差別化纖維用紡紗膠輥的設計與使用
2021-11-11 05:56:52安建江張新焱曹恒坤
紡織器材 2021年5期
邵 煥,安建江,張新焱,曹恒坤
(無錫二橡膠股份有限公司,江蘇 無錫 214193)
1 膠輥制造技術研究方向
隨著紡織技術的不斷發展和新型纖維、紡紗型式不斷涌現,對紡紗膠輥提出了更高的要求,即在滿足先進紡織機械智能化、高速化發展方向的同時,更好滿足紡紗型式多樣化、適紡品種差異化的要求[1-2],其性能主要體現在以下幾個方面。
1.1 耐油性和抗靜電性
新型差別化纖維在合成生產過程中要添加工藝助劑,如紡絲油劑、表面活性劑等進行性能優化提升,其紡紗尤其是功能性表面異型結構纖維的紡紗,對膠輥的耐油性、抗靜電性提出了更高要求。
1.2 耐磨性和抗壓變性
高速、高壓紡紗條件下,單位時間內纖維通過膠輥的次數增加,要求膠輥彈性瞬時回復用時短;膠輥磨耗量增加,則要求其耐磨性提升。
1.3 耐撕裂和抗損傷性
高速、高壓紡紗條件下,膠輥運行對須條的牽伸速率增大,膠體變形力、形變次數增大,膠輥受到剪切力和剝離力增大,要求膠輥更耐撕裂和抗損傷。
1.4 耐熱性和抗老化性
橡膠體產生的熱量與工作速度、受壓以及摩擦量有關。在高速、高壓紡紗條件下,單位時間內膠輥形變次數增多、橡膠分子鍵容易因不斷快速蠕變而僵硬,要求膠輥具有良好的耐熱性和抗老化性。
2 膠輥新產品設計與創新
為了深入研發更高質量的膠輥,滿足上述要求,公司加大科研投入,在新材料和新工藝的應用、過程質量控制方面狠下功夫。
2.1 應用新材料
2.1.1 提高膠料的物理機械性能
采用新型高分子材料與進口特種丁腈橡膠、高分子專用“搭橋劑”進行三元共混改性,提高膠料的物理機械性能:扯斷強力提高50%,耐磨性提高30%以上,確保每月滑動摩擦100萬次以上,靜壓縮變形不大于0.8%,滿足在高速、高壓條件下瞬時(0.003 s)回復動態圓柱度要求等;在紡紗導紗動程小于4 mm時,膠輥耐久性提高50%~80%。
2.1.2 提高抗繞性
優化組合新型抗靜電劑,提高膠料表面導電性、抗繞性,靜電劑遷移至膠輥表面起擴散分布均質功能,并和成膜劑、抗刻劃劑、防粘附劑組成均勻的抗靜電彈性膜。
2.1.3 提高握持均勻性
