滾動時域下最小加工時間批調(diào)度與粒子群求解
2021-11-17 12:38:18王宗光謝小青楊玉龍廖世龍
計算機仿真 2021年9期
王宗光,謝小青,楊玉龍,廖世龍*
(1.蘭州理工大學(xué)經(jīng)濟管理學(xué)院,甘肅 蘭州 730050; 2.山東大學(xué)管理學(xué)院,山東 濟南 250100)
1 引言
批調(diào)度問題主要指工件排序及工件合批,是半導(dǎo)體生產(chǎn)過程中提煉出的新型調(diào)度問題[1]。合批根據(jù)批處理設(shè)備的容量、工件形狀材質(zhì)、工件到達(dá)時間以及加工成本等多種因素綜合處理。因此,批調(diào)度在求解難度上遠(yuǎn)高于古典調(diào)度[2]。實踐生產(chǎn)中,批調(diào)度以適當(dāng)?shù)臅r間周期或事件驅(qū)動進行循環(huán)調(diào)度,僅需考慮怎樣對某一時段內(nèi)的工件分批、排程[3],將動態(tài)、長期的全局調(diào)度問題分解為各時段內(nèi)靜態(tài)的局部子調(diào)度問題。傳統(tǒng)批調(diào)度在各調(diào)度周期內(nèi)只使用一種方法和一種確定的規(guī)則來解決問題,以便于調(diào)度的實現(xiàn)。而滾動時域調(diào)度方法則是時間驅(qū)動的循環(huán)調(diào)度策略。
當(dāng)前批調(diào)度的研究可分為兩種:一是理論。Liu的研究表明即便單臺機器的工件集只有兩個到達(dá)時間,批調(diào)度問題也是NP難題[4]。Zhao證明了目標(biāo)為拖期懲罰的連續(xù)型批調(diào)度問題為強NP難[5]。二是算法,研究主要集中于初始時刻全局信息完全時,利用常規(guī)算法或群智能優(yōu)化算法等離線算法進行一次的全局靜態(tài)調(diào)度,獲得調(diào)度最優(yōu)值[6-8]。Melouks和Damodaran分別采用模擬退火算法、遺傳算法對制造跨度進行優(yōu)化研究[9,10]。Tang和Song設(shè)計了離散粒子群算法并將其應(yīng)用在鋼輥熱處理混合流水車間[11]。閆萍和袁媛以化工領(lǐng)域設(shè)備批處理過程為研究對象,構(gòu)建了分批與批調(diào)度決策的優(yōu)化模型并提出改進的DE算法,仿真得出與PSO算法相比,改進的DE算法性能更好[12]。
實際生產(chǎn)加工中,工件動態(tài)到達(dá)處理設(shè)備,對工件信息了解有限。Ovacik和Marcos較早的將滾動調(diào)度方法應(yīng)用到經(jīng)典調(diào)度問題中并取得了較好的效果[13,14]。但是,滾動時域調(diào)度策略下,各調(diào)度周期內(nèi)只進行局部調(diào)度且很難考慮全局信息,因此,無法對全局調(diào)度性能指標(biāo)作估計和控制[15]。Nelson和Sourirajan將滾動調(diào)度策略和實時狀態(tài)信息結(jié)合起來,首先把動態(tài)調(diào)度過程細(xì)分為多個連續(xù)靜態(tài)調(diào)度,再在每個區(qū)間內(nèi)逐個優(yōu)化,最后達(dá)到局部最優(yōu)[16,17],進一步適應(yīng)動態(tài)生產(chǎn)環(huán)境的不斷變化,該研究表明滾動調(diào)度策略在解決調(diào)度問題上極具適用性[18]。
