圓錐破碎機(jī)螺紋鎖緊設(shè)計(jì)與安裝檢測(cè)探究
2021-11-10 00:44:30韓淑萍萬(wàn)智輝
礦業(yè)工程 2021年5期
關(guān)鍵詞:設(shè)備設(shè)計(jì)
陳 濤 韓淑萍 萬(wàn)智輝
(1.南昌礦山機(jī)械有限公司,江西 南昌 330100;2.南昌市新建區(qū)人民醫(yī)院,江西 南昌 330100;3.東華理工大學(xué)機(jī)械與電子工程學(xué)院,江西 南昌 330004)
0 引言
使用機(jī)械力將大塊固體物料破碎成小塊的機(jī)械統(tǒng)稱(chēng)為破碎機(jī)械,物料的破碎主要依靠破碎機(jī)械對(duì)物料的擠壓或沖擊作用來(lái)實(shí)現(xiàn),用外力克服固體物料質(zhì)點(diǎn)間的內(nèi)聚力,破壞其晶格,而使大塊物料粉碎小塊。目前圓錐破碎機(jī)受其擠壓式破碎機(jī)理的影響,及縱向系列化的約束,通常被用在砂石骨料以及礦山中的中碎及細(xì)碎破碎作業(yè),破碎比實(shí)現(xiàn)4~6的比值,多用于破碎壓碎強(qiáng)度小于1 600 kg/cm2的各種礦石和巖石,在降低生產(chǎn)率使用時(shí),也可破碎壓碎強(qiáng)度高達(dá)2 000 kg/cm2的礦石和巖石[1]。
隨著近些年圓錐破碎機(jī)的廣泛推廣使用,工廠使用年限的不斷加長(zhǎng)、破碎襯板的相互擠壓磨損,務(wù)必就需要加大對(duì)耐磨件的磨損的檢查力度,及時(shí)清理堵腔物料,保證破碎設(shè)備正常連續(xù)穩(wěn)定的運(yùn)行,設(shè)備拆機(jī)過(guò)程中,由于通過(guò)液壓馬達(dá)的旋轉(zhuǎn)帶動(dòng)定錐總成旋轉(zhuǎn),旋轉(zhuǎn)過(guò)程中,接觸到螺紋牙的面積越小,所受到的阻力越小,從而需要的馬達(dá)動(dòng)力越小,但不能影響設(shè)備工作過(guò)程中所需要的鎖緊力的使用接觸面積。
1 國(guó)內(nèi)破碎機(jī)市場(chǎng)現(xiàn)狀
近些年來(lái),隨著圓錐破碎機(jī)的推廣和應(yīng)用,以及不同機(jī)型的迭代和發(fā)展,圓錐破碎機(jī)的外形尺寸以及結(jié)構(gòu)正朝著大規(guī)格、大功率的方向發(fā)展以滿足節(jié)能高效的市場(chǎng)需求。
市場(chǎng)上的圓錐破碎機(jī)大致分為兩類(lèi),一種是主軸運(yùn)動(dòng)式單缸液壓圓錐破碎機(jī),另一種主軸固定式多缸液壓圓錐破碎機(jī)。國(guó)內(nèi)部分制造商加強(qiáng)破碎機(jī)的研發(fā)力度,順應(yīng)市場(chǎng)需求,狠抓客戶痛點(diǎn),取得了一些成果,如某公司開(kāi)發(fā)的CC系列單缸液壓圓錐破碎機(jī)(見(jiàn)圖1)和MC系列多缸液壓圓錐破碎機(jī)(見(jiàn)圖2),這些產(chǎn)品已經(jīng)歷長(zhǎng)時(shí)間的工業(yè)性試驗(yàn),設(shè)備的運(yùn)行穩(wěn)定性和性能優(yōu)越性都比較好,能夠滿足行業(yè)的使用需求。

