295B電鏟鏟門支點座改進技術
2021-11-10 00:46:10李洪冰王玉福徐仰升汪洪海
礦業(yè)工程 2021年5期
關鍵詞:工藝
李洪冰 王玉福 徐仰升 汪洪海
(鞍鋼集團礦業(yè)公司齊大山鐵礦,遼寧 鞍山 114041)
0 引言
鞍鋼礦業(yè)公司齊大山鐵礦是國家“九五”計劃的重點工程,新建調軍臺選礦廠年處理鐵礦石能力達900萬t,鐵精礦年生產(chǎn)能力300萬t,在當時是全國屈指可數(shù)的大型選礦廠之一;加上為原有的齊大山選礦廠每年提供800萬t鐵礦石,擴建后的采礦區(qū)域礦石年生產(chǎn)能力達1 700萬t以上,年采剝總量達6 400萬t以上,承擔著礦業(yè)公司五分之二的生產(chǎn)任務。當時的礦業(yè)公司充分認識到“齊大山鐵礦擴建工程”的重要性,按照“大型化、集約化、高效率”的原則,從美國BE公司引進295B電鏟8臺,電鏟斗容16.8 m3。
以上技術參數(shù)來源于美國BE公司提供的《295B電鏟操作、維護、檢修手冊》,上述技術參數(shù)體現(xiàn)了295B電鏟技術的先進性以及在齊大山鐵礦生產(chǎn)中的重要作用,如何降低295B電鏟故障率,提高作業(yè)率,是研究的重要課題。
1 改進技術實施背景
齊大山鐵礦采礦區(qū)域從美國BE公司引進的295B電鏟8臺,自1994年逐漸投入生產(chǎn)以來已服役26年。295B電鏟鏟門支點座是一項設備故障多、備件損耗大的項目,技術參數(shù)詳見表1。
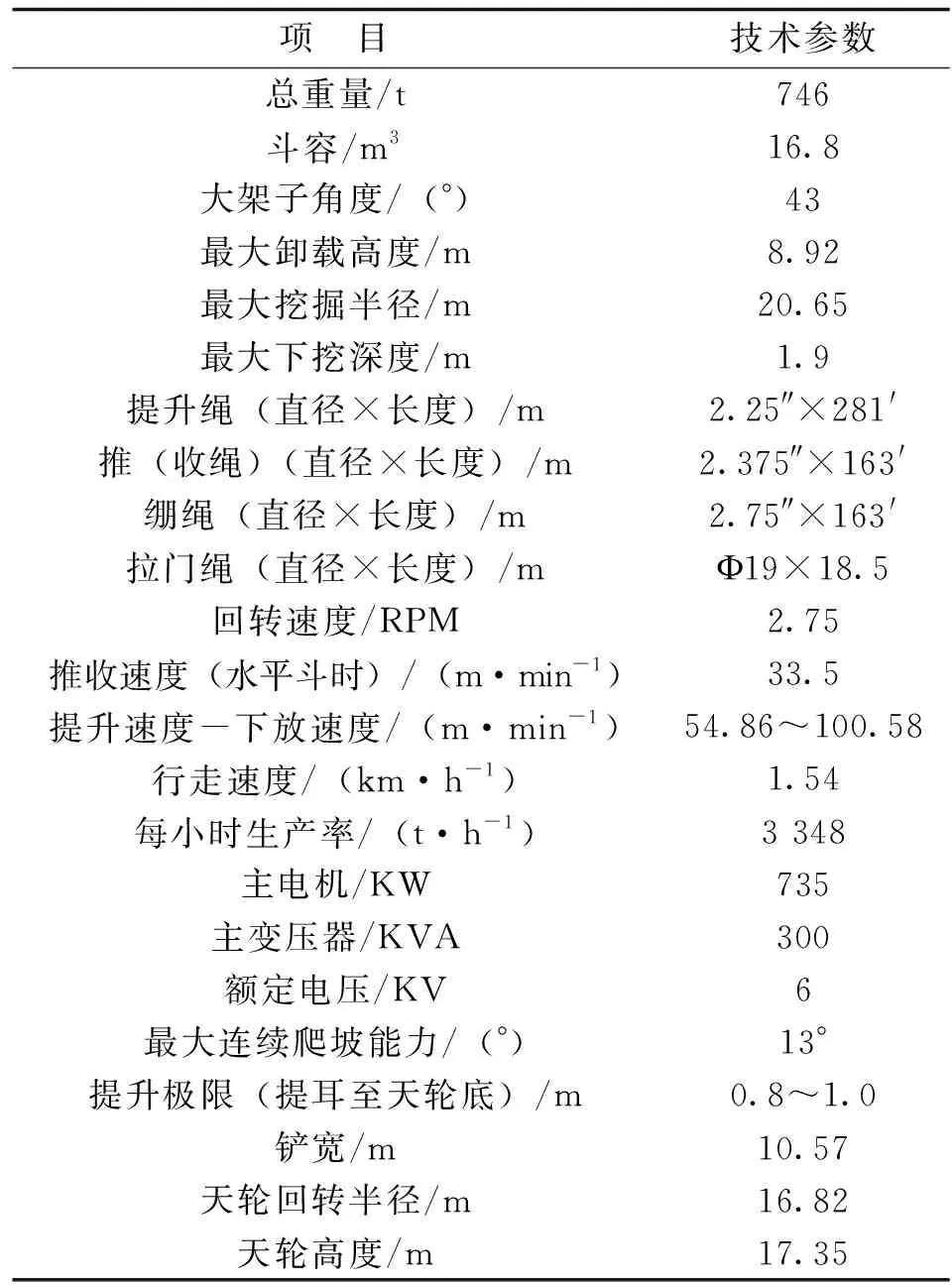
表1 295B電鏟技術參數(shù)
通過深入現(xiàn)場,跟蹤觀察295B電鏟的操作狀況、運行狀況,分析軌板、鏟門支點座損壞的原因,研究解決措施并設計“295B電鏟鏟門支點座改進技術方案”,實施后295B電鏟運行成本將得到大幅下降,電鏟外觀見圖1。

圖1 295B電鏟
2 分析故障產(chǎn)生的原因,研究技術改造方案
2.1 295B電鏟鏟門支點座原設計情況概述
原有295B電鏟鏟門支點座為鑄鋼件,長環(huán)型,四壁句均勻,但其缺點是不耐用,使用周期580 h/件左右,見圖2。