針對工件動態(tài)到達(dá)且調(diào)度開始時刻工件信息不完全的批調(diào)度問題,在時域內(nèi)利用粒子群算法進行調(diào)度優(yōu)化尋求局部調(diào)度最優(yōu),并加入懲罰函數(shù),確保局部調(diào)度目標(biāo)與全局目標(biāo)一致。對滾動時域策略下各調(diào)度規(guī)則下的調(diào)度結(jié)果進行了仿真,并對此類動態(tài)調(diào)度問題中不同參數(shù)取值下的仿真結(jié)果進行了討論。
2 滾動時域策略下批調(diào)度數(shù)學(xué)建模
2.1 滾動時域批調(diào)度問題描述

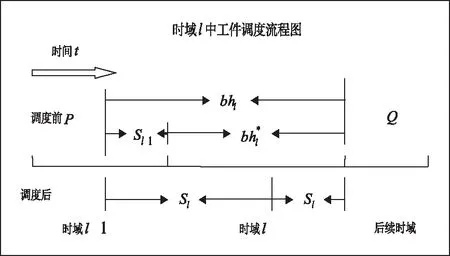
圖1 時域l中工件調(diào)度流程圖

2.2 符號說明
參數(shù)符號:
T:調(diào)度時域周期長度;
B:批處理設(shè)備的容量;
j:工件集合,其中j={1,2,…,n};
rtj:工件j的到達(dá)時間;
ptj:工件j的加工時間;
sj:工件j的尺寸;
weightj:工件j的權(quán)重參數(shù);
決策變量符號:
l:調(diào)度時域個數(shù)集,其中l(wèi)∈{1,2,…,L},L為調(diào)度時域個數(shù)的最大值;
ctj:工件j的完工時間;
bhl:時域l內(nèi)待加工工件集;
bkl:調(diào)度時域l下的第k(k=1,2,…,Kl)批工件集;
RTkl:批bkl的到達(dá)時間;
STkl:批bkl的開始時間;
PTkl:批bkl的加工時間;
CTkl:批bkl的完工時間;
CTl:時域l中最后一批工件的完工時間;
Sl:時域l內(nèi)得到加工的工件集;
S′l:時域l內(nèi)未得到加工的工件集。
2.3 模型假設(shè)
1) 工件集合j={1,2,…,n},每個工件包含如下信息:rtj、ptj、sj和weightj;
2) 批設(shè)備容量為B,是各時域中各批次的工件尺寸之和的最大值。批加工一旦開始,不能中斷,也不能放入新工件;
3) 以批次進行加工,批bkl的到達(dá)時間RTkl為批中所有工件的最大到達(dá)時間、加工時間PTkl為批中工件最大加工時間、開始加工時間計算方法:
當(dāng)k=1時
ST1l=max{RT1l,CTl-1,(l-1)T}
(1)
當(dāng)k=2,3,…,Kl時
STkl=max{RTkl,CT(k-1)l}
(2)
從而,批bkl的完工時間CTkl為
CTkl=STkl+PTkl
(3)
4) 調(diào)度時域l的周期為T。上一時域的結(jié)束時間即為下一時域的開始時間,某一時域的結(jié)束時間為該時域內(nèi)最后一個批次的完工時間。
2.4 滾動時域批調(diào)度數(shù)學(xué)模型
(4)
st.Yjkl={0,1}
(5)

(6)

(7)
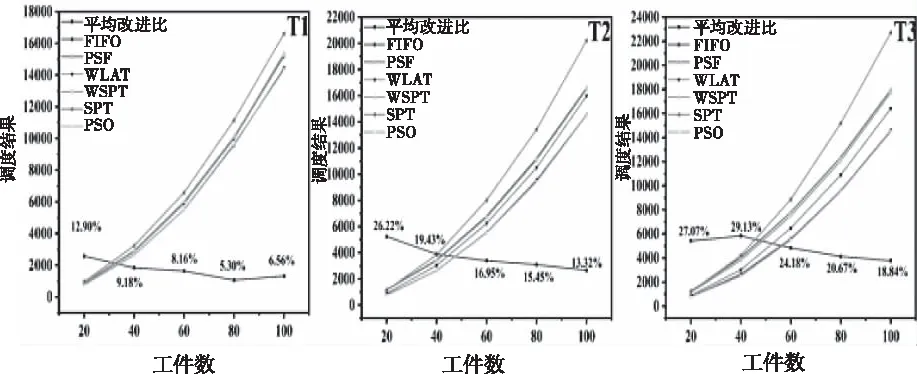
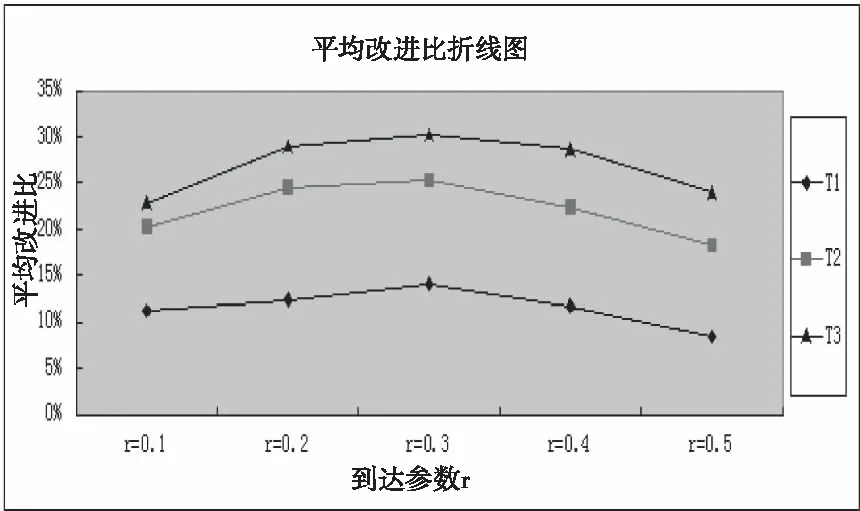
Sl={j|j∈bhl,stj (8) S′l={j|j∈bhl,stj≥l*T} (9) (10) (11) 其中j={1,2,…,n},k={1,2,…,Kl},l={1,2,…,L}。式(4)是目標(biāo)函數(shù),表示最小加權(quán)完工時間和;式(5)中,Yjkl為{0,1}決策變量,當(dāng)工件j屬于時域l中第k批時,Yjkl=1,否則,Yjkl=0;式(6)用以確保所有工件都能得到分批且工件不會重復(fù)加工;式(7)是工件分批的主要約束條件,表示同一批次內(nèi)所有工件的尺寸和應(yīng)當(dāng)不超過批設(shè)備容量;式(8)表示時域l中已加工的工件集;式(9)表示時域l中還沒有加工的工件集;式(10)表示時域l中加工工件數(shù);式(11)表示時域l內(nèi)工件分批數(shù)量。 