應用高科技納米微型膠囊化技術對橡膠交聯劑、硫化活性劑進行深加工預處理(發明專利),促使硫化交聯體系分散勻稱,確保產品成型硫化形成均質三維交聯結構彈性體,能有效防止膠輥損傷、中凹,達到膠輥表面摩擦因數、硬度分布微觀均勻,牽伸握持力均勻之目的。
2.2 應用新工藝
2.2.1 自動配料控制系統
自動配料控制系統密閉設計,主要用于配料稱量,有專業程序控制磅桶自動循環、自動補料,具有速度快、精度高、防差錯報警提示功能;其條形碼管理系統,可防錯、可追溯。
2.2.2 硫化控制系統
硫化控制系統主要采用等效硫化電腦控制系統,可根據膠料配方自動調整硫化時間、溫度和壓力,實時監控溫度、壓力波動,異常狀況會自動記錄、報警,手動排除。
2.2.3 密煉共混膠改性新技術
密煉共混膠改性新技術(發明專利),通過時間、溫度、壓力、轉子速度的精準設計及電腦系統控制,確保膠料共混改性效果,使混煉膠質量均勻、一致,減少了膠輥錠間差異及條干衰減性。
2.2.4 優化預處理工藝
優化預處理工藝(發明專利)對功能性配合劑進行納米膠體化處理,使產品組成均質三維交聯結構彈性體,提高膠輥使用壽命。
2.2.5 成型新工藝
成型新工藝(發明專利)采用新型塑性材料替代傳統成型包覆材料,提高膠料與骨架層粘合強度,改善膠輥表面致密性,提高膠輥磨礪質量。
2.3 過程質量控制
2.3.1 監控手段科學
科學的監控手段是保證產品質量的前提,目前主要利用自動配料控制系統、煉膠工藝監控系統、硫化控制系統等先進的控制系統來監控。產品過程質量控制用監控系統示意見圖1。

a) 自動配料控制系統 b) 硫化控制系統
2.3.2 生產工藝設備先進
采用新型密煉式混煉以及冷喂料復合擠出成型工藝。傳統開放式煉膠機與密煉機工藝對比見表1,傳統熱喂料擠出成型與冷喂料復合擠出成型工藝對比見表2。
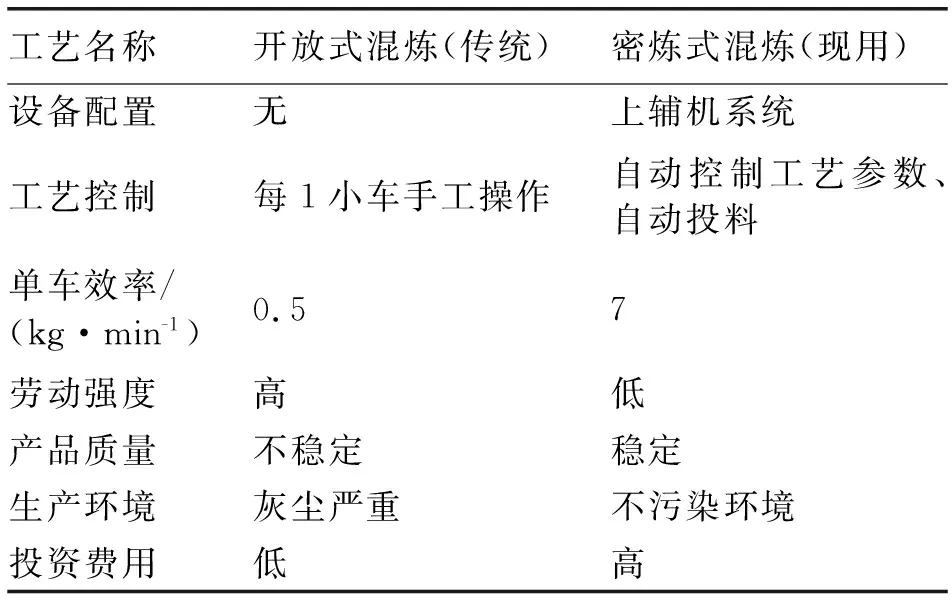
表1 傳統開放式煉膠機與密煉機工藝
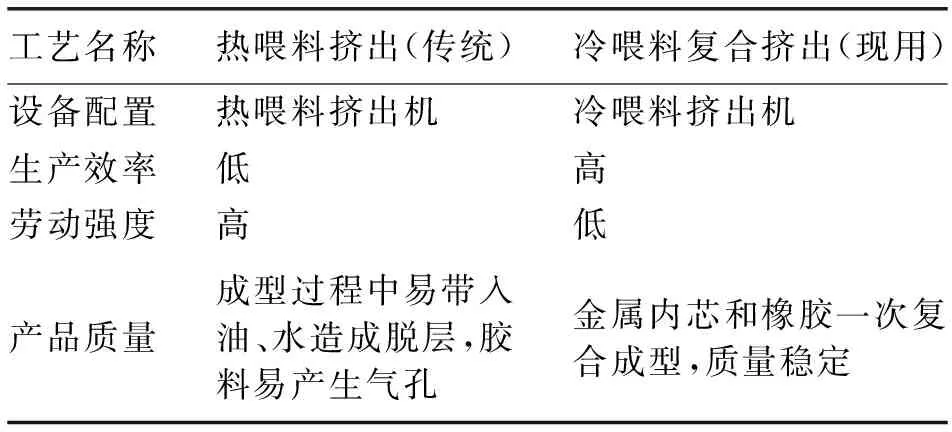
表2 傳統熱喂料擠出成型與冷喂料復合擠出成型工藝
