350 MW超臨界汽輪機高中壓轉子永久彎曲的故障治理
2021-11-09 08:27:10陳瑞山
山西電力 2021年5期
明 亮,陳瑞山,張 偉
(國家能源集團科學技術研究院有限公司,山西太原030006)
0 引言
汽輪發電機組是火力發電廠的核心設備,它的安全穩定運行至關重要。振動水平是衡量機組安全可靠性最重要的指標,汽輪機轉子在高溫高壓的蒸汽環境中高速運轉,不可避免地會出現振動,振動過大時會導致設備部件的疲勞損壞,甚至使轉動部件松動、斷裂或飛脫,一些重大的毀機事故直接或間接地與振動有關。在汽輪發電機組的各種振動故障中,不平衡引起的振動占70%以上,還有部分故障也可以通過平衡的手段使振動得到改善。因此,現場動平衡是消除高中壓轉子振動的主要手段[1-2]。為此,本文以上海汽輪機廠生產的型號C350-24.2/0.4/566/566350超臨界空冷、單軸、雙缸雙排汽、凝汽式汽輪機為例,分析機組振動的原因[3],并重點介紹如何對高中壓轉子進行配重,使機組的瓦振動值達到合理。
1 機組概況
某廠2號機組汽輪機是上海汽輪機廠生產的型號為C350-24.2/0.4/566/566350的超臨界空冷、單軸、雙缸雙排汽、凝汽式汽輪機,配套QFSN-350-2型水氫冷汽輪發電機。該機組于2014年投產,2018年進行了B級檢修,2020年進行了A級檢修。2號汽輪發電機組軸系由高中壓轉子(HPIP)、低壓轉子(LP)、發電機轉子(GEN)共同組成,各轉子均為雙支撐結構。該機組軸系結構如圖1所示。
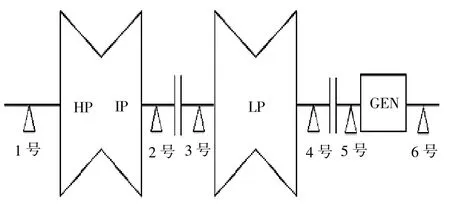
圖1 機組軸系結構示意圖
2 振動情況
從2014年至2020年,2號機組高中壓轉子通過一階臨界轉速的振動值逐年增大,期間在現場進行了5次動平衡。其中,2014年、2015年、2017年3次現場動平衡是因高中壓轉子通過一階臨界轉速時振動大;第4次現場動平衡是因2018年B修時發現高中壓轉子過橋汽封處彎曲260 μm,返廠車削轉子啟動后工作轉速振動大;第5次現場動平衡是因2020年A修時發現高中壓轉子過橋汽封處彎曲220 μm,返廠車削轉子啟動后工作轉速振動大。表1為2014年—2017年2號機組啟動通過臨界轉速時1X、1Y、2X、2Y方向軸振動數據;表2為2次車削轉子啟動后工作轉速下振動數據。
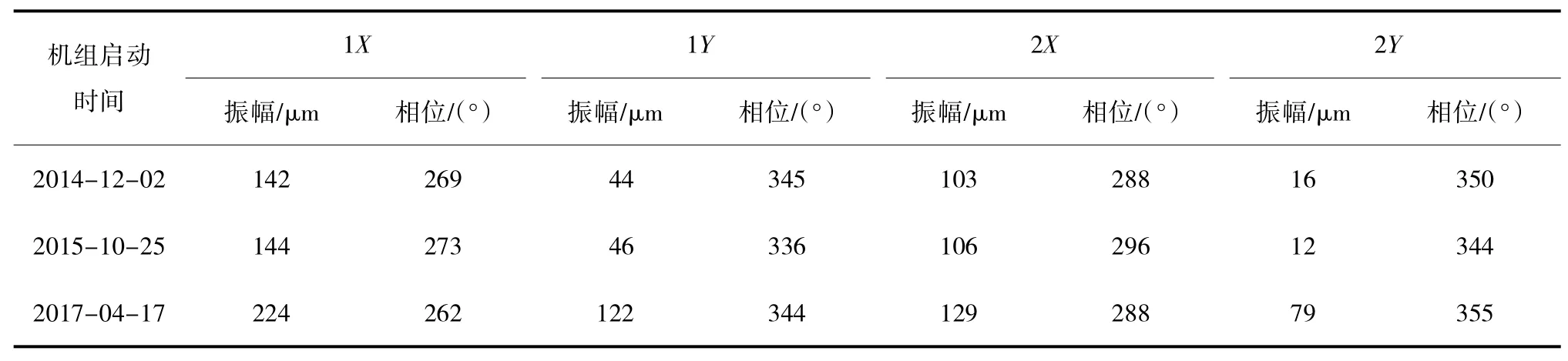
