一種核電凸緣輪轂的自由鍛鍛造方法
2021-11-12 14:32:44胡兆明常州市雙強機械制造有限公司
鍛造與沖壓 2021年21期
關鍵詞:工藝
文/胡兆明·常州市雙強機械制造有限公司
錢云杰·江蘇恒立液壓股份有限公司
王平懷·寶雞石油機械有限責任公司
本文通過對核電凸緣輪轂鍛件的分析,從理論上對核電凸緣輪轂鍛件的鍛造可行性進行探討。結合鍛造廠的生產實際,制定鍛造工藝。從下料、加熱、鍛造、鍛后處理、檢驗進行規范,分析鍛造變形過程的可行性。確保鍛出形狀,保證鍛件力學性能,提高鍛件的質量,為高質量的核電凸緣輪轂提供質量保證。
我公司是集自由鍛、模鍛、機械加工為一體的綜合性企業。現擁有5噸電液錘、6500mm輾環機組、5000t油壓機等設備,具有CCS、ABS船級社認證,生產應用于風電、航天、船舶、工程機械的精密模鍛件,同時生產各種大型自由鍛件。
工藝分析
凸緣輪轂是我公司為國內某公司供應的一種核電配件。數量少,質量要求高,對鍛件的力學性能及無損探傷都有很高的要求。鍛造是改善鍛件內部質量的關鍵工序,鍛件質量直接影響凸緣輪轂的整體重量。我們從下料、加熱、鍛造過程、鍛后正火、冷卻等方面進行全方位的控制,鍛出了質量合格,外形滿足用戶要求的優質鍛件。
凸緣輪轂的形狀如圖1所示,它的形狀為大圓盤帶一個凸起的小圓盤,中間一個孔。產品質量要求高,鍛造難度大。以往的工藝是鍛成圓餅,目前,客戶提出更高的要求,要求我們鍛出凸緣,并且不承擔模具費用。為了滿足用戶要求,提高鍛件質量,我們經過分析對凸緣輪轂的鍛造提出了三種方案。
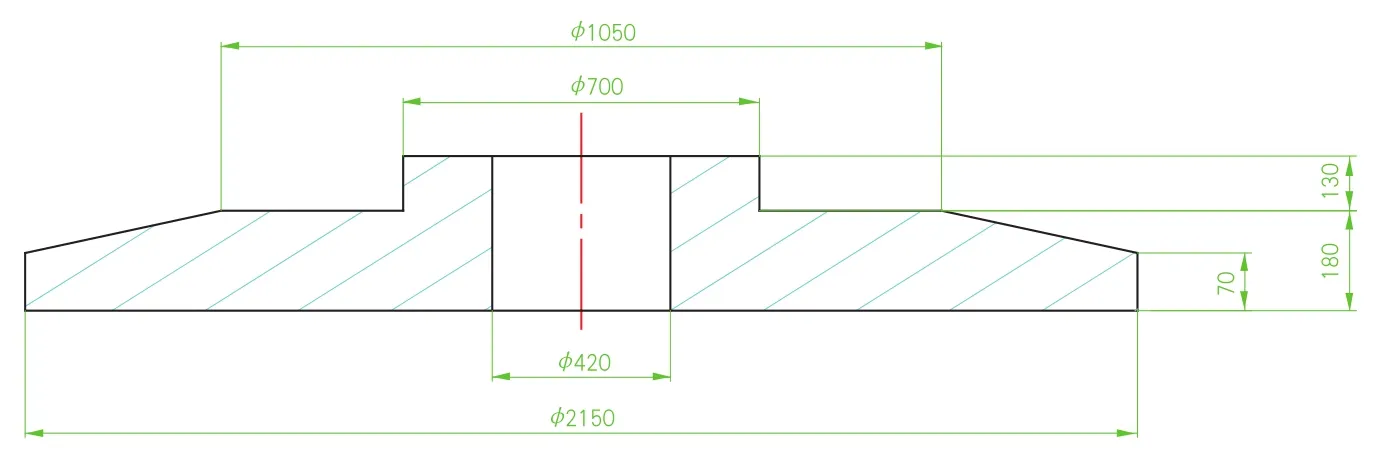
圖1 零件圖
方案一:鍛一個圓餅,中間沖一個孔,鍛件為一個圓盤。該鍛造過程簡單,有利于成形。但是鍛件重量需要達到10964kg,不符合用戶要求。
方案二:設計制作一個鍛造漏盤模具,利用模具成形凸緣,這需要加工一個模具。鍛造過程比方案一略復雜,鍛件重量7333kg,節約3631kg。但需要制作一個漏盤模具,模具重3600kg。
方案三:利用自由鍛的方法,通過一定的鍛造過程,鍛出凸緣,節約了模具費用。鍛造過程比方案一和方案二都復雜,重量與方案二相仿。此方案既達到減輕重量的目的,又不需要模具,但對鍛造技術要求高,需要制定完備的工藝方案。
根據零件形狀對產品的鍛造可行性進行分析,制定一種凸緣輪轂的自由鍛工藝方法,采用方案三,解決了方案一中存在的不合理、不科學的工藝而導致成品材料利用率低的問題。省去了方案二中需要的模具加工。