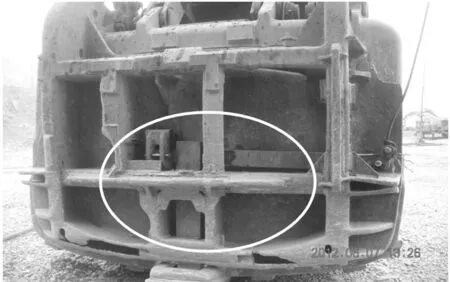
圖2 支點座在鏟門開斗機構中的位置圖
2.2 295B電鏟鏟門支點座失效原因分析
2.2.1 295B電鏟鏟門支點座工況
295B電鏟運行時,當電鏟司機欲開鏟門時,按下電控按鈕,拉門卷揚電機轉動,帶動拉門繩向上運動,拉門繩帶動橫拉板向上運動,橫拉板從鏟門銷、鏟門支點座中穿過,另一端用銷軸固定在鏟門支點座上,橫拉板在拉門繩的牽引下繞著鏟門支點座中的銷軸向上運動,鏟門支點座用來支撐橫拉板向上提升,帶動鏟門銷向上運動,打開鏟門、卸礦。
2.2.2 295B電鏟鏟門支點座受力及失效形式
鏟門支點座受力:垂直作用于鏟門支點座導向槽表面的正壓力(當電鏟司機欲開鏟門時,按下電控按鈕,拉門卷揚電機轉動,帶動拉門繩向上運動,拉門繩帶動橫拉板向上運動,橫拉板從鏟門銷、鏟門支點座中穿過,另一端用銷軸固定在鏟門支點座上,橫拉板在拉門繩的牽引下繞著銷軸向上運動沖擊鏟門支點座導向槽表面,形成垂直作用于鏟門支點座導向槽表面的正壓力)。
鏟門支點座失效形式: 鏟門支點座導向槽表面壓潰、導向槽縱向截面剪斷。
2.2.3 295B電鏟鏟門支點座失效原因
295B電鏟原始鏟門支點座導向槽上方縱向截面面積小,單位面積剪應力大,剪切應力大剪切斷裂,見圖3。
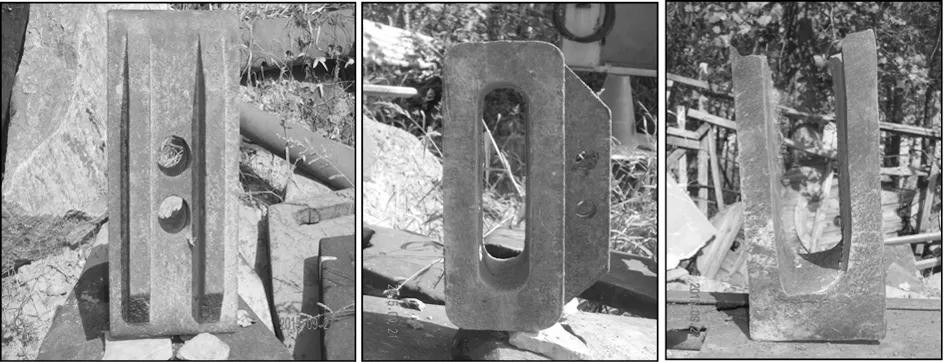
圖3 原設計支點座及失效形式
2.3 295B電鏟鏟門支點座改進情況
改進后的橫拉板支點座采用支點座本體和擋銷耳板組成。支點座的材料由Q235鋼經(jīng)鍛造形成長方體毛坯料。鍛造工藝環(huán)節(jié)對于“295B電鏟鏟門支點座改進技術”至關重要。對鍛造工藝要求如下:
1)采用自由鍛造工藝。自由造鍛的工序一般可分為基本工序、輔助工序、修整工序。為了增大變形量和改善材質而設的工序,稱為基本工序;為了保證基本工序順利進行而設的工序,稱為輔助工序;為了提高鍛件尺寸精度、表面光潔度、形狀準確度,而采用變形量很小的一些工序,稱為修整工序。