圖1 CC系列單缸液壓圓錐破碎機(jī) 圖2 MC系列多缸液壓圓錐破碎機(jī)
外界物料通過(guò)動(dòng)、定錐襯板之間的相互擠壓破碎,獲得所需的產(chǎn)品粒徑,雖說(shuō)襯板所組成的腔形不同,對(duì)物料的破碎以及通過(guò)量會(huì)有一定程度上的影響,但對(duì)比不同類(lèi)型的破碎機(jī)的處理效果和破碎能力,大致可以通過(guò)動(dòng)錐體的直徑體現(xiàn)出來(lái),但此對(duì)比結(jié)果一定程度上也會(huì)出現(xiàn)很大出入,只是概念性的比較。相比同型號(hào)大小的動(dòng)錐體直徑而言,在出料口尺寸一定的條件下,單缸液壓圓錐破碎機(jī)單位時(shí)間內(nèi)的處理量會(huì)優(yōu)于多缸液壓圓錐破碎機(jī),然而在追求破碎效果和產(chǎn)品質(zhì)量時(shí),多缸液壓圓錐破碎機(jī)的破碎效果會(huì)更優(yōu),特別是在細(xì)碎破碎作業(yè)中,破碎效果會(huì)比較明顯,國(guó)內(nèi)外許多礦山線的實(shí)際應(yīng)用都得到了證實(shí)。
然而在金屬礦山行業(yè)中,破碎作業(yè)的設(shè)備投資占全廠總金額的65%~70%,電能消耗約為50%~65%,鋼材消耗高達(dá)50%,面對(duì)如此驚人的數(shù)據(jù)而言,對(duì)選礦工作者提出了更高的目標(biāo)和挑戰(zhàn),只有在改進(jìn)破磨工藝、提高設(shè)備性能、獲得更大的破碎比方面努力,達(dá)到更細(xì)的產(chǎn)品粒度、提高粉磨效率、降低能耗和鋼耗目標(biāo)才能獲得出路,這也造就了多缸液壓圓錐破碎機(jī)在金屬礦山行業(yè)中廣泛的使用起來(lái)。
2 多缸液壓圓錐破碎機(jī)調(diào)整環(huán)總成結(jié)構(gòu)安裝及要求
2.1 概述
以MC系列多缸液壓圓錐破碎機(jī)為例,其剖面結(jié)構(gòu)圖(見(jiàn)圖3),定錐總成位于破碎機(jī)的上部,螺紋的旋合過(guò)程中,需要調(diào)整環(huán)總成中的調(diào)整環(huán)和鎖緊環(huán)對(duì)其提供旋轉(zhuǎn)軌道,輔助其旋轉(zhuǎn)運(yùn)動(dòng),當(dāng)排料口調(diào)節(jié)完成后,安裝在調(diào)整環(huán)和鎖緊環(huán)間的鎖緊缸或鎖緊油囊在外界液壓油站的作用下進(jìn)行加壓鎖緊,保證定錐位置固定,確保出料口尺寸不變。
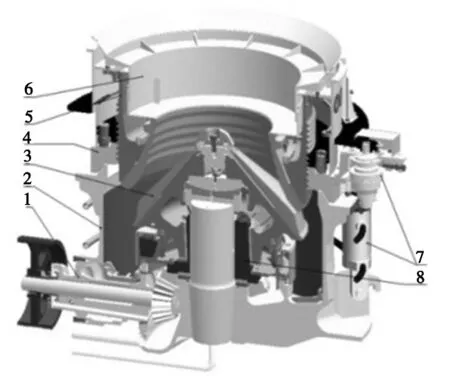
1—水平軸總成;2—機(jī)架總成;3—?jiǎng)渝F體總成;4—調(diào)整環(huán)總成;5—定錐總成;6—入料斗總成;7—液壓驅(qū)動(dòng)馬達(dá)總成;8—偏心套總成
2.2 安裝
安裝前,為了降低定錐旋轉(zhuǎn)過(guò)程中受到的阻力,防止螺紋牙出現(xiàn)咬合卡住現(xiàn)象,需要在鎖緊環(huán)、調(diào)整環(huán)和定錐螺紋牙上涂抹一定量的鋰基脂。旋轉(zhuǎn)中,定錐螺紋直接與鎖緊環(huán)和調(diào)整環(huán)螺紋接觸,沿中心軸線進(jìn)行旋轉(zhuǎn)運(yùn)動(dòng),實(shí)現(xiàn)排料口尺寸的增大或減小功能。
