nc-(Ti,Al)(C,N)/a-SiNx 納米復合薄膜的制備及性能研究
2021-11-08 07:12:12陳強張而耕周瓊黃彪梁丹丹韓生李耀東
表面技術 2021年10期
陳強,張而耕,周瓊,黃彪,梁丹丹,韓生,李耀東
(1.上海應用技術大學 a.上海物理氣相沉積(PVD)超硬涂層及裝備工程技術研究中心 b.化學與環境工程學院,上海 201418;2.中國兵器工業集團第二O 二研究所,陜西 咸陽 712099)
物理氣相沉積(Physical Vapor Deposition)是通過物理方法在工模具表面制備一層或多層具備特殊性能的涂層,以改變基體表面性能。該類涂層往往具備高硬度、耐磨損、抗氧化、防腐蝕、低摩擦等特性。本文采用的涂層制備技術為陰極電弧+輝光放電技術。該技術是在陰極電弧的基礎上引入輝光放電裝置,利用輝光放電產生的等離子體對沉積過程施加影響,從而制備各類復合涂層,具有離化率高、粒子流密度大、能量高、沉積速率快、成分易控及膜/基結合力好等特點。目前,應用于金屬切削加工的硬質涂層多為二元及三元氮化物涂層,其中以TiN、TiCN、TiSiN 及CrAlN 的應用最為普遍。TiN 涂層硬度值在20 GPa 左右,失穩溫度達600 ℃,適合于切削硬度45HRC 以下的金屬材料,如鑄鐵、碳鋼、不銹鋼及部分高溫合金等[1-2]。TiSiN 涂層的硬度可達30 GPa,適用溫度達1000 ℃,適合于切削鈦合金、高溫合金、不銹鋼以及硬度60HRC 左右的金屬材料[3-4]。CrAlN涂層的硬度相對較小,但熱穩定性好,常用于加工硬度較小、熱傳導性能差的金屬材料[5]。對于上述涂層的研究報道已屢見不鮮,相關人員研究了涂層沉積工藝參數及元素比例等對涂層微觀結構、力學性能及切削性能的影響,為涂層的制備及應用起到較好的引導作用。類金剛石涂層(Diamond Like Coating,簡稱DLC)因具備摩擦系數低、抗粘附等特性,常被用于軟金屬及高分子材料的成形加工。DLC 涂層在加工過程中能夠形成碳轉移膜,從而對工模具起到很好的保護作用,但DLC 膜易與鐵基金屬反應,極大地降低了涂層的性能,故不常用于黑色金屬的切削加工。碳化物涂層(如TiC 等)因同樣具備高的硬度及耐磨性而被用于金屬切削加工,類似的碳化硅(常用于硬質合金的加工)、氮化碳與金剛石的結構相似,都是具備高硬度的共價鍵化合物。本文在現有涂層的基礎上,向其內部摻入碳元素,期望在其內部能夠形成高硬度的化合物,利用碳元素帶來的強化作用以及非晶碳的自潤滑作用,提高涂層的耐磨性及自潤滑性能[6]。
應用C 摻雜TiN 形成TiCN 的報道較多,TiCN比TiN 具備更好的紅硬性、耐磨性及抗高溫氧化性。然而,國內對于C 摻雜其他三元或四元金屬陶瓷涂層的研究卻鮮有報道。仇月東等[7]研究了N2流量對于TiAlCN 涂層的影響,發現涂層結構取決于C 與N 的含量,適當的C、N 比例可以顯著改善金屬陶瓷涂層的力學及摩擦學性能。楊立軍等[8-9]研究了沉積參數對TiAlCN 涂層性能的影響,發現合適的偏壓、電流可以提高涂層的結合力及硬度。國外對于C 摻雜多元金屬陶瓷涂層的研究較早,若將C、Si 元素同時摻入TiAlN 涂層,則TiAlSiCN 涂層將表現出高的熱穩定性及良好的摩擦性能[10-13]。因此,針對國內研究現狀的不足,本文以三元TiAlN 涂層為對象,對其進行C、Si 元素摻雜,研究摻雜對于涂層微觀織構、力學性能及切削加工特性的影響。
1 實驗
1.1 涂層制備