表1 過臨界振動數據(基頻)

表2 工作轉速下振動數據(基頻)
3 振動特征及分析
3.1 振動特征
a)在歷次啟機過程中,高中壓轉子通過一階臨界轉速時1X、1Y、2X、2Y方向軸振動多次出現振動偏大的情況,且在進行動平衡處理后過一段時間再次出現,表明1瓦、2瓦的振動是不斷增大的,在2017年4月17日開機過程中,1X測點通過臨界轉速時的最大振動峰值達到了252 μm。
b)在升速通過高中壓轉子一階臨界區時,從1X、1Y、2X、2Y方向軸振動頻譜來看,振動成分以基頻分量為主,從相位關系上看,1瓦、2瓦振動相位為同向,且每次振動的相位基本一致,說明高中壓轉子存在典型的一階質量不平衡,且每次振動惡化的方向基本一致。以上這些特征表明高中壓轉子發生了漸變式永久性彎曲,從而造成該轉子平衡狀態的不斷惡化,過臨界振動不斷增大[4-7]。
c)在工作轉速下,從1X、1Y、2X、2Y方向軸振動頻譜來看,振動成分以基頻分量為主,從相位關系上看,相位為反向,振動特征在各種運行工況基本保持不變,各測點振動較穩定,說明高中壓轉子存在典型的二階質量不平衡。
3.2 振動分析
造成轉子在運行中彎曲的原因很多,近年來多個電廠的國產300 MW和600 MW機組高中壓轉子在運行中發生了永久彎曲的情況,而且大部分機組表現為1~2 a正式運行后在啟停過程中過臨界振動持續惡化,主要原因有以下幾方面:一是高中壓轉子的毛坯在鍛造中存在較大的殘余應力,在機加工前處理不當,殘余應力在安裝完畢投入運行后逐漸釋放,導致轉子出現永久性彎曲,而在機組長時間運行后,彎曲量會越來越大,在運行中表現為啟停機過臨界時振動值不斷變大。二是高中壓轉子中部工作溫度高。三是部分機組初期啟動時高壓缸進汽量很小,切閥后高缸進汽量大增且溫度迅速上升。四是合缸高中壓轉子臨界轉速在1 500~1 700 r/min,二階臨界轉速在4 000 r/min以上,因工作轉速處于一階、二階臨界轉速間,一階、二階振型不平衡對工作轉速下的振動會有影響。五是轉子質量較小,容易被蒸汽靜態力浮起,并被不均衡密閉流體力擾動,同時軸承比壓較小,易發生油膜油壓波動。六是變負荷通過70%負荷附近時,軸封供汽發生輔聯供汽與自密封供汽的切換,軸封供汽有一定的波動。七是隨著節能減排要求的提高,高中壓缸內間隙越來越小,更易發生動靜碰摩。