經過新材料和新工藝的應用、過程質量控制的改進,WRC系列膠輥新產品性能進一步提升。首先,握持性更好:一是使用期內膠輥握持性能衰退速度慢,衰退幅度小;二是膠輥性能一致性好,使用期內可靠性、一致性、穩定性強。其次,適紡性和抗繞性更強:一種型號的膠輥適紡不同纖維、不同混紡以及多種纖維混紡,尤其提高了紡化纖的適紡性,溫濕度變化敏感性小;新型抗靜電劑的優化組合,提高了膠輥抗繞性。再次,使用壽命更長:在高速運轉條件下,延長細紗、粗紗膠輥1次回磨周期,提高使用壽命;有利于環境保護:各型號膠輥表面采用不處理技術(特殊環境需要抗靜電處理可采用稀涂料+光照處理),連續紡紗后可以不使用化學清洗劑或酸類處理劑,不污染環境、不損害人體健康。
3 新型膠輥使用案例
3.1 WRC-S68型膠輥
3.1.1 設計亮點
WRC-S68型膠輥邵爾A硬度為68度,軍綠色,適紡棉、粘膠、混紡等,適應集聚紡、賽絡紡、包芯紗等無動程或小動程紡紗工藝;其表面采用光照、涂料處理,是一種抗靜電耐磨膠輥。該膠輥采用新型高分子彈性主體材料、功能性助劑研制而成,膠輥彈性比同硬度膠輥提高25%,靜壓縮變形降低38%,抗中凹性優異,使用周期長、紡紗條干穩定;其表面的功能膜具備抗靜電及抗繞等性能,對車間溫濕度適應性強,上機不會帶花、纏繞等,基本無走熟期。
3.1.2 使用案例
在山東某紡企青澤四羅拉集聚紡細紗機上,分別使用WRC-S68型膠輥及某進口膠輥(邵爾A硬度為68度)紡JMF C 14.6 tex品種(無導紗動程),主牽伸膠輥直徑為30.2 mm~29.2 mm,用國產紫外線光照機光照1 min。工藝參數:主牽伸膠輥壓力為140 N/雙錠,集聚膠輥壓力為50 N/雙錠;羅拉隔距為18 mm×30 mm,采用V型牽伸、氣動加壓。貝克磨膠輥機磨礪工藝:x軸速度為50 mm/min,y軸速度為350 mm/min,拋光量為0.01 mm,往復次數為2次。同錠、同粗紗WRC-S68型膠輥和某進口膠輥成紗質量對比,見表3;兩種膠輥耐中凹情況對比,見表4;不同直徑的WRC-S68型膠輥(回磨后)成紗質量對比,見表5。
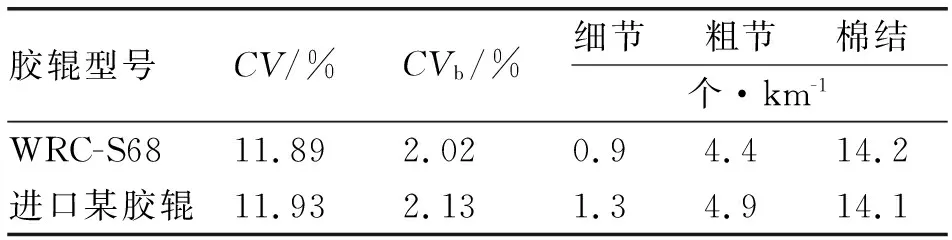
表3 兩種膠輥紡JMF C 14.6 tex成紗質量
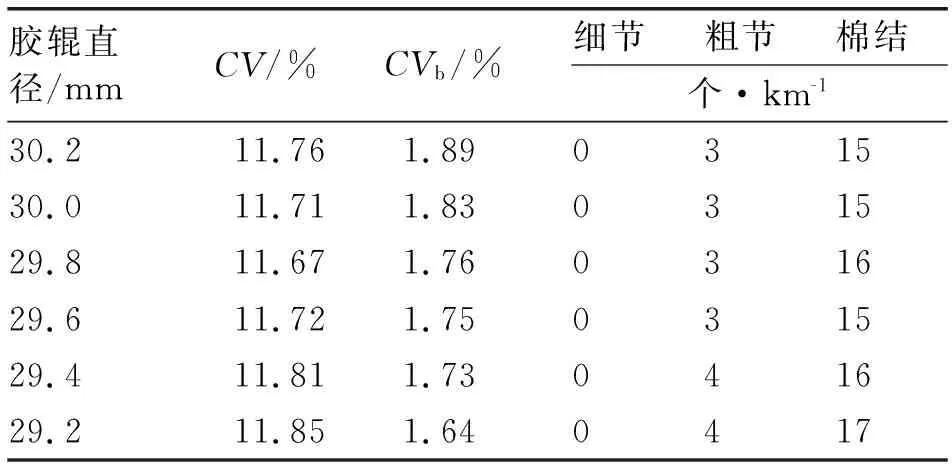
