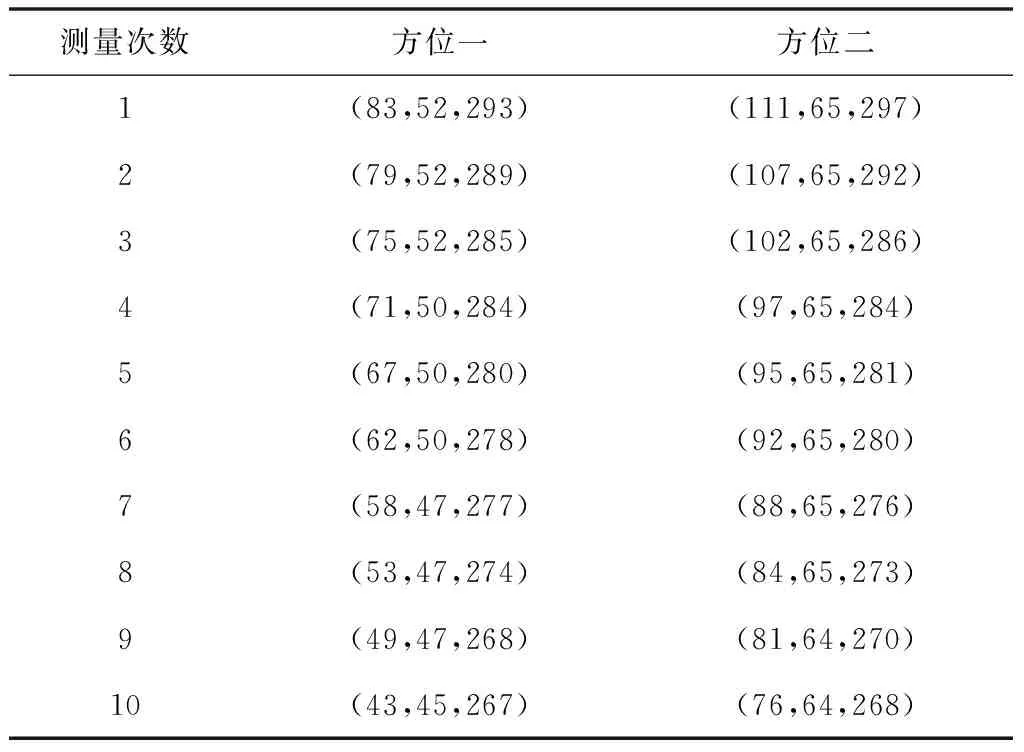
表2 18mm雙目視覺測量數據

表3 30mm雙目視覺測量數據
整理各表中的數據后,得到各棋盤格長度的雙目視覺測量誤差,如下表4所示。
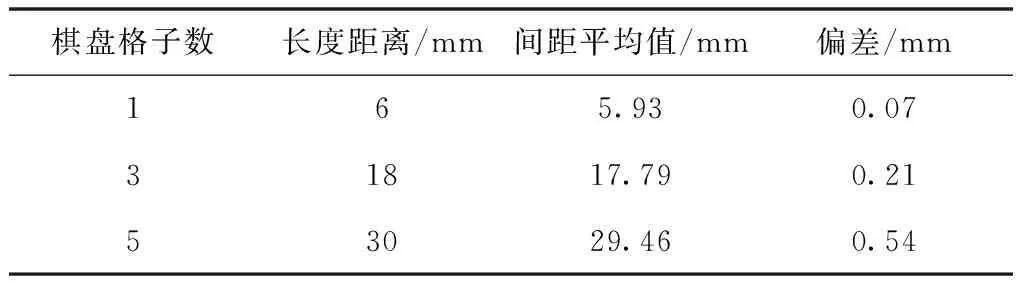
表4 測量偏差統計表
根據表4可知,雙目視覺的測量偏差隨著棋盤格長度的遞增而變大,但增加測量長度會減小雙目視覺的測量誤差波動幅度,使誤差值變化范圍更加平穩,因此,在跟蹤定位焊縫隱形損傷的過程中,應選取適宜的長度距離參數,以滿足損傷跟蹤定位的初步要求,所以,將3個棋盤格數的18mm長度作為標準測量距離,既符合實際測量需求,又滿足跟蹤定位效率。
3.2 焊縫損傷掃描速度影響