通常對于汽輪機轉子永久性彎曲的處理方法有2種,一種是檢修時在現場或返廠通過給轉子施加載荷進行直軸,另一種是返制造廠在機床上對彎曲部分進行車削。對一階不平衡進行針對性處理后,在工作轉速下還可能出現二階不平衡的問題,此時需再進行針對性的處理。
4 故障處理
2號機組過臨界時振動大的主要原因是高中壓轉子發生了漸變式永久性彎曲,產生了較大的一階不平衡質量。因此,2014年—2017年都在現場對高中壓轉子進行配重以減弱彎曲對振動的影響。表3為2014年—2017年的配重記錄,表4為現場動平衡后的振動數據。

表3 2014年—2017年配重記錄
從表4可以看出,經過在1、2瓦側和平衡活塞處(轉子中部)配重孔加平衡螺釘后,2號機組在通過臨界轉速區過程中1X、1Y、2X、2Y軸振動均在100 μm以下,振動狀況都得到明顯改善。
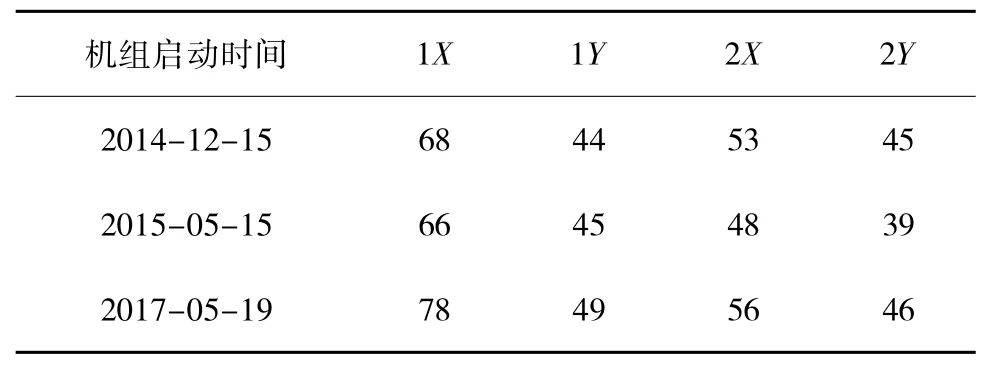
表4 平衡后機組振動數據(通頻)μm
在2018年B修和2020年A修中都對汽輪機高中壓轉子返制造廠進行了車削處理,檢修結束啟動后在工作轉速下存在1X、1Y軸振動偏大的問題,為此對高中壓轉子進行了現場動平衡。表5為高中壓轉子現場配重記錄,表6為現場動平衡后1X、1Y、2X、2Y軸振動數據。

表5 2018年和2020年配重記錄
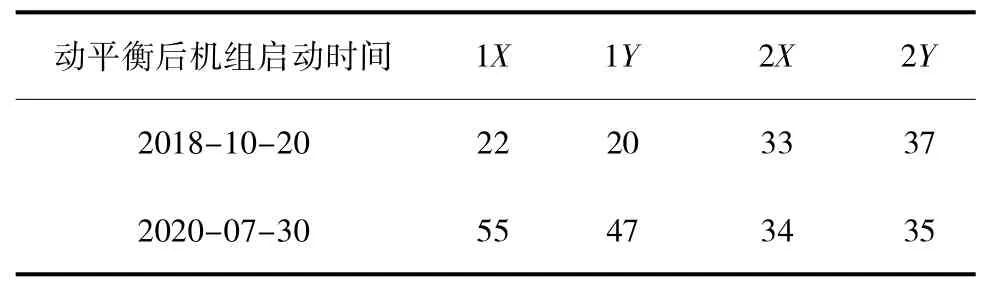
表6 機組動平衡后工作轉速下振動數據(通頻)μm
從表6可以看出,動平衡后,在工作轉速下1瓦、2瓦的振動狀況得到明顯改善,振動值達到合理水平。
5 結論
a)2號機組振動異常的主要原因是高中壓轉子發生了漸變式的永久性彎曲,產生了較大的一、二階質量不平衡所致。
b)轉子永久性彎曲與質量不平衡的振動特征相似,均會產生工頻的激振力,在現場不能對轉子進行處理的情況下,動平衡是解決振動問題的有效措施。
c)經過在高中壓轉子兩側和中部的配重孔加平衡螺釘后,2號機組在過臨界、工作轉速下的各瓦振動值均達到了良好的水平。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
能源工程(2020年5期)2021-01-04 01:29:00
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
計算物理(2014年2期)2014-03-11 17:01:44
機械制造與自動化(2014年1期)2014-03-01 04:21:47