鍛造工藝的原理是,利用一些簡單的鍛造輔助工具,采用獨特的工藝方法進行鍛造加工。所制備的凸緣輪轂鍛件沿成品外形成形,能夠保持鍛件的完整流線;其力學性能指標優于方塊進行機械加工件;節省原材料,降低成本提高質量。
凸緣輪轂所用材料為45鋼。由于鍛件形狀獨特,自由鍛鍛出凸緣難度大。根據本體的零件特點,結合鍛造廠的生產實際情況,研究制定鍛造工藝方案,研究鍛造的可行性。
進行鍛造工藝設計,鍛件最大限度接近零件形狀。編制鍛造工藝鍛件圖、鍛造工序工步圖,選擇鍛造工藝參數:下料規格、重量、鍛造溫度、設備、冷卻、鍛后處理等。嚴格按工藝執行,保證鍛造順利進行,滿足鍛造工藝要求。
生產工藝流程
計算鍛件重量、下料重量
根據鍛造工藝鍛件圖(圖2)計算鍛件重量,就是密度乘以體積,并考慮鍛件的過渡部分的不平等因素,考慮沖孔芯料等。綜合考慮計算出鍛件重量為6793kg;下料為7333kg。由于沖孔會產生芯料損失,芯料重量為60kg。6793+60=6853kg。按三火次鍛造,火耗為1.07。
6853×1.07=7333kg。而鍛造圓餅的重量為10187kg,加上沖孔芯料和火耗下料重量為10964kg。新的鍛造工藝方法比較以往的工藝方法單件節約原材料10964-7333=3631kg 。
下料規格的選取
采用10.5噸鋼錠為原材料,材料為45鋼,鋸切下料并充分切除水口及冒口,重量約7340kg,利用率為70%。一般的工藝方法是采用工裝熱切,我們采用加熱前進行鋸切,用鋸床將水口、冒口鋸除,留下錠身,進爐加熱。注意觀察鋼錠表面有無缺陷,若發現缺陷立即磨除。
設備與加熱
根據鍛造設備的鍛造能力,鍛件需要的鍛造噸位和鍛造廠的實際情況,并考慮鍛造工人的素質,選取5000噸壓力機。加熱設備選取天然氣室式爐,根據鍛件材料(45鋼)始鍛溫度為1200℃,終鍛溫度為850℃。
根據鍛造工藝鍛件圖2,考慮到零件的復雜程度和變形過程,選取鍛造火次為3火次。根據鍛件材料(45鋼),原材料形式(鋼錠)和鍛件的有效散熱面積,鍛后冷卻采用鍛后控制處理。
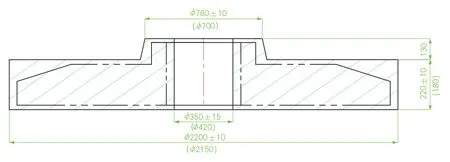
圖2 鍛件圖
加熱前錠身在加熱爐門口靜置5小時,然后再進爐加熱。為了避免冷熱鋼錠同時加熱,將爐內其他鍛坯加熱完畢后,清爐降溫,保證凸緣輪轂用料獨自一爐加熱。鋼錠直徑大頭約φ970mm,小頭φ910mm,首先,設定爐溫為700℃,鋼錠進爐保溫3小時;經過1.5小時升溫,爐溫升到850℃,保溫2小時;最后經2小時升溫達到爐溫1250℃,保溫4小時,總加熱時間12.5小時。鋼錠應充分加熱透,方可出爐進行鍛造。當溫度低于終鍛溫度850℃時,必須停鍛,入爐重新加熱方可出爐進行鍛造。