2.3 要求
工作過(guò)程中,由于入料口進(jìn)來(lái)的物料介于動(dòng)錐襯板與定錐襯板之間,通過(guò)動(dòng)錐體的懸擺運(yùn)動(dòng)使其擠壓破碎,此時(shí)定錐襯板就需要承載能夠抵抗物料破碎的壓強(qiáng)強(qiáng)度,該壓強(qiáng)分別形成沿水平方向和豎直方向的分壓強(qiáng),豎直方向上的壓強(qiáng)必須大于物料破碎的壓強(qiáng),否則就會(huì)出現(xiàn)斷牙的現(xiàn)象。隨著設(shè)備的長(zhǎng)期工作使用、襯板的更換、排料口的頻繁調(diào)節(jié),難免會(huì)產(chǎn)生螺紋牙的磨損,導(dǎo)致各零件的更換及使用,然而沒(méi)有合理的規(guī)范和使用,難免就會(huì)在螺紋牙配合使用上帶來(lái)一定的困難,為了彌補(bǔ)設(shè)計(jì)不足,延長(zhǎng)零部件的使用壽命,針對(duì)螺紋的設(shè)計(jì)以及安裝,提出一種更佳的優(yōu)化設(shè)計(jì)和檢測(cè)方法,并通過(guò)實(shí)際安裝使用,驗(yàn)證該方法的實(shí)用性和可靠性。
3 破碎機(jī)調(diào)整環(huán)總成螺紋設(shè)計(jì)要求
3.1 傳統(tǒng)設(shè)計(jì)工藝
傳統(tǒng)的設(shè)計(jì)過(guò)多的是從零部件的加工工藝著手,考慮到零件如何加工,現(xiàn)有的設(shè)備能否完成加工內(nèi)容,而片面地忽視了設(shè)備的使用維護(hù)成本,工藝設(shè)計(jì)過(guò)程中,為了確保螺紋加工的準(zhǔn)確性,將鎖緊環(huán)和調(diào)整環(huán)固定為一個(gè)整體加工,后期裝配過(guò)程中就不需要考慮是否能夠旋入、鎖緊的問(wèn)題了,也就是不會(huì)出現(xiàn)螺紋偏差問(wèn)題,大幅度降低設(shè)計(jì)風(fēng)險(xiǎn),提高設(shè)備研發(fā)的成功率。
如圖4所示為傳統(tǒng)設(shè)計(jì)運(yùn)動(dòng)結(jié)構(gòu)示意圖,由于調(diào)整環(huán)與鎖緊環(huán)螺紋牙是組合在一起加工,裝、拆過(guò)程中,就會(huì)導(dǎo)致定錐螺紋牙與調(diào)整環(huán)和鎖緊環(huán)的螺紋牙同時(shí)接觸,旋轉(zhuǎn)過(guò)程中,增大定錐螺紋牙接觸的概率,加快螺紋牙的磨損,同時(shí)調(diào)整環(huán)螺紋牙也相繼參與工作,一定概率上增加了磨損,由于相繼參與的相對(duì)滑動(dòng),磨損加大,維護(hù)成本增高。
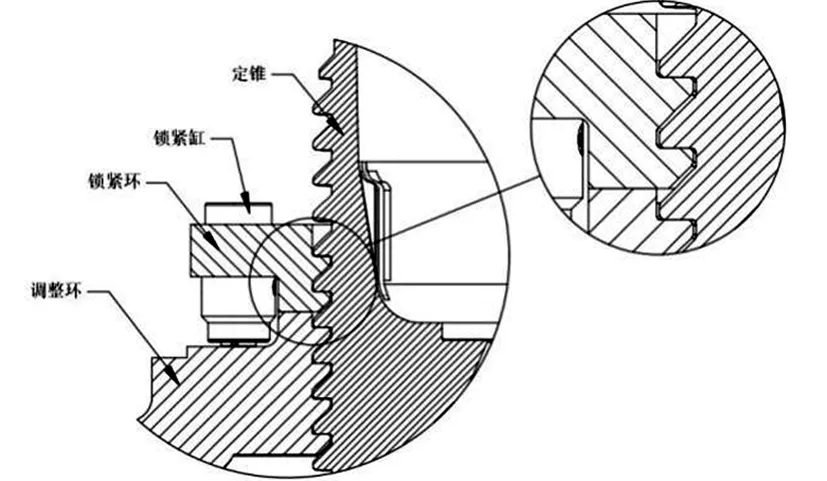
圖4 傳統(tǒng)設(shè)計(jì)運(yùn)動(dòng)結(jié)構(gòu)示意圖
如圖5所示為傳統(tǒng)設(shè)計(jì)工作結(jié)構(gòu)示意圖,此時(shí)鎖緊缸在外界提供油壓的條件下,進(jìn)行上下拉伸、壓縮工作狀態(tài),當(dāng)鎖緊缸拉伸時(shí),帶動(dòng)鎖緊環(huán)一起向上運(yùn)動(dòng),鎖緊環(huán)螺紋牙向上工作的同時(shí),帶動(dòng)定錐一起工作,定錐螺紋牙與調(diào)整環(huán)螺紋牙接觸時(shí),鎖緊缸處的油壓異常升高,從而完成固定。