第一個時域中待加工工件集為到達(dá)時間在周期內(nèi)的所有工件集合,后續(xù)時域中待加工工件集的確定方法參照圖1。假設(shè)時域l中,待加工工件數(shù)為n(l),PSO算法的粒子數(shù)為N,各粒子用n(l)維向量表示。粒子i的位置向量Xi=(xi1,xi2,…,xin(l)),各Xi都表示一個工件序列。xij(j∈{1,2,…,n(l)})是粒子i中工件j的優(yōu)先值(xij越小,越靠前加工),隨速度向量Vi=(vi1,vi2,…,vin(l))中vij的變化而變化。 時域l中,以先到先加工的規(guī)則進行工件初始調(diào)度,bhl按rtj從小到大依次排序。若rtj相同,ptj越小,工件排序越靠前。得到時域l內(nèi)工件調(diào)度的初始排序πl(wèi),πl(wèi)(i)表示πl(wèi)的第i個工件。令第1個工件優(yōu)先值為πl(wèi)(1)=rand(0,1),其它工件優(yōu)先值為[19] πl(wèi)(i+1)=πl(wèi)(i)+rand(0,1) (12) 將待加工工件先在批設(shè)備容量B的約束條件下分批,再計算當(dāng)前時域中微粒的適應(yīng)值。其中,活批是工件合批過程中,若至少存在一個批bk,在將工件j放入批bk后,仍然容量約束條件,則稱批bk為j的活批。否則,批bk為確定批。 為保證調(diào)度目標(biāo),決策人員不會為了盡可能填滿批設(shè)備而無限制的等待滿足容量約束的工件到達(dá)。對于活批bk,在批等待時間內(nèi)到達(dá)的所有工件都可以合入成為同一批。分批規(guī)則:對于工件j有兩種安排方式,一是若當(dāng)前不存在批,或不存在對于j的活批,則j生成新的批,此時新的批為活批;二是若存在對于j的活批bk,當(dāng)j的到達(dá)時間與活批bk的到達(dá)時間間隔大于批等待時間,j進入新批,此時活批bk為確定批;否則,bk仍為活批。 滾動時域調(diào)度下,①各調(diào)度時域結(jié)束時,部分工件已完成加工,后續(xù)時域中全局調(diào)度的自由度減小;②各調(diào)度時域下只加工部分工件,全局信息少。因此,時域l中目標(biāo)懲罰函數(shù)Δfl表示為 (13) (14) Step1:給出初始時刻信息不完全的n個工件集合S; Step2:根據(jù)工件到達(dá)時間確定第一個時域l內(nèi)待加工工件集合bhl,該時域內(nèi)工件信息已知; Step5:返回局部最優(yōu)調(diào)度適應(yīng)值fl,可得工件排序和分批,進而求得時域l內(nèi)的最優(yōu)目標(biāo)值Fl以及時域l內(nèi)得到處理的工件集Sl和未得到處理的工件集S′l; Step6:令Tabu={j|j∈S-Sl},若Tabu不為空集,將時域l內(nèi)未熱處理的工件集合S′l滾動進入l+1時域,與step2中的bhl+1合并,即bhl+1=S′l∪bhl+1,進入step3;若為空集,結(jié)束。 5.1.1 仿真參數(shù)設(shè)計 本文采用Melouks等提出的隨機產(chǎn)生數(shù)據(jù)的方法獲得算例[20],算例劃分標(biāo)準(zhǔn)如下: 1)工件個數(shù)n分為J1、J2、J3、J4、J5類問題,工件數(shù)分別為20、40、60、80、100; 2)工件加工時間ptj服從[1,20]離散均勻分布; 3)工件尺寸sj服從[1,10]上的離散均勻分布; 4)工件到達(dá)時間rtj服從[0,rnE[ptj]]的離散均勻分布,其中r={0.1,0.2,0.3,0.4,0.5},對應(yīng)于r1、r2、r3、r4、r5類問題,其工件到達(dá)時間間隔分別為1、2、3、4、5; 在批處理設(shè)備的容量B=30,PSO算法中粒子個數(shù)m=80,迭代次數(shù)NC_max=80的參數(shù)下,所有算例運行100次,利用Matlab2011b實現(xiàn)。