空調底盤用鉚釘鉚接方式的工藝技術研究
2021-11-09 11:17:56朱振華汪楠
家電科技 2021年5期
關鍵詞:區域
朱振華 汪楠
1.佛山市順德區美的洗滌電器制造有限公司 廣東佛山 528000;2.廣東美的制冷設備有限公司 廣東佛山 528000
1 引言
空調器室外機底盤組件由底盤和若干底腳組成,目前國內空調器室外機底盤組件的裝配方式主要有兩種。(1)點焊[1]:底腳上預制焊接凸點,在電阻焊機上對定位貼合的底盤與底腳施壓通電,兩者在凸點處因高溫熔融而結合在一起,會產生脫焊、虛焊、過燒等隱患。(2)鉚接[2]:底腳本身材料的擠壓塑性變形,使底腳和底盤形成一個互相鑲嵌的圓形連接點,這種連接方式不易檢測,易有脫鉚隱患。而對于鉚釘鉚接在空調底盤上的應用,目前并未有相關文獻介紹,鉚釘連接方式從外觀上就能看出鉚接效果,杜絕不可靠連接,如圖1所示。本文根據鈑金樣條的鉚釘鉚接加工,對底盤底腳的連接方式進行模擬,并通過抗拉強度及剪切強度拉力試驗、金相(OM)組織分析,對我司常用的鉚接工藝及技術進行深入研究,為實際生產提供理論指導。
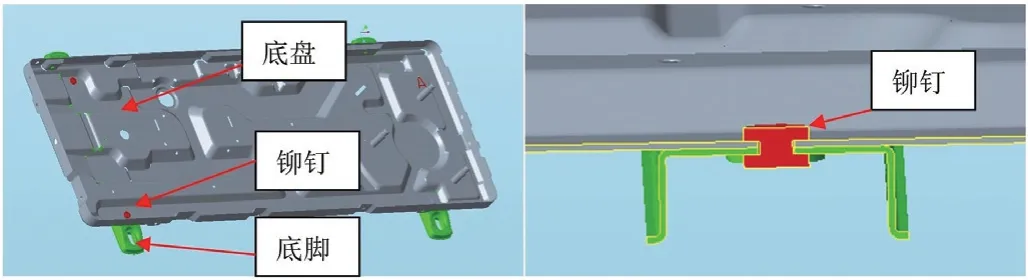
圖1 底盤組件三維模型及剖面圖
2 鉚接
2.1 旋鉚鉚接
旋鉚機冷碾鉚接法,就是利用鉚桿對鉚釘局部加壓,并繞中心連續擺動直到鉚釘成形的鉚接方法。按照這種鉚接法的冷碾軌跡,可將其分為徑向鉚接法[3][4]和擺碾鉚接法,如圖2a)、圖2b)所示。徑向鉚接原理較為復雜,它的鉚頭運動軌跡是梅花狀或者說是以圓為中心向外擴展的,鉚頭每次都通過鉚釘中心點。徑向鉚接面所鉚零件的質量較好,效率略高,并且鉚接更為穩定,鉚件無須夾持,即使鉚釘中心相對主軸中心略有偏移也能順利完成鉚接工作。徑向鉚接機因結構復雜,造價高,維修不方便,非特殊場合一般不采用。