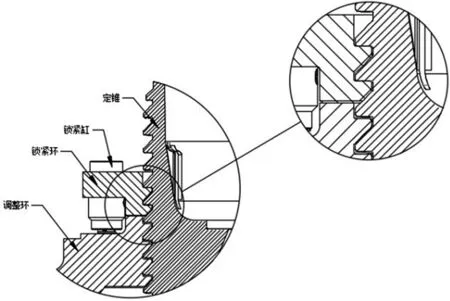
圖5 傳統(tǒng)設(shè)計(jì)工作結(jié)構(gòu)示意圖
3.2 優(yōu)化設(shè)計(jì)工藝
為了解決調(diào)整環(huán)螺紋和定錐螺紋的提早失效,降低設(shè)備維護(hù)使用成本,通過(guò)分析計(jì)算和試驗(yàn)驗(yàn)證,提出了一種優(yōu)化的螺紋設(shè)計(jì)工藝技術(shù),該工藝技術(shù)主要通過(guò)降低螺紋牙的接觸概率,調(diào)整鎖緊環(huán)和調(diào)整環(huán)的安裝位置與角度,保證安裝運(yùn)動(dòng)所需的強(qiáng)度要求,同時(shí)設(shè)計(jì)了一套輔助檢測(cè)工裝(見(jiàn)圖6),通過(guò)檢測(cè)可實(shí)現(xiàn)鎖緊環(huán)螺紋牙和調(diào)整環(huán)螺紋的單獨(dú)加工,加大了零部件的替換通用性。
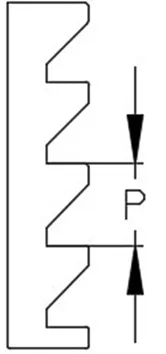
P—牙距
鎖緊環(huán)上的鎖緊缸在鎖緊過(guò)程中,對(duì)其能夠拉升的高度會(huì)有一個(gè)高度參數(shù)H,該高度值決定了牙與牙之間的配合間隙,受直徑方向尺寸的影響該數(shù)值也會(huì)有所差別;設(shè)計(jì)過(guò)程中希望在定錐裝、拆過(guò)程中,定錐的螺紋牙單獨(dú)只與鎖緊環(huán)的螺紋牙接觸,而不與調(diào)整環(huán)螺紋牙接觸,降低螺紋牙間的接觸概率,為了更加順暢的讓定錐運(yùn)轉(zhuǎn),從設(shè)備維護(hù)成本的角度出發(fā),保證定錐螺紋牙與調(diào)整環(huán)螺紋牙間的上、下高度值h相近。
(1)
式中:P—所加工螺紋牙距;h1—鎖緊環(huán)所需加工螺紋高度;X—鎖緊環(huán)螺紋下刀位置與出刀位置間的角度)。
由此可以理論計(jì)算出鎖緊環(huán)角度出刀位置。調(diào)整環(huán)與鎖緊環(huán)安排同時(shí)加工,就需要在調(diào)整環(huán)和鎖緊環(huán)間增加等高塊,等高塊的高度即為所需要的高的值h,方可繼續(xù)加工調(diào)整環(huán);單獨(dú)加工調(diào)整環(huán),就需要保證鎖緊環(huán)的出刀位置與調(diào)整環(huán)的進(jìn)刀位置形成一個(gè)角度差。
(2)
式中:P—所加工螺紋牙距;h—定錐螺紋牙與調(diào)整環(huán)螺紋牙垂直方向間隙;Y—鎖緊環(huán)螺紋出刀位置與調(diào)整環(huán)螺紋進(jìn)刀位置角度差。
根據(jù)理論計(jì)算保證定錐安裝過(guò)程中,螺紋牙始終只與鎖緊環(huán)螺紋牙接觸,在不影響運(yùn)轉(zhuǎn)的條件下,始終不與調(diào)整環(huán)接觸,見(jiàn)圖7。
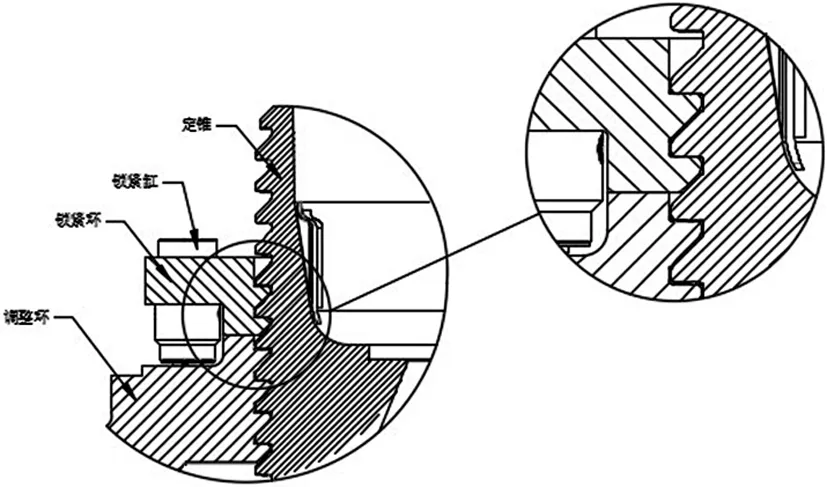