由于算例中數(shù)據(jù)均為隨機產(chǎn)生,為防止個別極值的出現(xiàn)對運行結(jié)果產(chǎn)生影響,最終結(jié)果以除去10個最小值和10個最大之后的其余數(shù)值的平均值表示。文中不討論工件尺寸sj、加工時間ptj,得到不同到達(dá)時間下調(diào)度時域周期長度T分別為50、100、150時不同工件數(shù)的加權(quán)完成時間和。 對五種常規(guī)調(diào)度介紹如下,后續(xù)對五種常規(guī)調(diào)度的調(diào)度結(jié)果與PSO算法下批調(diào)度模型優(yōu)化后的調(diào)度結(jié)果進行比較。 1)先到先加工(FIFO)規(guī)則,調(diào)度時域內(nèi)工件按到達(dá)時間rt非降生成排序,常用于調(diào)度車間的一般調(diào)度問題中; 2)基于優(yōu)先權(quán)優(yōu)先(PSF)規(guī)則,調(diào)度時域內(nèi)工件按其權(quán)重weight非增生成排序,常用于工件含權(quán)重參數(shù)的批調(diào)度問題,但此調(diào)度規(guī)則容易造成熱處理爐等批處理設(shè)備的空閑時間; 3)加權(quán)最小到達(dá)時間優(yōu)先(WLAT)規(guī)則,調(diào)度時域內(nèi)工件按其重要度與到達(dá)時間的比值weight/rt非增生成排序,是FIFO規(guī)則和PSF規(guī)則的折中,不會導(dǎo)致熱處理爐產(chǎn)生大量的空閑等待時間; 4)加權(quán)最短加工時間優(yōu)先(WSPT)規(guī)則,調(diào)度時域內(nèi)工件按重要度與加工時間的比值weight/pt非增生成排序,在解決目標(biāo)為加權(quán)完工時間和靜態(tài)全局調(diào)度的問題中效果最佳; 5)最短加工時間優(yōu)先(SPT)規(guī)則,能在解決大規(guī)模工件的靜態(tài)調(diào)度問題中實現(xiàn)出很好的優(yōu)化性能。 5.1.2 基于PSO算法的滾動時域批調(diào)度模型的有效性與適用性分析 圖2中為r=0.1時的調(diào)度結(jié)果。首先,在不同工件數(shù)和調(diào)度周期下,基于PSO算法的滾動時域調(diào)度模型相對于其它五種常規(guī)調(diào)度規(guī)則的平均改進比最大值為24.99%,最小值為7.15%,體現(xiàn)了PSO算法對滾動時域策略下的批調(diào)度模型有較強的適用性;其次,調(diào)度周期T為50,SPT規(guī)則效果最佳;調(diào)度周期T為100、150時,WALT規(guī)則效果最佳。在相同工件數(shù)的情況下,隨調(diào)度周期的增加,由于SPT規(guī)則未考慮工件權(quán)重信息,調(diào)度結(jié)果也隨之增大。但調(diào)度周期的長短對FIFO、PSF、WLAT、WSPT四種規(guī)則的調(diào)度結(jié)果影響較小。工件密集到達(dá),按照WLAT規(guī)則排序后不僅可保證較大權(quán)重的工件及早加工,而且批的開始加工時間較小。因此,WLAT規(guī)則在處理密集到達(dá)工件的調(diào)度時有較大優(yōu)勢。 