焊縫掃描是不間斷的測量階段,生成的波動將直接影響跟蹤定位準度,下圖1所示為各跟蹤方向在不同掃描速度下的平均偏差。
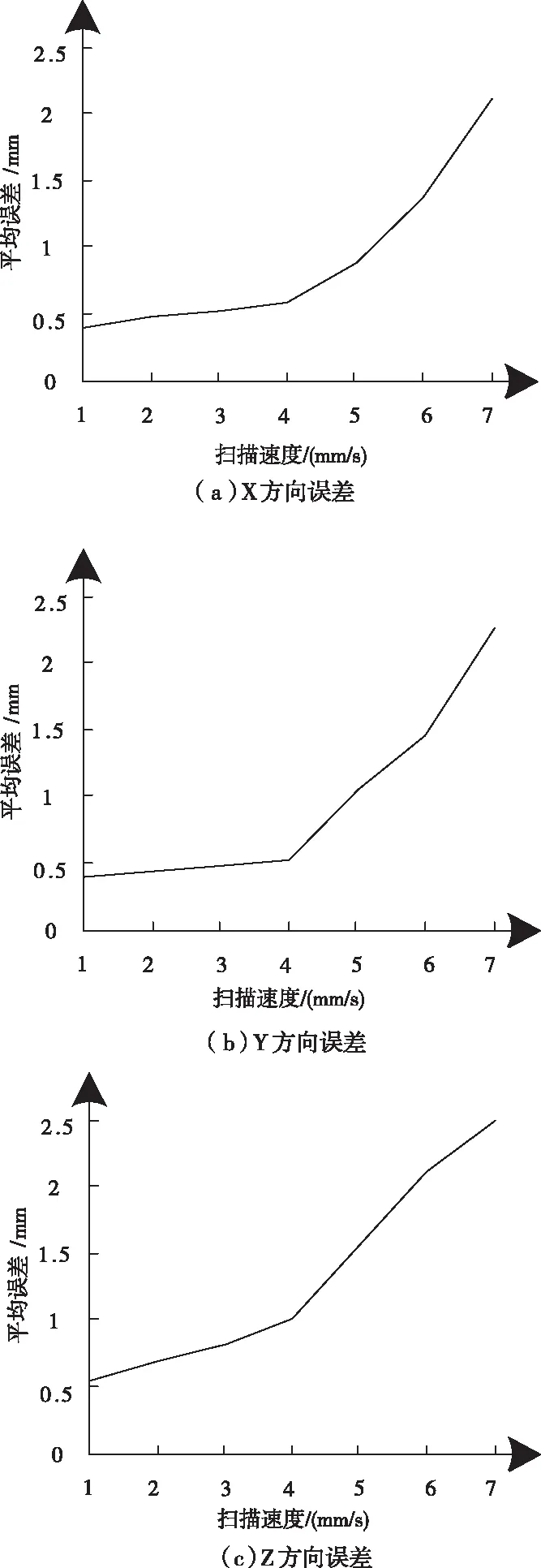
圖1 焊縫損傷掃描速度與跟蹤定位準度關系
從上圖中各曲線走勢可以看出,各跟蹤方向的平均偏差隨著掃描速度的加快而持續上升,但上升過程中存在一個轉折點,在掃描速度到達該數值之前,偏差波動幅度較小,一旦超過該速度值,偏差曲線斜率便大幅度增加,所以,為獲取更準確的焊縫跟蹤定位效果,需將掃描速度控制在4mm/s以下,結合損傷掃描效率的考慮,可將掃描速度選定為4mm/s。
3.3 焊縫隱性損傷跟蹤定位效果
下表5所示為恢復的焊縫隱性損傷方位與控制信號。
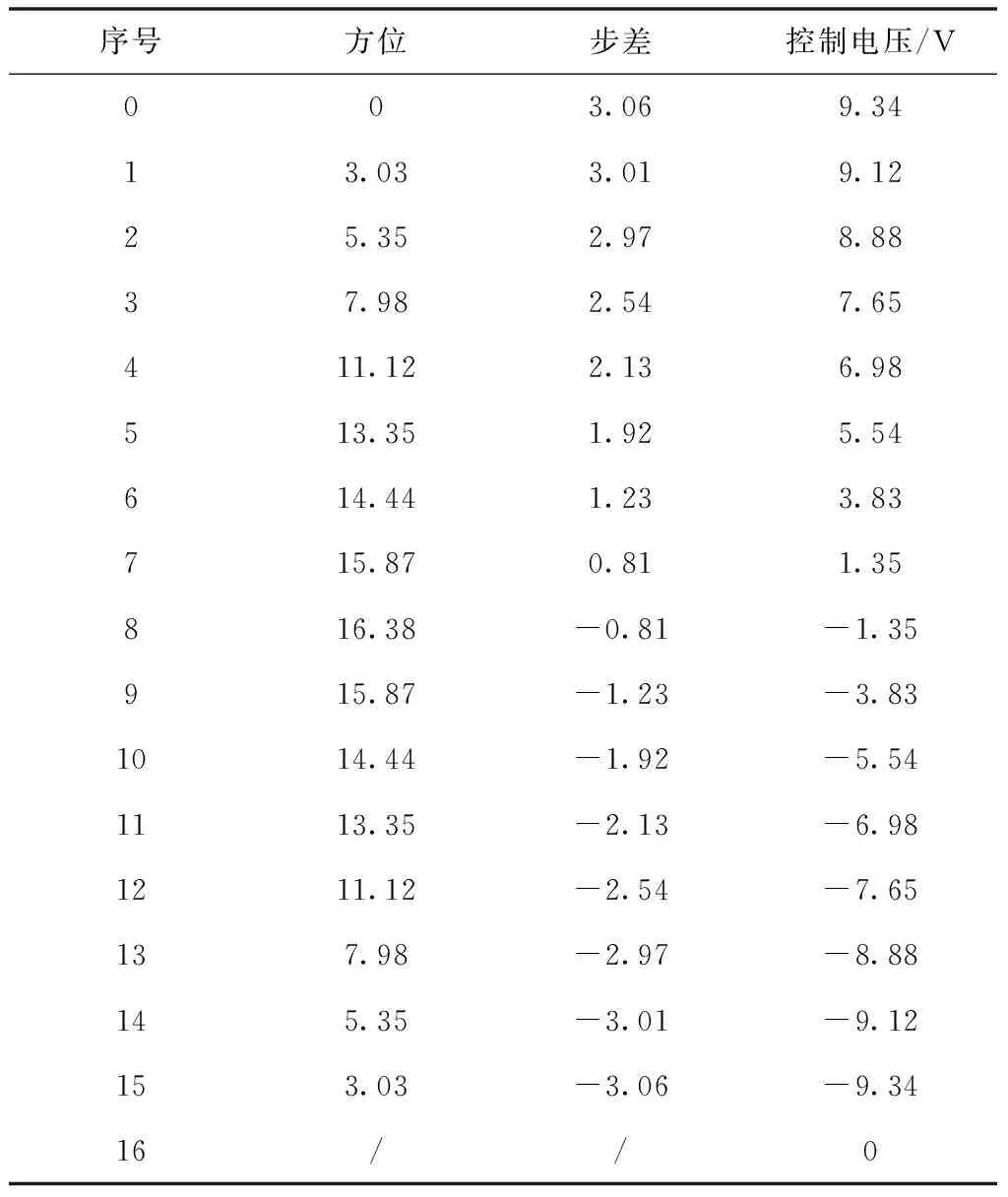
表5 損傷方位與控制信號