圖7 優(yōu)化設(shè)計(jì)運(yùn)動(dòng)結(jié)構(gòu)示意圖
由于定錐在運(yùn)動(dòng)過(guò)程中是不與調(diào)整環(huán)接觸的,有效的降低了定錐螺紋牙和調(diào)整環(huán)螺紋牙的磨損,一定程度上降低了設(shè)備的運(yùn)營(yíng)維護(hù)成本。當(dāng)螺紋牙出現(xiàn)磨損時(shí),在制造廠家要求范圍內(nèi),一定程度上是可以使用調(diào)整墊進(jìn)行調(diào)節(jié)使用(見(jiàn)圖8),使用輔助檢測(cè)工裝(見(jiàn)圖6)對(duì)螺紋牙進(jìn)行磨損檢測(cè),在鎖緊環(huán)與調(diào)整環(huán)間,以及鎖緊缸也調(diào)整環(huán)間填充調(diào)整墊,即可完成維護(hù)繼續(xù)使用。
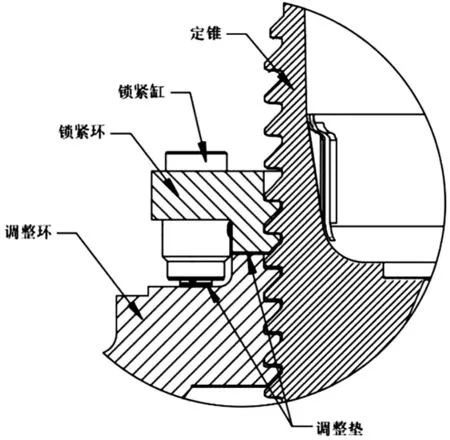
圖8 維護(hù)安裝結(jié)構(gòu)示意圖
4 實(shí)際應(yīng)用
4.1 使用案例
以MC系列某型號(hào)圓錐破碎機(jī)調(diào)整環(huán)總成與定錐總成加工安裝過(guò)程為例,對(duì)相關(guān)設(shè)計(jì)方案進(jìn)行詳細(xì)的說(shuō)明。
根據(jù)設(shè)計(jì)要求,定錐旋轉(zhuǎn)一周所轉(zhuǎn)動(dòng)的齒數(shù)為192個(gè),驅(qū)動(dòng)環(huán)每轉(zhuǎn)過(guò)一個(gè)齒定錐的垂直行程為0.26 mm,破碎機(jī)的出廠要求規(guī)定螺紋牙的垂直運(yùn)動(dòng)量為±1.79 mm,即螺紋牙絲毫未磨損之前的運(yùn)動(dòng)量。當(dāng)垂直運(yùn)動(dòng)量數(shù)值發(fā)生變化時(shí),則表明螺紋發(fā)生了磨損,當(dāng)螺紋牙垂直運(yùn)動(dòng)量達(dá)到3.58 mm,意味著螺紋牙磨損1.79 mm,鎖緊缸和鎖緊環(huán)必須填裝此磨損厚度的墊片,以保證缸內(nèi)有足夠的行程鎖緊定錐。
4.2 計(jì)算設(shè)計(jì)角度
由于設(shè)備主要用于擠壓破碎1 600 kg/cm2的各種礦石和巖石,零件具有一定的復(fù)雜性要求材料具有良好的可鑄造性,考慮到裂紋的敏感性,同時(shí)要有一定的韌性、強(qiáng)度和硬度,故一般使用中碳鋼材料鑄造。根據(jù)廠家提供的操作維護(hù)手冊(cè)條件可知螺紋牙牙距P=192×0.26 mm=49.92 mm,定錐螺紋牙與調(diào)整環(huán)螺紋牙間的高度間隙h=1.79 mm,假定鎖緊環(huán)需要加工螺紋牙高度h1=100 mm。
假定鎖緊環(huán)進(jìn)刀起始位置為0°,根據(jù)公式(1)可知鎖緊環(huán)出刀位置角度為1.15°,假定鎖緊環(huán)出刀位置為0°,根據(jù)公式(2)可知鎖緊環(huán)出刀位置與調(diào)整環(huán)進(jìn)刀位置角度為12.91°。綜上可得:鎖緊環(huán)的進(jìn)刀位置與鎖緊環(huán)的出刀位置角度相差1.15°,鎖緊環(huán)的出刀位置角度與調(diào)整環(huán)的進(jìn)刀位置角度相差12.91°,故調(diào)整環(huán)的進(jìn)刀位置與鎖緊環(huán)的進(jìn)刀位置相差1.15°+ 12.91°=14.06°