擺碾鉚接通過聯軸器將運動傳遞給主軸,同時液壓系統驅動活塞連同主軸向下施壓,當鉚頭接觸鉚釘時,鉚頭圍繞鉚釘中心線(即主軸中心線)公轉,同時鉚頭在切向力的作用下自轉,從而完成鉚接。其特點是結構簡單、制造成本較低,能耗1.5 kW·h。我司底盤通過擺碾鉚接進行批量生產,維修方便,可靠性好,能夠滿足90%以上零件的鉚接要求,安裝效率為12秒/件。此種鉚接的鉚接機振動較大,放置鉚釘后易歪斜,造成斜鉚、漏鉚等鉚接缺陷,而且鉚接后鉚釘形狀不規則,中間厚兩邊薄,具體在后面章節詳述。
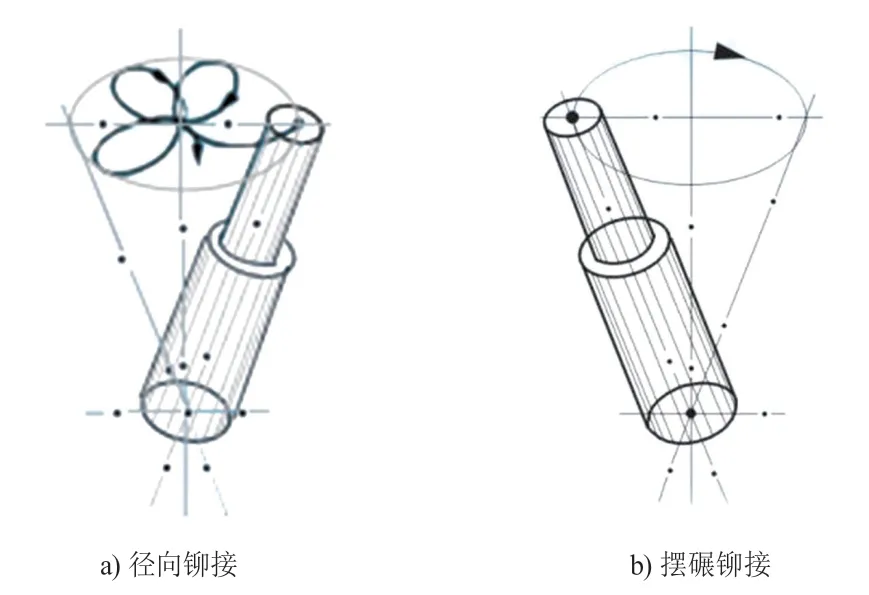
圖2 旋鉚的鉚接方式
2.2 熱鉚鉚接
熱鉚鉚接是將鉚釘加熱到一定溫度后進行的鉚接,由于加熱后鉚釘的塑性提高、硬度降低,釘頭成型容易,所以熱鉚時所需的外力比冷鉚要小的多;另外,在鉚釘冷卻過程中,釘桿長度方向的收縮會增加板料間的正壓力,當板料受力后可產生更大的摩擦阻力,提高了鉚接強度。熱鉚常用在鉚釘材質塑性較差、鉚釘直徑較大或鉚力不足的情況下。用鉚接機鉚接時,加熱溫度為650℃~670℃。鉚釘的終鉚溫度在450℃~600℃之間[5],效率8秒/件,較擺碾鉚接提升33%,但能耗2.25 kW·h,較擺碾鉚接耗能增加50%,示意圖如圖3所示。熱鉚鉚接時鉚接機狀態穩定,鉚釘形狀較均勻規則。
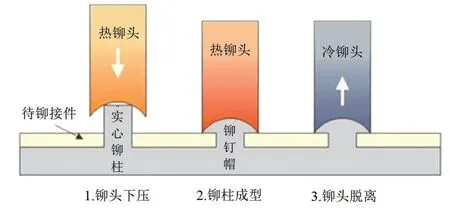
圖3 熱鉚接示意圖
3 力學性能對比
3.1 樣件準備
剪板樣條尺寸180 mm×20 mm及100 mm×20 mm,樣條通過鉚釘連接,擺碾鉚接及熱鉚接,制作抗拉強度樣條、剪切強度樣條分別如圖4、圖5所示。
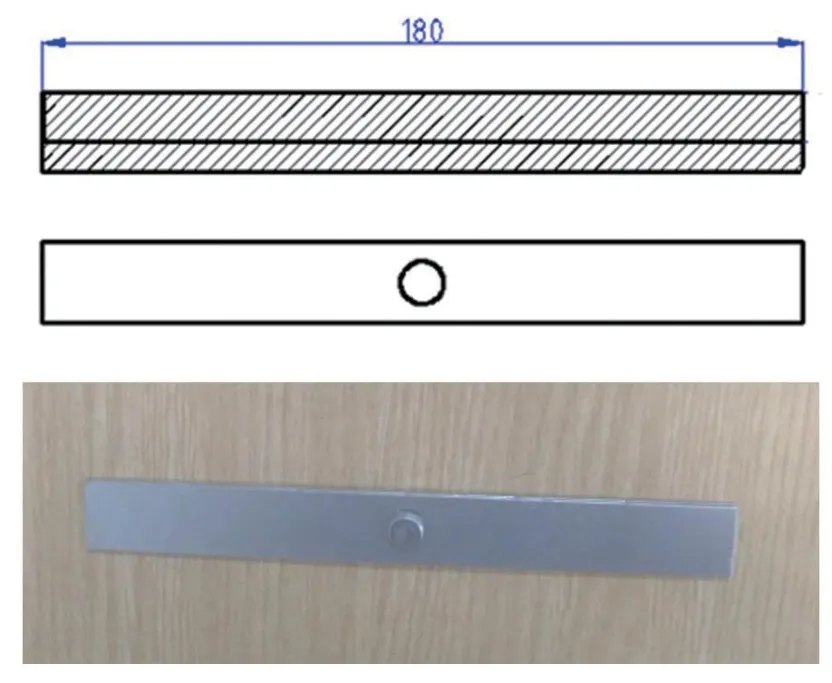
圖4 抗拉強度鉚接樣件(擺碾及熱鉚接)