圖2 r=0.1時調(diào)度結(jié)果 圖3 r=0.2時調(diào)度結(jié)果 圖3為r=0.2時的調(diào)度結(jié)果。PSO算法下調(diào)度結(jié)果的平均改進比值在7.9%到31.78%間,F(xiàn)IFO規(guī)則明顯優(yōu)于WSPT規(guī)則,但WLAT規(guī)則效果仍是最好的。此外,隨著調(diào)度周期變大,SPT、WSPT和PSF規(guī)則的調(diào)度結(jié)果也逐漸增大。 圖4和圖5分別為r=0.3、r=0.4時的調(diào)度結(jié)果。滾動時域批調(diào)度模型中PSO算法相對于常規(guī)調(diào)度規(guī)則的平均改進仍然可觀。在所有算例中,五種簡單調(diào)度規(guī)則中FIFO規(guī)則的調(diào)度優(yōu)化效果相對最優(yōu),其次為WLAT規(guī)則,再次之為WSPT規(guī)則,PSF和SPT規(guī)則調(diào)度效果最差。相同工件數(shù)的算例中,除FIFO規(guī)則外,其它四種調(diào)度規(guī)則都是隨時域周期的增大,調(diào)度結(jié)果增大。 圖4 r=0.3時調(diào)度結(jié)果 圖5 r=0.4時調(diào)度結(jié)果 圖6 r=0.5時調(diào)度結(jié)果 圖6為r=0.5時的調(diào)度結(jié)果。此時,與其它常規(guī)調(diào)度規(guī)則相比,F(xiàn)IFO規(guī)則仍表現(xiàn)出極好的性能,但PSO算法調(diào)度結(jié)果在各調(diào)度周期下相對于FIFO規(guī)則的優(yōu)化效果則不明顯。說明了PSO算法在處理工件分散到達(dá)的情況下優(yōu)化效果不盡理想。導(dǎo)致這一現(xiàn)象的原因主要有兩點:①工件到達(dá)時間間隔較長,各調(diào)度時域內(nèi)到達(dá)的工件數(shù)量少,導(dǎo)致調(diào)度時域內(nèi)待調(diào)度工件數(shù)量也較少,PSO算法的優(yōu)化迭代性能得不到體現(xiàn);②工件到達(dá)較為分散,導(dǎo)致整個調(diào)度過程產(chǎn)生較多的調(diào)度周期。盡管PSO算法調(diào)度過程中,各時域內(nèi)都設(shè)定了懲罰函數(shù)以確保局部調(diào)度目標(biāo)與全局目標(biāo)相一致,但過多的局部調(diào)度仍然會對全局目標(biāo)產(chǎn)生不小的影響。 綜合圖2到圖6以及圖7,可知: 1)除了在r=0.1,調(diào)度周期為T1、工件數(shù)分別為80和100的兩個算例,PSO算法下批調(diào)度模型優(yōu)化后的調(diào)度結(jié)果均優(yōu)于常規(guī)調(diào)度規(guī)則,說明基于PSO算法的滾動時域批調(diào)度模型具有很好的調(diào)度優(yōu)化效果。這兩個算例中SPT規(guī)則較優(yōu)的原因是由于工件到達(dá)時間間隔較短,且每個時域內(nèi)需加工的批數(shù)又相對較少,造成工件在批處理車間的阻塞,導(dǎo)致在每個調(diào)度周期的決策時刻,可供調(diào)度的工件數(shù)目較多。此時,按照工件加工時間排序還會使得絕大部分時域內(nèi)調(diào)度批數(shù)的增加,因而SPT規(guī)則的調(diào)度結(jié)果較理想。 