表5 不同直徑的WRC-S68型膠輥成紗質量
WRC-S68型膠輥替代進口膠輥,大面積推廣應用1 a,成紗質量達到進口膠輥水平;在無導紗動程紡紗條件下,進口膠輥回磨周期為40 d,WRC-S68型膠輥回磨周期為75 d以上,回磨周期延長、成紗質量穩定,大大節約了生產成本。
3.2 WRC-968型鋁襯管膠輥
3.2.1 設計亮點
WRC-968型鋁襯管膠輥邵爾A硬度為68度,淺灰色,表面經光照、涂料處理,適紡化纖、粘膠纖維及混紡等品種,適應集聚紡、賽絡紡等重加壓、重定量紡紗工藝。該膠輥主要針對重定量、大牽伸、無導紗動程的使用狀態而開發,抗靜電性、耐磨性和耐壓性能好,是一種抗靜電耐磨膠輥。
3.2.2 使用案例一
在南京某紡企JW1562型細紗機上,分別使用WRC-968型鋁襯管膠輥和進口某膠輥(邵爾A硬度為63度)紡R 14.6 tex AAJMF品種,粗紗定量為4 g/(10 m),膠輥直徑為30 mm,1∶5涂料配比表面處理;主牽伸膠輥壓力為150 N/雙錠,集聚輥壓力為50 N/雙錠;羅拉隔距為18 mm×36 mm,平面牽伸彈簧加壓。兩種膠輥成紗質量對比,見表6。
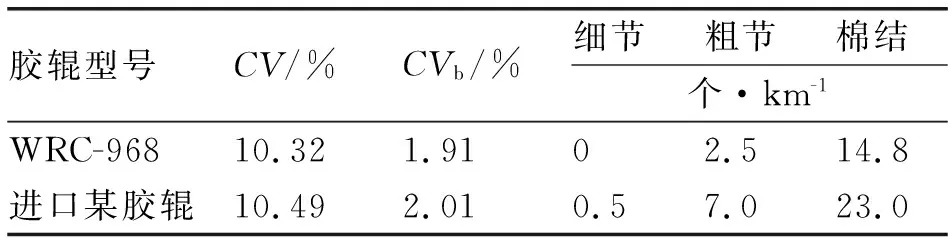
表6 兩種膠輥紡R 14.6 tex AAJMF成紗質量
從表6使用效果看,WRC-968型膠輥與進口某膠輥成紗質量在同一水平,且成紗質量數據穩定。
3.2.3 使用案例二
在揚州某紡企FA506型細紗機上,分別使用WRC-968型膠輥和國產某膠輥(邵爾A硬度為67度)紡T/C 65/35 13.3 tex品種,粗紗定量為6 g/(10 m),膠輥外徑為30 mm,采用1∶6涂料處理;前檔膠輥壓力為150 N/雙錠,羅拉隔距為18 mm×35 mm,平面牽伸彈簧加壓,成紗質量對比見表7。
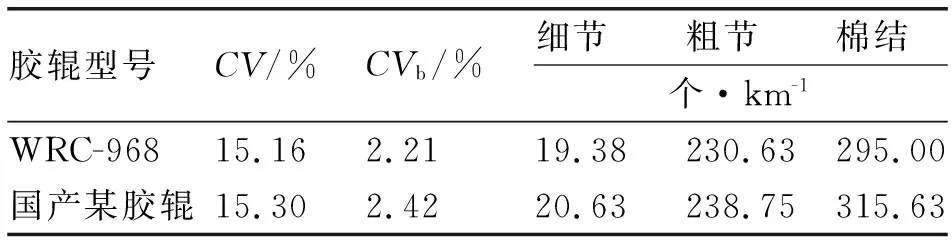
表7 兩種膠輥紡T/C 65/35 13.3 tex成紗質量
從表7使用效果看,WRC-968型膠輥與國產某膠輥成紗質量在同一水平,且數據穩定。
3.3 WRC-ZN70型鋁襯管膠輥
3.3.1 設計亮點