4.3 加工、裝配
考慮螺紋牙的磨損狀況,延長(zhǎng)零件使用壽命,降低設(shè)備維護(hù)成本,嚴(yán)格按照鎖緊環(huán)與調(diào)整環(huán)上的起始點(diǎn)位置下刀加工螺紋,嚴(yán)格使用加工中輔助檢測(cè)工裝對(duì)所車(chē)削的螺紋牙進(jìn)行檢測(cè),針對(duì)間隙不夠的位置進(jìn)行修正,車(chē)削過(guò)程中,裝夾刀具出現(xiàn)松動(dòng),很容易發(fā)生傳統(tǒng)意義上的“栽刀”現(xiàn)象,此時(shí)就會(huì)變化螺紋下刀的起始點(diǎn)位置,螺紋的配合間隙就會(huì)發(fā)生變化,一定需要避免發(fā)生;加工完成后需要對(duì)螺紋的尾牙進(jìn)行處理,避免強(qiáng)度較弱導(dǎo)致斷裂,影響螺紋的運(yùn)轉(zhuǎn)配合。
裝配過(guò)程中,需要事先在螺紋牙上涂抹一定量的潤(rùn)滑脂,在保證充足潤(rùn)滑的要求前提下,減小摩擦阻力,工作過(guò)程中,避免螺紋牙之間的鎖合咬注,方便下次檢修時(shí)螺紋的拆卸。
5 結(jié)語(yǔ)
按照上述方法加工鎖緊環(huán)、調(diào)整環(huán)和定錐螺紋牙時(shí),在不改變定錐鎖緊壓力以及排放口控制的前提下,通過(guò)增加起始位置的標(biāo)記,在保證設(shè)備使用穩(wěn)定性同時(shí),延長(zhǎng)零部件使用壽命,減少磨損降低設(shè)備維護(hù)使用成本,上述方法直接通過(guò)加工的尺寸和數(shù)值保證設(shè)備運(yùn)轉(zhuǎn)所需要的間隙,而不需要人為調(diào)節(jié)裝配保證,為該類(lèi)排料口的調(diào)節(jié)工作,提供了高效的、切實(shí)可行的方法,同時(shí)也對(duì)該結(jié)構(gòu)類(lèi)型的破碎機(jī)的研發(fā)提供了非常好的例子,對(duì)提高中國(guó)圓錐破碎機(jī)的技術(shù)水平很有幫助,更好地順應(yīng)了市場(chǎng)需求。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
- 礦業(yè)工程的其它文章
- 關(guān)于召開(kāi)2021年全國(guó)球團(tuán)技術(shù)研討會(huì)(第26屆)暨“雙碳”背景下燒結(jié)球團(tuán)行業(yè)發(fā)展研討會(huì)的通知
- 金屬地下礦山階段運(yùn)輸水平巷道設(shè)置創(chuàng)新研究與工程實(shí)現(xiàn)
- 鉍磷鉬藍(lán)分光光度法測(cè)定鐵礦石中磷含量的簡(jiǎn)易方法研究
- 樹(shù)立精益維修理念實(shí)現(xiàn)多部件定修模型優(yōu)化及動(dòng)態(tài)控制
- 295B電鏟鏟門(mén)支點(diǎn)座改進(jìn)技術(shù)
- FeO含量對(duì)燒結(jié)礦冶金性能影響研究