基于Simufact Additive的激光選區熔化成形過程有限元分析
2021-11-12 14:19:22門正興張學睿成都航空職業技術學院
鍛造與沖壓 2021年21期
文/門正興,張學睿·成都航空職業技術學院
包有宇,宋金松·諾世創(北京)技術服務有限公司
為預測激光選區熔化成形(SLM)復雜零件變形及應力分布情況,采用Simufact Additive 軟件對316L不銹鋼葉輪SLM成形過程進行了有限元分析,得到了葉輪成形過程中成形溫度、等效應力變化規律并對零件尺寸偏差進行了預測。對葉輪進行激光選區熔化成形并采用三維激光掃描儀對成形零件開展幾何量檢測,結果顯示:數值模擬分析結果與檢測結果相一致,SLM方法成形葉輪最大尺寸偏差出現在葉片頂部外緣,模擬及試驗結果與理論模型總體尺寸偏差均在0.2mm以內,該預測結果可以為進一步SLM成形零件尺寸補償以及工藝過程優化提供依據。
激光選區熔化技術(Selective Laser Melting,SLM)是目前最成熟、成形效率最高、應用最為廣泛的金屬零件直接增材制造技術,廣泛應用于航空航天、醫療、軍工以及模具領域的復雜零件試制及中小批量生產。SLM增材制造技術采用小直徑球形金屬粉末為原材料,能量密度高、光斑小的大功率激光束為熱源,通過高精度振鏡控制激光束X、Y方向偏轉,通過高精度滾珠絲杠副控制工作缸Z方向移動,最終使得SLM技術成形零件精度以及表面粗糙度較高,常用于生產薄壁件、復雜件、內部有復雜流道以及具有點陣結構的零件。
SLM成形過程中金屬粉末在高能激光束的作用下,逐層快速熔化后快速凝固,使得成形零件內部產生較大應力,應力在打印過程、零件熱處理過程、去基板過程以及去支撐過程中不斷釋放,最終導致SLM成形零件的尺寸產生偏差,嚴重的可以導致零件報廢。目前,提高SLM成形零件成形精度的主要方法為增加零件加工余量后,進行后續機械加工,該方法以經驗為主,降低了SLM成形效率、增加了零件制造成本和生產周期。
Simufact Additive是MSC軟件公司研發的一款專門針對金屬材料增材制造提供優化解決方案的軟件,其采用像素體網格和固有應變方法可以實現SLM成形過程溫度場預測、應力場預測、變形預測及補償、支撐優化、最佳擺放角度優化、成本預估等功能,為提高SLM成形零件精度、減少成形缺陷提供強大的技術支撐。本文以SLM成形316L不銹鋼小型葉輪為研究對象,采用Simufact Additive軟件對其成形過程進行了有限元分析,成形結果與實際打印結果相對比,驗證模擬的可靠性。
葉輪SLM成形數值模擬
選擇典型葉輪零件開展SLM過程數值模擬以及后續的試驗研究。如圖1(a)所示,試驗用葉輪最大外形尺寸為φ45mm×12.5mm,八片1.2mm厚異形葉片對稱分布,傳統加工方法為鍛態圓柱形毛坯數控加工,材料利用率較低。SLM成形可以實現葉輪的快速制造,還可以對葉輪進行輕量化設計、一體化設計以及增加內部冷卻水道等傳統制造方法無法實現的設計方案驗證,減少材料成形方法對產品設計的束縛。
SLM成形過程包含金屬粉末材料多層固—液—固快速轉換,采用傳統的熱彈塑性有限元法進行模擬計算量非常大,難以實現。Simufact Additive 采用固態應變法獲得零件SLM成形過程中的應力應變場,大大縮短了計算時間,而模擬的可靠性可以針對具體成形設備、金屬原材料以及成形工藝進行流程化標定。圖1(b)所示為采用0.36mm正方形六面體單元網格(像素網格)對葉輪進行網格劃分后葉輪模型,共劃分網格136429個,分38層。
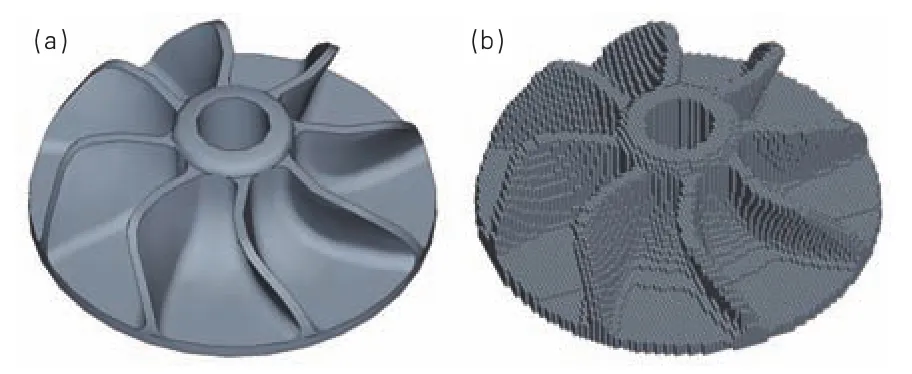
圖1 葉輪三維及有限元模型
圖2為葉輪SLM成形過程中不同階段溫度場分布云圖。由圖可知,SLM成形過程中存在較大溫度梯度,零件成形層最高溫度達到1725℃,而成形后大部分區域溫度在200℃左右。