2)FIFO、PSF、WLAT、WSPT、SPT五種常規(guī)調(diào)度規(guī)則中,隨著工件到達(dá)時間的增加,F(xiàn)IFO規(guī)則的調(diào)度優(yōu)化效果逐漸優(yōu)于WLAT規(guī)則的調(diào)度效果,且調(diào)度周期的長短對FIFO規(guī)則影響較小,從而間接證明了FIFO規(guī)則在實際調(diào)度中作為最常用的調(diào)度規(guī)則有獨有優(yōu)勢。 3)附錄中的圖5中,三條折線均為先升后降的走勢,說明隨到達(dá)時間參數(shù)r取值的增大,即工件到達(dá)由密集到分散時, PSO算法下滾動時域批調(diào)度模型的調(diào)度優(yōu)化性能先上升后下降。其次,由折線的不同高度可知,隨調(diào)度周期T的增大,模型及PSO算法的調(diào)度優(yōu)化效果增強。這表明,PSO算法下滾動時域批調(diào)度模型在解決調(diào)度周期長的批調(diào)度問題中效果更佳,優(yōu)勢明顯。 圖7 到達(dá)參數(shù)、時域周期與平均改進比折線圖 綜上,當(dāng)?shù)竭_(dá)參數(shù)固定后,在調(diào)度周期較長(即T越大)的批調(diào)度問題中, PSO算法下滾動時域批調(diào)度模型的效果越好。考慮極限的情況,即當(dāng)T→∞時,PSO算法可達(dá)到最優(yōu)調(diào)度,此時的批調(diào)度策略為一次的全局靜態(tài)調(diào)度,調(diào)度結(jié)果為滾動時域批調(diào)度問題的下界;當(dāng)T→0時,PSO算法優(yōu)化效果差,此時批調(diào)度方法為實時在線調(diào)度,調(diào)度結(jié)果為滾動時域批調(diào)度問題的上界。 設(shè)計了滾動時域調(diào)度策略,加入目標(biāo)懲罰函數(shù),得出PSO算法下各調(diào)度時域內(nèi)的局部最優(yōu)調(diào)度。仿真結(jié)果表明滾動時域調(diào)度策略下,PSO算法在解決工件密集到達(dá)以及調(diào)度周期較長的批調(diào)度問題時優(yōu)化性能較好。同時,隨著調(diào)度周期增多,懲罰函數(shù)越能影響調(diào)度效果。但調(diào)度時域內(nèi)局部懲罰函數(shù)的設(shè)定并未有統(tǒng)一的標(biāo)準(zhǔn),決策人員只能根據(jù)調(diào)度目標(biāo)和實際調(diào)度情況進行調(diào)整。

3 滾動時域批調(diào)度PSO算法實現(xiàn)
3.1 模型的初始化
3.2 PSO算法中工件排序、分批
4 局部懲罰函數(shù)與算法流程
4.1 局部調(diào)度懲罰函數(shù)



4.2 批調(diào)度算法流程

5 仿真研究
5.1 仿真參數(shù)設(shè)計與算法有效性分析


6 結(jié)束語
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
小獼猴智力畫刊(2022年3期)2022-03-29 01:09:42
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
數(shù)學(xué)小靈通(1-2年級)(2021年4期)2021-06-09 06:26:14
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
幸福(2018年33期)2018-12-05 05:22:42
Coco薇(2017年11期)2018-01-03 20:59:57
暨南學(xué)報(哲學(xué)社會科學(xué)版)(2016年9期)2017-01-15 13:52:02