坯料出爐,操作機夾持鋼錠,進行倒棱,倒去棱角后焊合鋼錠皮下缺陷,此步驟可防止鍛件開裂。
鍛造工藝過程
鋼錠整個鍛造過程如下,成品鍛件如圖3所示。

圖3 成品鍛件圖
⑴鋼錠倒棱角后尺寸為φ900mm×1430mm,鐓粗到φ1300mm×685mm,鍛造比為2。
⑵然后將鋼錠拔長到φ900mm,鍛造比為2。
⑶再次鐓粗到φ1300mm,鍛造比為2。
⑷然后將鋼錠拔長到φ1000mm,鍛造比為1.7。
⑸再次鐓粗到φ1780mm,鍛造比為3.1。僅鐓粗鍛造比達到7.1時,鍛造比滿足要求,鍛件技術協議要求鍛造比大于6,鋼錠充分鍛透。
⑹用φ350mm沖頭沖制φ350mm內孔。
⑺用φ25mm圓鋼焊一個內徑為φ780mm的圓環。圖4為壓痕圓環,將壓痕圓環夾持放在圓餅上,調整好中心,輕壓深度約為10mm,目的是為隨后的鍛造定一個壓制基準。
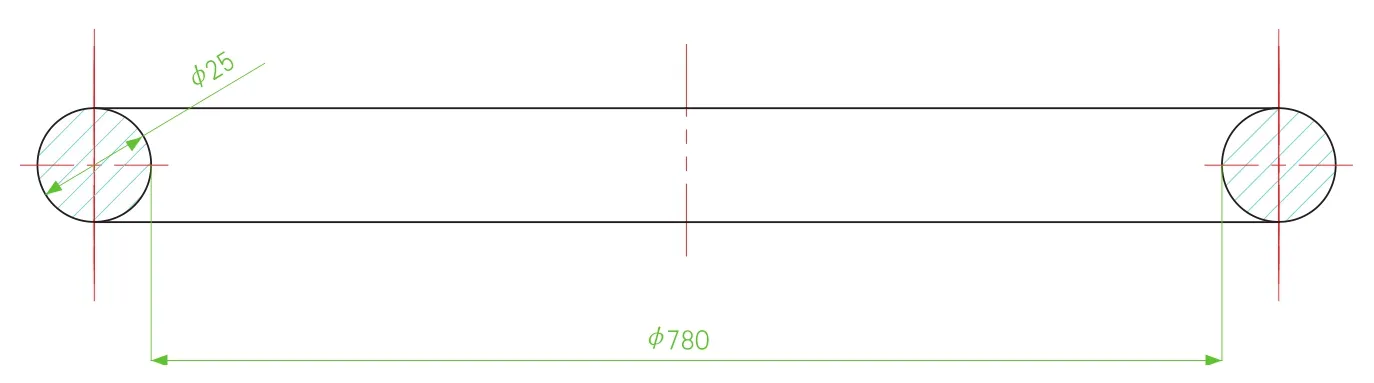
圖4 壓痕圓環
⑻操作機夾持圓盤側邊一邊,以壓痕為基準輕壓一下。然后轉動圓盤約30°依次以壓痕為基準輕壓轉動一圈后,開始轉圈壓制。
⑼將邊緣一圈壓到厚度222mm,操作機夾持中間凸起,將圓盤立起,滾圓。
⑽修正到工藝尺寸。
鍛后處理
一般鋼錠鍛造完成后,由于鋼錠中含有有害氣體,需要進行鍛后處理。為了防止白點的產生,鍛后采用等溫退火進行去氫處理。白點是鍛件冷卻過程中產生的一種內部缺陷,鋼錠中的氫在鍛造過程中來不及逸出,而殘留在材料中從而產生應力,與鍛件冷卻過程中組織相變應力共同作用使鍛件產生內部缺陷,同時鍛造殘余應力和溫度熱應力對鍛件也有一定影響。因此,鍛造后首先要進行去氫處理。
鍛件鍛后要保持600℃以上入爐,爐溫控制在600℃。等待本批鍛件全部鍛完,都裝入退火爐后,進行正式去氫處理。爐溫升至(640±20)℃,此溫度下等溫保溫30小時,充分進行去氫處理,最后升溫到870℃進行正火處理。
結束語
本批產品交付用戶,經隨后的一系列尺寸檢驗、磁粉探傷、超聲波探傷、鍛件的力學性能檢驗,結果顯示鍛件完全符合用戶要求。說明我們設計的工藝過程是合理可行的,我公司采用自由鍛鍛造凸緣輪轂,合理利用工藝鍛出凸緣,節約了大量的原材料,降低了用戶的成本。使我公司在核電鍛件鍛造上邁上一個新的臺階,極大地提高了企業競爭力。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