為驗證方法的可行性與有效性,采用文獻[2]、[3]方法以及本文方法,對焊縫隱性損傷展開跟蹤定位,跟蹤定位軌跡如下圖2所示。
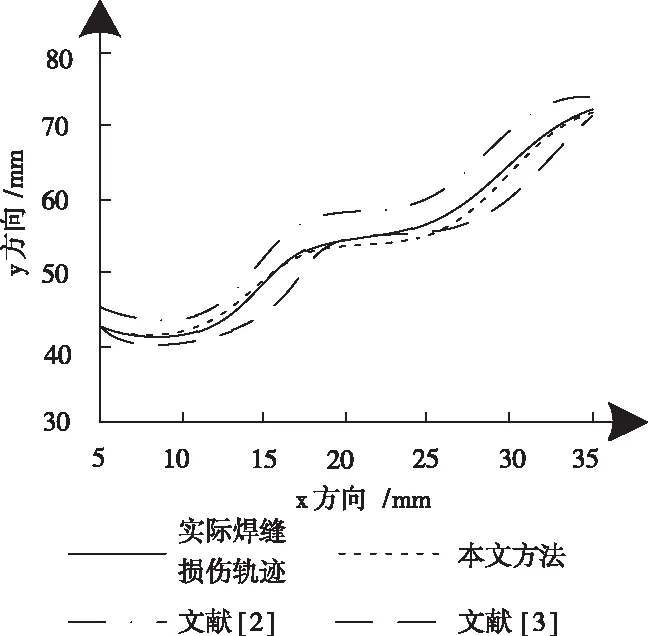
圖2 各方法損傷跟蹤軌跡示意圖
由上圖2中各方法的跟蹤軌跡可以看出,對比文獻[2]、[3]方法,本文方法具有較為顯著的跟蹤優越性,與實際焊縫隱性損傷的擬合度更高,這是因為本文方法建立了世界坐標系,并統一了雙目視覺坐標系、運動軸坐標系與工件坐標系,利用雙目視覺重建了焊縫損傷的三維坐標,通過精準控制跟蹤的線速度與運動方向,提升了跟蹤準度。
下表6所示為各方法取得的幾組定位坐標與實際坐標的對比結果。
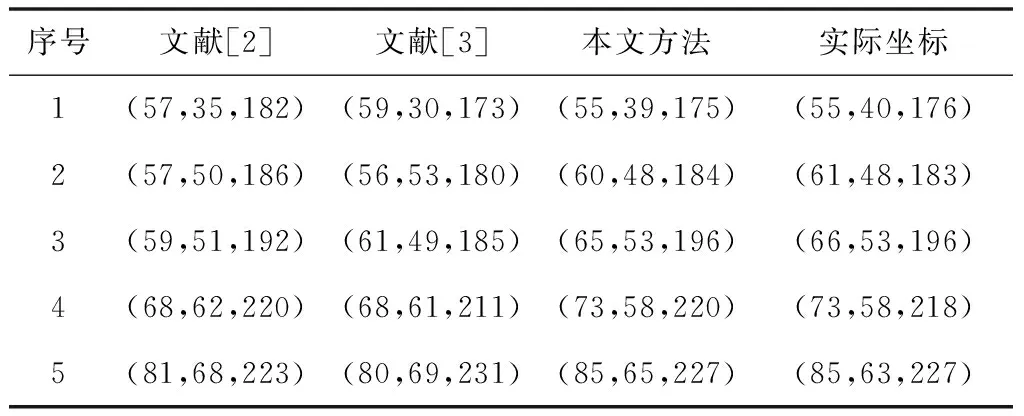
表6 定位結果統計表
根據上表6中的對比數據可以看出,相比文獻[2]、[3]方法,由于本文方法利用雙目視覺采集并預處理了識別出的焊縫隱性損傷圖像,提取出了焊縫信息,取得了拐點等損傷信息匹配點與控制量,因此,定位精準度更加理想。
4 結論
由于當前焊縫隱性損傷的識別與定位方面存在一定的難度與挑戰性,所以,本文以雙目立體視覺為技術背景,提出一種焊縫隱性損傷跟蹤定位方法。
在標定雙目視覺模型的過程中,流程又多又復雜,極有可能產生誤差傳遞,故在今后的工作中應探索一種更有效、更穩定、更可靠、更高精度的標定算法,令操作更加簡易,誤差傳遞更小,預處理圖像階段可引用縮放處理來減少運算時長,但如何在確保圖像精度的同時降低分辨率、縮減匹配點個數,將是下一個亟待解決的重難點。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