圖2 葉輪SLM成形過程中溫度場分布
圖3為葉輪SLM成形不同階段等效應力分布云圖,打印過程中等效應力隨打印高度的升高以及零件的復雜程度而越來越不均勻。由圖可知,在成形25%階段主要打印葉輪底板,由于打印形狀為圓盤形,零件等效應力分布較為均勻。隨著打印過程的持續進行,等效應力在葉片的分布非常不均勻,并隨著打印高度的變化而變化。打印結束后,葉片最大等效應力為679MPa,出現在葉片頂部,較大的應力差導致零件產生變形,變形后的殘余應力將在后續的熱處理、去基板過程、去支撐過程中繼續釋放,從而導致SLM成形零件的二次變形、三次變形等。圖4為帶基板零件在900℃進行去應力退火前后等效應力分布。由圖可知,退火處理可以大幅減少零件內部殘余應力,使得零件在后續使用過程中外形尺寸不隨時間發生變化。

圖3 葉輪SLM成形過程中等效應力分布
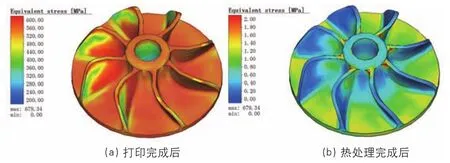
圖4 熱處理前后葉輪等效應力對比
將Simufact Additive計算得到的SLM成形葉輪模型與原CAD幾何體進行對比,得到二者形狀偏差云圖(圖5)。葉輪八個異形葉片在SLM成形過程中出現較大尺寸偏差,其中紅色區域為正偏差,表示成形尺寸大于理論尺寸,最大正偏差為0.17mm;藍色部分為負偏差,表示成形尺寸小于理論尺寸,最大負偏差為0.1mm。根據該預測結果,采用SLM直接成形零件葉片發生變形,至少需要增加0.2mm余量后采用機械加工方式才能得到合格的葉輪零件。

圖5 SLM成形葉輪尺寸偏差預測
葉輪激光選區熔化成形試驗
采用成都雍熙聚材有限公司提供的設備YS-340M進行葉輪激光選區熔化成形試驗,原材料為粒度15~53μm球形316L不銹鋼粉末。316L不銹鋼成形主要工藝參數為:激光功率380 W、激光掃描速度1200mm/s,單層成形厚度為0.04mm。葉片成形后帶基板在900℃保溫2小時,進行退火熱處理以減小零件應力變形,熱處理后采用線切割方式得到最終葉輪,如圖6所示。

圖6 SLM成形葉輪
采用HandySCAN 700三維激光掃描儀對SLM方法成形葉輪與理論模型進行比對分析,分析結果如圖7所示。葉輪最大尺寸偏差出現在葉片頂部區域,最大值為0.1988mm,與Simufact Additive軟件得的結果較為一致。

圖7 SLM成形葉輪三維掃描結果
結束語
采用Simufact Additive軟件對316L不銹鋼葉輪零件激光選區成形過程進行分析,得到了零件成形過程溫度場和等效應力場分布云圖;將葉輪基于有限元分析尺寸偏差預測結果與實際成形葉輪三維激光掃描結果進行對比,二者結論較一致,驗證了基于Simufact Additive軟件的SLM成形過程模擬的可行性。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