WRC-ZN70型鋁襯管膠輥,邵爾A硬度為70度,深綠色,表面采用光照、涂料處理均可;適紡純棉、滌棉、粘膠纖維等品種,適應重加壓、重定量紡紗工藝,是一種抗靜電耐磨膠輥。該膠輥采用新型高分子材料,顯著提高了耐油性和品種適紡性(特種纖維),且耐磨性、耐壓變性能優異,表面抗污染性好。
3.3.2 使用案例一
在福建某紡企FA506型細紗機上,分別使用WRC-ZN70型鋁襯管膠輥和國產某膠輥(邵爾A硬度為70度)紡T/C 65/35 18.2 tex品種,粗紗定量為6.5 g/(10 m),膠輥直徑為30 mm,表面用1∶4涂料處理,前檔膠輥壓力為155 N/雙錠,成紗質量對比見表8。
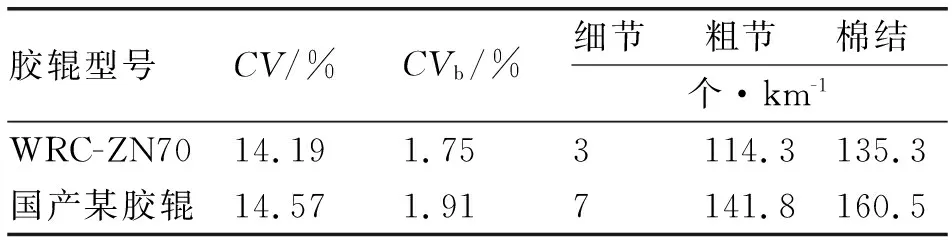
表8 兩種膠輥紡T/C 65/35 18.2 tex成紗質量
通過1年跟蹤,WRC-ZN70型膠輥與國產某膠輥在滌棉品種成紗指標優于其他國產膠輥,且質量數據穩定。
3.3.3 使用案例二
在河北某紡企青澤細紗機上,分別使用WRC-ZN70型鋁襯管膠輥和進口某膠輥(邵爾A硬度為72度)紡T 13.9 tex品種,粗紗定量為5 g/(10 m),膠輥直徑為30 mm,表面用1∶10涂料+90 s光照處理,前檔膠輥壓力為160 N/雙錠,成紗質量見表9。
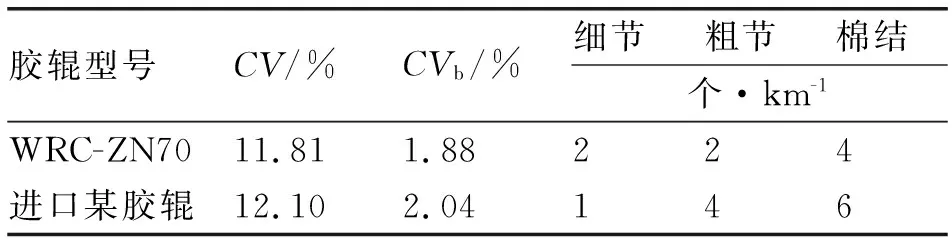
表9 兩種膠輥紡T 13.9 tex成紗質量對比
通過1年跟蹤,WRC-ZN70型膠輥與進口膠輥在純滌品種的成紗技術指標略有提升,質量數據穩定、錠間差異小。
4 結語
隨著紡紗生產高速化及設備自動化、連續化、智能化水平的大幅提升,用戶對制造企業個性化服務需求凸顯,對紡織專用基礎件性能及服務要求越來越高。膠輥作為重要的牽伸器材,其可靠性、適紡性及質量一致性等,也會隨著研發力度的加大越來越好。筆者公司會一如既往地對市場差異化需求及時反應,在新材料、新工藝、過程質量控制等方面狠下功夫,持續提高生產設備自動化水平和產品品質,為紡織行業高質量發展提供優質產品、優質服務。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