基本工序是鍛件成型過程中必須完成的變形工序,主要包括:(1)鐓粗:使坯料高度減小,橫截面積增加;(2)抜長:使坯料橫截面積減小,長度增加;(3)沖孔:使坯料上沖出通孔或盲孔;(4)擴孔:擴大空心坯料內、外徑或減小孔壁厚度;(5)芯棒抜長:將空心坯料套在芯棒上進行抜長,以減小外徑或厚度并增加其長度;(6)切斷將坯料切斷為幾部分,或從內部或從外部割出一部分;(7)彎曲:用工模具將坯料彎成一定角度;(8)錯位:將坯料的一部分錯移開并保持軸心平行;(9)扭轉:將坯料的一部分相對于另一部分繞其旋轉軸旋轉成一定角度;(10)鐓擠:使毛坯在鐓粗變形的同時還有局部擠壓變形;(11)鍛接將坯料加熱后用錘快擊,使兩者在固相狀態(tài)下結合。
2)鍛造比是用來表示變形程度的一種方法,通長用變形前后的截面比、長度比或高度比來表示。對于一般鍛件鍛造比為2:4;對于重要鍛件鍛造比為4:8。
3)自由鍛工藝過程的制定程序。自由鍛工藝過程包括:根據(jù)零件圖繪制鍛件圖、決定坯料重量和尺寸、確定變形工藝和鍛造比、選擇設備、確定鍛造溫度范圍,加熱和冷卻規(guī)范、確定熱處理范圍、填寫工藝卡片等。自由鍛工藝流程一般為:下料-加熱-鍛打-鍛后處理-檢驗。
4)自由鍛工藝流程中注意事項:控制溫度在1 180~1 300 ℃,防止坯料加熱溫度過高,過度氧化;鍛件在鍛制過程中要采取適當措施,防止坯料出現(xiàn)裂紋、夾渣缺陷。
鏟門支點座坯料制成后再經(jīng)機械加工形成零件;擋銷耳板的材料采用Q235鋼板機械加工形成零件,然后將兩塊擋銷耳板用特殊的焊接工藝、焊接材料分別焊接在支點座的同一側面上。
采用這樣的結構使新型支點座在使用中體現(xiàn)四大優(yōu)點:
1)充分利用Q235鋼在鍛造過程中形成的金屬纖維束的特性,提高支點座抗沖擊能力;
2)充分利用Q235鋼在鍛造過程中形成致密材質,提高支點座的強度;
3)充分利用新型支點座設計結構中,上部加寬的優(yōu)勢,進一步提高新型支點座在使用中的承載能力;
4)兩塊擋銷耳板焊接在支點座上,采用的是特殊的焊接工藝、焊接材料,這種特殊的焊接工藝可以在常溫下正常焊接,不需要其它任何條件和處理,這種特殊的焊接材料可以和任何母材融合,焊接后沒有吸氧裂紋和氫脆現(xiàn)象,并保證焊縫有足夠的焊接強度。