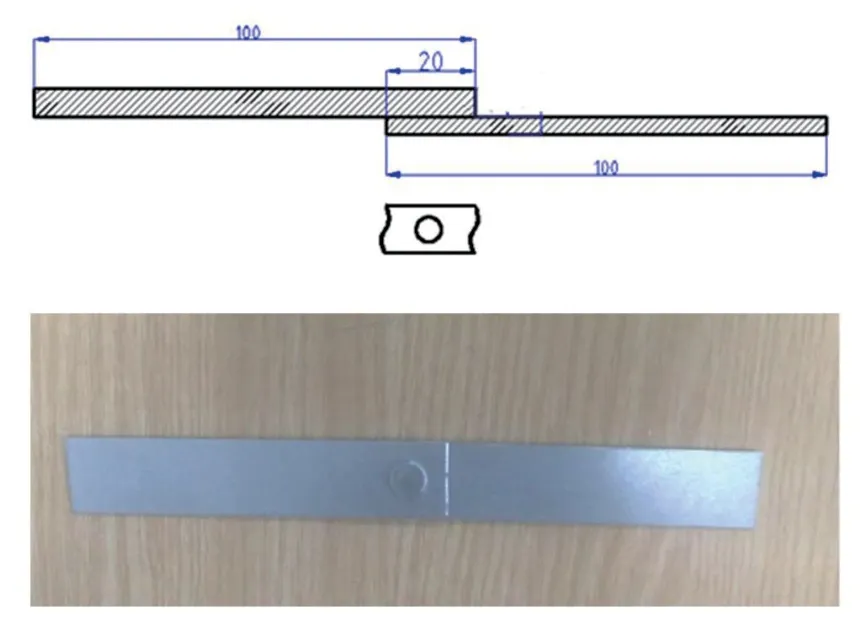
圖5 剪切強度鉚接樣件(擺碾及熱鉚接)
3.2 鉚接頭強度拉力試驗
3.2.1 抗拉強度
抗拉強度試驗時,將樣條兩端彎折,裝夾于萬能拉力機上,要求夾持牢固,確保拉伸中樣條不脫落,萬能拉伸機速20 mm/min,擺碾鉚接和熱鉚樣條各10個,直至拉伸斷裂為止,如圖6所示,記錄相關數據。抗拉強度試驗數據如表1所示。

圖6 抗拉試驗斷裂
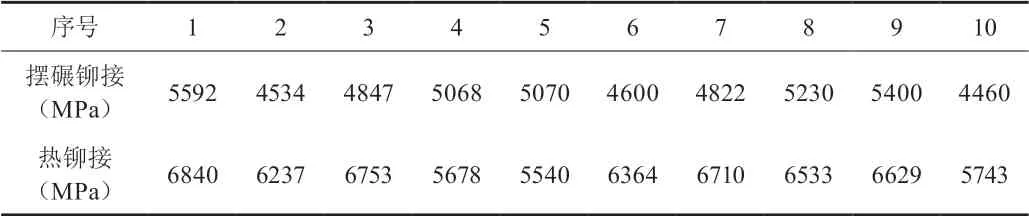
表1 不同鉚接方式抗拉強度試驗數據
3.2.2 剪切強度
剪切強度拉力試驗時直接將樣條裝夾于萬能拉力機上,要求夾持牢固,確保拉伸中樣條不脫落,萬能拉伸機速度20 mm/min,直至拉伸斷裂為止,如圖7所示,擺碾鉚接和熱鉚樣條各10個。剪切強度試驗數據如表2所示。

圖7 剪切強度拉力試驗

表2 不同鉚接方式剪切強度試驗數據
3.3 抗拉強度試驗分析
根據表1抗拉強度試驗數據分析,兩種不同鉚接方式抗拉強度如圖8所示,熱鉚鉚接抗拉強度明顯高于擺碾鉚接(旋鉚)方式的抗拉強度值。

圖8 兩種鉚接方式抗拉強度的對比
根據鉚接特征分析,擺碾鉚接后鉚釘形狀弧線型,鉚接高度中間高,周邊偏薄,在拉伸試驗過程中,偏薄部位的鉚釘發生斷裂,造成鉚接部位承受力度減少,如圖9所示。而熱鉚形狀大小比較規則,受力均勻,鉚接頭不易被拉斷,鉚釘與樣片分離,如圖10所示。
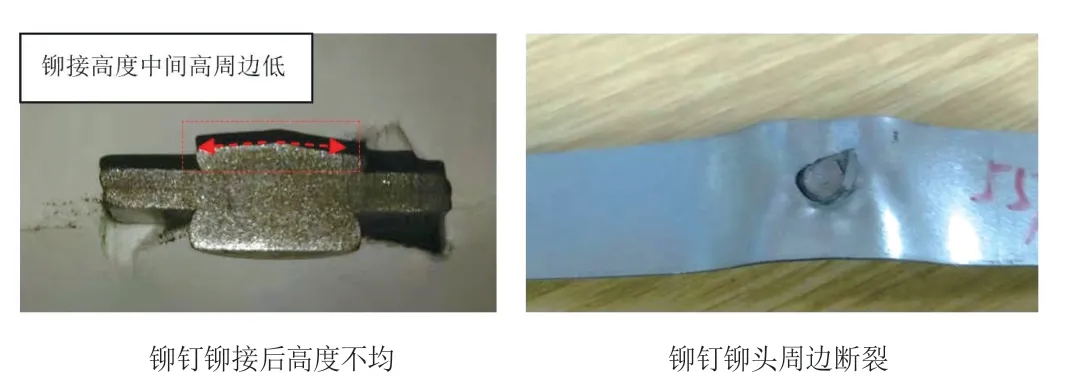
圖9 擺碾鉚接斷裂樣條剖面圖

圖10 熱鉚接斷裂樣條剖面圖
3.4 剪切強度試驗分析