2.4 本改進的支點座應力計算
σ=F/2S
(1)
式中:σ—應力;F—作用力;S—應力作用面積
改進前S=200×30=6 000 mm2
改進后S’=200×100=20 000 mm2
S’/S=20 000÷6 000=6.67;F/2不變 σ’/σ=1/6.67,即改進后縱向剪應力是改進前的1/6.67。
計算結果證明,技術改進的支點座縱向剪應力大幅降低。改進后的支點座在實際使用中,支點座本體沒有發(fā)生破壞現(xiàn)象,使用壽命2 100 h以上,是改進前的3.62倍,有利于降本增效。
2.5 具體實施方式
1)用直徑Ф260 mm、長350 mm的Q235園鋼加熱到1 180 ℃,然后采用自由鍛造工藝加工成320 mm×220 mm×120 mm長方體,見圖4。自由鍛工藝流程一般為:下料-加熱-鍛打-鍛后處理-檢驗;自由鍛工藝流程中注意事項:控制溫度在1 180~1 300 ℃,防止坯料加熱溫度過高,過度氧化;鍛件在鍛制過程中要采取適當措施,防止坯料出現(xiàn)裂紋、夾渣缺陷;鍛件加工完成后,要清凈外表面氧化層。
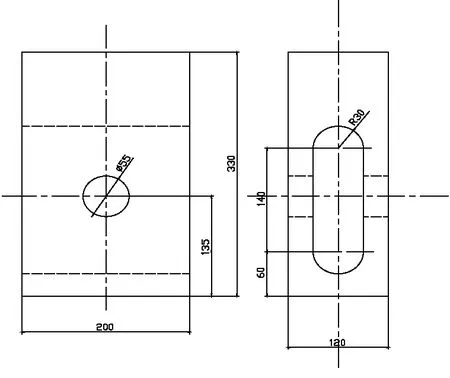
圖4 295B電鏟改進后的支點座本體的機械加工圖
2)用銑床或鏜床加工120 mm寬的面長中間空腔,用鉆床加工220 mm寬的面長中間園孔,(加工過程中,注意:加工前,先將鍛件加工出加工基準面;裝卡定位要正確,不能出現(xiàn)偏斜,防止加工后長中間空腔、園孔出現(xiàn)歪斜,前后壁厚不均現(xiàn)象)加工后去除毛刺。毛坯鍛件加工完成后,待焊接部位要用100#汽油清洗干凈,防止焊接時有油污間雜。
3)用線切割機加工擋銷耳板,加工后去除毛刺,長度為220 mm的邊兩側要制作“Y”坡口,用于焊接,見圖5。待焊接部位要用100#汽油清洗干凈,防止焊接時有油污間雜。
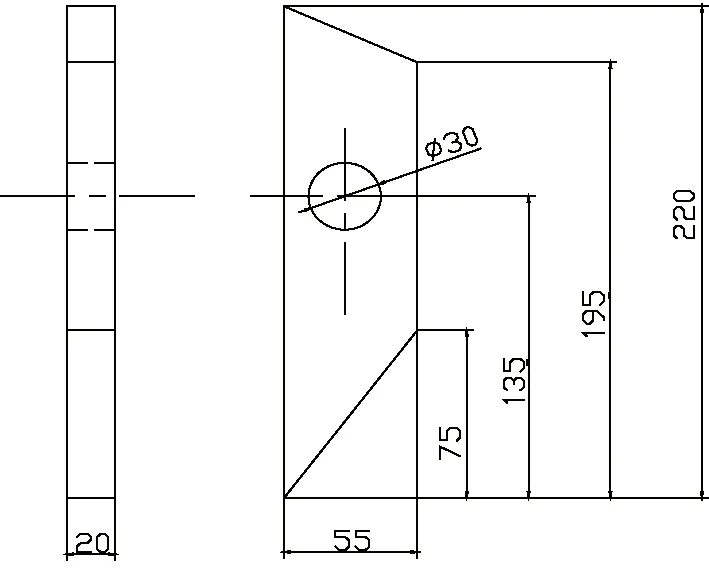
圖5 295B電鏟改進后的支點座的擋銷耳板的機械加工圖