根據表2剪切強度試驗數據分析,兩種不同鉚接方式剪切強度對比圖如圖11所示,剪切強度值主要與材料的性能有關(不同料厚、不同材料強度),對兩種鉚接方式做剪切強度拉力試驗后,強度值相差不大;主要是在試驗開始直至材料斷裂,斷裂主要原因是拉力達到材料原有的強度,樣條出現疲勞失效,如圖12所示,所以在材料相同的情況下,材料達到屈服極限斷裂,樣條剪切強度基本一致。
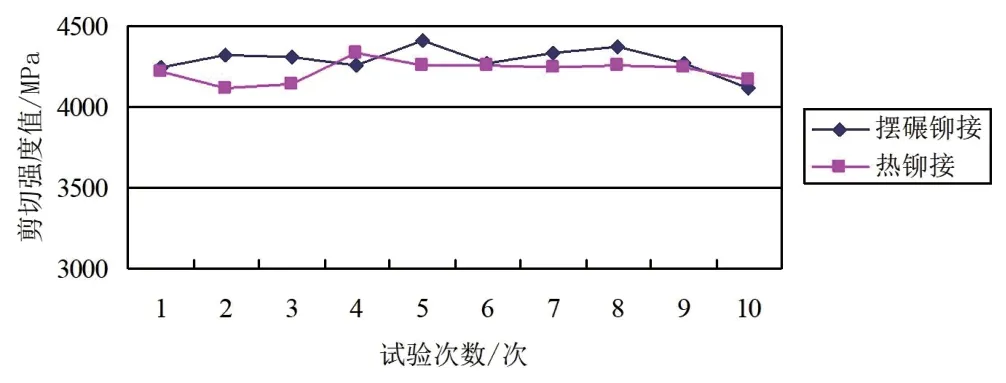
圖11 兩種鉚接方式剪切強度的對比
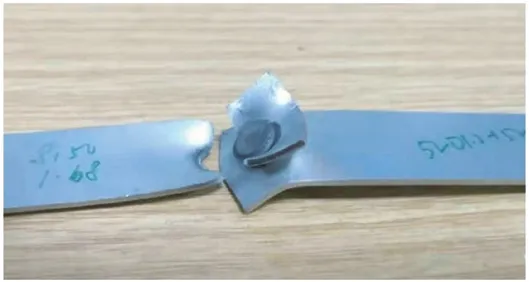
圖12 剪切強度樣條斷裂
4 微觀組織
4.1 金相試樣準備
利用XJP-6A金相顯微鏡對鉚接后的鉚釘的組織金相觀察,鉚接后的鉚釘中間剖開的截面作為金相樣品,采用線切割所需金相試樣,鑲件后在拋光機上進行機械拋光,拋光后用浸蝕劑(浸蝕液組成:5%硝酸+95%酒精)浸蝕10 s,浸蝕后用酒精擦拭,吹干,然后觀察并拍照,拍照順序如圖13所示。
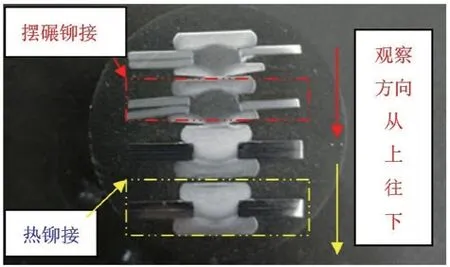
圖13 金相試樣
4.2 擺碾鉚接微觀組織
圖14為擺碾鉚接組織不同區域的微觀組織金相圖(OM),自下而上:圖14a)為鉚釘鉚接的整體形貌,從圖中可以看出,鉚釘和鋼板連接位置的形態;圖14b)為形變過渡區域,此區域組織受擺碾的壓力,形變區域鐵素體組織被擠壓拉長,無相變組織存在;圖14c)為鉚釘中間部分,此區域靠近形變過渡區域,晶粒組織明顯被壓縮;圖14d)為鉚釘下邊緣區域微觀組織,此區域無相變發生,主要為鐵素體組織。
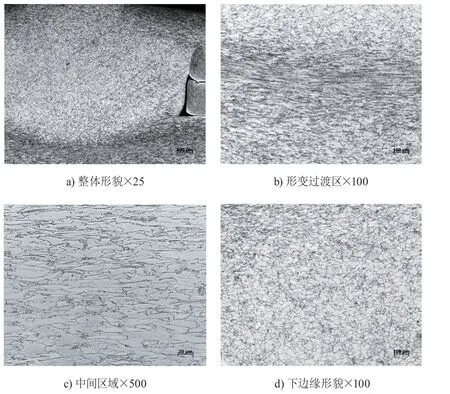
圖14 擺碾鉚接微觀組織金相圖(OM)
4.3 熱鉚接微觀組織
圖15為熱鉚接微觀組織金相圖(OM),圖15a)為整體形貌,自上而下,上端主要為鐵素體組織,存在一個明顯的形變區域,如圖15b)所示,組織由鐵素體轉變為索氏體組織,下邊緣區域為索氏體向鐵素體轉變區域,并存在一個明顯的脫碳層,如圖15d)所示。
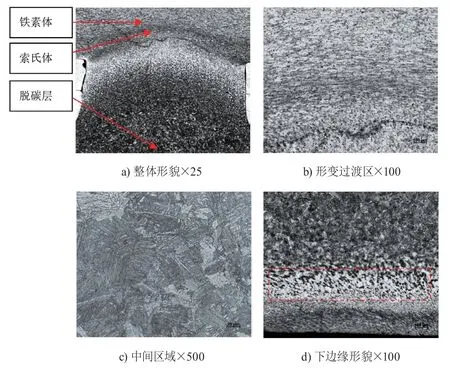
圖15 熱鉚接微觀組織金相圖(OM)
鉚釘正常組織為“鐵素體+少量珠光體”,而索氏體嚴格來說屬于珠光體的一種,具有良好的綜合機械性能,性能優于珠光體。
熱鉚接過程中,由于加熱溫度過高,隨著加熱溫度的提高,脫碳層的深度不斷增加。一般低于1000℃時,鋼表面的氧化皮阻礙碳的擴散,脫碳比氧化慢,但隨著溫度升高,一方面氧化皮形成速度增加;另一方面氧化皮下碳的擴散速度也加快,此時氧化皮失去保護能力,達到某一溫度后脫碳反而比氧化快,脫碳對材料的剛度有一定影響,使材料硬度和強度有一定程度的下降,缺口敏感性增加,但是熱鉚接溫度一般為670℃左右,只是在鉚釘頭部形成脫碳層,對鉚接后的鉚釘的強度影響不大。
5 結論
通過對兩種不同鉚接方式的抗拉強度及剪切強度進行拉力驗證,以及微觀組織分析,得出如下結論:
(1)因鉚釘經過熱鉚接和擺碾鉚接后,鉚釘頭部形狀變化不一,熱鉚接鉚釘頭部形狀較規則均勻,而擺碾鉚接中間高、兩邊低,在抗拉強度拉力試驗時,擺碾鉚接鉚釘先出現斷裂,所以熱鉚接的抗拉強度明顯優于擺碾鉚接抗拉強度。
(2)因剪切強度主要與鉚釘自身性能有關,而鉚釘的剪切強度要遠遠高于樣板的強度,所以樣板先斷裂,兩種加工方式的剪切強度值基本無差別,主要與原材料性能有關。
(3)擺碾鉚接鉚釘組織均為鐵素體,中部存在明顯的形變區域,形變區域鐵素體組織被擠壓拉長,無相變發生。
(4)熱鉚接時鉚釘組織發生變化,形變區域的鐵素體轉變為索氏體組織,鉚釘發生相變,機械性能增加。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