4)用特殊的焊接材料,采用特殊的焊接工藝將擋銷耳板按圖3所示的結構形式焊接組合成一體,見圖6。焊接前要對齊找正后點焊定位。分段焊接,每次焊接長度50~80 mm,一次焊接后稍微停頓,控制焊件整體溫度不超過300 ℃,防止產(chǎn)生熱變形,內外側交替進行,并及時清除焊渣;每次焊后要找正,及時清除焊渣,控制焊件整體溫度不超過300 ℃,防止產(chǎn)生熱變形,直到兩側縫隙全焊滿,冷卻到室溫。
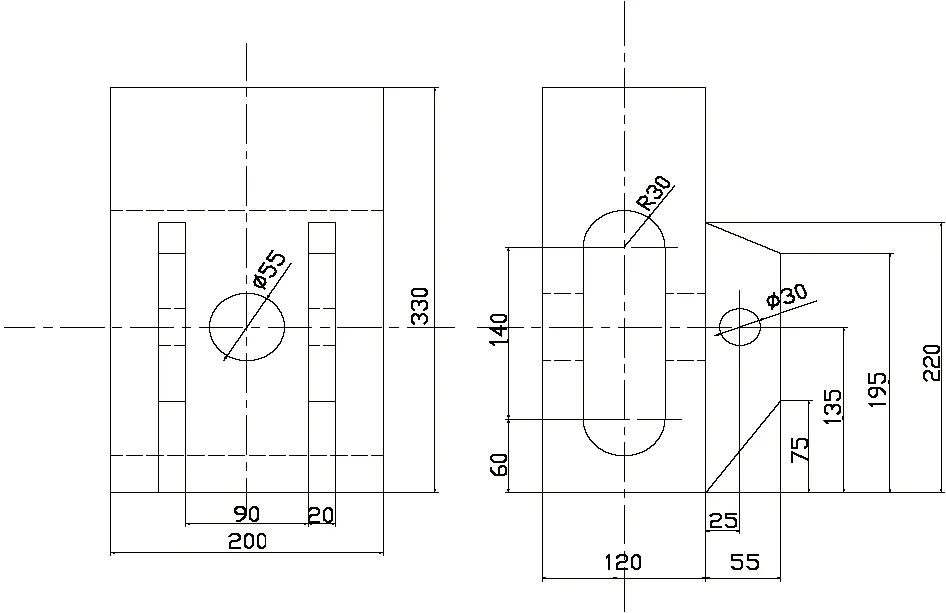
圖6 295B電鏟改進后鏟門支點座的加工結構圖
5)去除焊渣、打磨非邊毛刺,并用棒磨打磨支點座與耳板焊縫處多余焊料,保證不影響支點座銷軸安裝及外部兩個擋銷正常安裝,成品加工完成。
3 實施效果
“295B電鏟鏟門支點座改進技術”在齊大山鐵礦采礦作業(yè)區(qū)的295B電鏟應用后,設備運行穩(wěn)定,其產(chǎn)品的使用性能超過進口同等備件,該項技術在齊大山鐵礦采礦作業(yè)區(qū)得到推廣應用。
4 經(jīng)濟效益
4.1 直接經(jīng)濟效益
295B電鏟鏟門支點座使用周期580 h/件左右,每臺電鏟每年使用鏟門支點座15件左右,8臺每年使用鏟門支點座120件左右,鏟門支點座價格1 180元/件,全年備件費用14.16萬元。改進技術鏟門支點座使用壽命2 100 h以上,是改進前的3.6倍。
直接經(jīng)濟效益=14.16×(1-1÷3.6)=7.667萬元/年
4.2 間接經(jīng)濟效益
1)設備故障率降低1.03%,完好率達93.5%,作業(yè)率提高6.45%,提升產(chǎn)能43萬t/月左右。
2)確保該礦每年完成采剝總量6 400萬t,避免兩個選礦廠減少鐵礦石供貨300萬t左右,鐵精礦減產(chǎn)100萬t左右,間接創(chuàng)效價值100萬t×564元/t=56 400萬元。
5 結語
鞍鋼集團齊大山鐵礦針對美國295B電鏟鏟門支點座的問題,研究實施了“295B電鏟鏟門支點座改進技術方案”,有效降低了295B電鏟故障率,提高了作業(yè)率和綜合臺數(shù)指標。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52