采用陰極電弧+輝光放電技術在SUS304 不銹鋼方形試樣(8 mm×8 mm×2 mm,Ra≤0.05 μm)及硬質合金刀具(φ6 mm×60 mm,牌號為YG10,硬度為91.5~92.5HRA)表面制備TiAlN、TiAlCN、TiAlSiN、TiAlSiCN 涂層,不銹鋼及刀具的主要元素成分見表1。所采用的靶材分別為矩形Ti 靶(純度99.999%)、AlTi靶(67% Al,33% Ti)、TiSi 靶(80% Ti,20% Si),所用氣體分別為N2和C2H2,涂層制備的相關參數見表2。先用無水酒精對試樣進行10 min 的超聲振動清洗,待清洗結束后,將試樣取出,并采用壓縮氣體將試樣表面吹干,確保試樣表面干凈、清潔。為提高涂層與試樣的結合強度,防止涂層直接剝落,在沉積四種涂層前,采用氬離子轟擊試樣,以粗化、活化試樣表面,并在試樣表面沉積微量的Ti/TiN 作為打底層,涂層沉積時間為100 min。

表1 SUS304 不銹鋼及硬質合金刀具的主要元素成分Tab.1 Main element compositions of SUS304 stainless steel and cemented carbide tool wt%

表2 涂層制備工藝參數Tab.2 Parameters of coating preparation
1.2 涂層的性能表征
采用高分辨率掃描電子顯微鏡(Scanning Electron Microscopy,SEM)觀察涂層的表面形態特征,加速電壓為10 kV,放大倍數為5000。采用球磨儀(KaloMAX)測量涂層的厚度,鋼球直徑為30 mm,研磨時間為60 s,放大倍數為50。利用能譜儀(Energy Dispersive X-ray Spectroscopy,EDS)對各涂層元素相對含量進行定量分析,其探針以面掃描的方式對涂層進行掃描,加速電壓為20 kV,放大倍數為10 000。采用X 射線衍射儀(X-ray Diffractometer,XRD)分析涂層的晶體結構,入射檢測射線為Cu Kα 射線(λ=0.154 18 nm),加速電壓為40 kV,掠射角2θ=10°~80°。用激光拉曼光譜儀分析檢測涂層中的碳信號峰,激光器波長為514.5 nm,50 倍物鏡,光斑直徑為2 μm,掃描時間為30 s,光譜范圍為100~2000 cm–1。用二維輪廓儀及三維形貌儀表征涂層的粗糙度及表面形貌,滑移速度為0.25 mm/s,取樣長度為7 mm,放大倍數為50。
采用納米壓痕儀(MTS Nano Indenter XP),通過連續剛度(CSM)方法檢測涂層的硬度,采用標準Berkovich 金剛石壓頭,壓入深度為涂層厚度的1/10,取5 個點的平均硬度作為涂層的納米硬度值。通過數顯顯微維氏硬度計(402SXV)分析涂層對于基體表面硬度的影響,采用金剛石顯微維氏菱形壓頭,施加載荷為50 g,保荷時間為10 s。用環-塊式滑動摩擦磨損試驗機測量涂層的耐磨性,實驗載荷為196 N,摩擦速度為0.42 m/s,摩擦方式為干摩擦,摩擦時間為2 h,摩擦副為45 鋼(硬度HRC55-60)。采用帶有劃痕組件及摩擦探頭的納米壓痕儀表征涂層的結合力及摩擦系數,壓痕儀連續加載至300 mN,加載速度為1 mN/s,劃痕長度為500 μm。通過切削實驗測定涂層的加工特性,切削材料為SUS304 不銹鋼,切削方式為干切削。在切削過程中檢測工件的表面粗糙度,并記錄涂層刀具磨損量。
2 結果及討論
2.1 涂層的微觀組織及結構
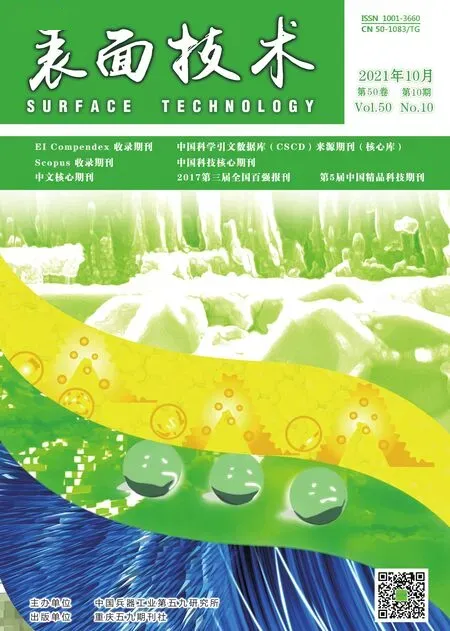
在對涂層表面進行掃描電子顯微鏡觀察前,先對涂層不銹鋼試樣進行超聲波清洗(以酒精為清洗溶液),烘干,防止涂層表面的雜質及污染物對觀察效果產生影響。四種涂層的表面形貌特征如圖1 所示。就表面質量而言,TiAlSiCN 涂層最好,TiAlCN 涂層次之,TiAlSiN 涂層最差,表面有較多的“凹坑”及“針眼”等缺陷。產生上述現象的主要原因為,陰極電弧容易產生粘附性差、易剝落的大顆粒“液滴”,偏壓會導致與涂層結合不緊密的顆粒被高能粒子轟擊脫落而留下孔隙。球磨儀測得涂層的厚度均在3 μm左右。由于這三種涂層的沉積時間相同,在其他沉積參數相同的情況下,沉積源數量越多,粒子半徑越大,相應的涂層厚度也越大。TiAlN、TiAlCN、TiAlSiN、TiAlSiCN 涂層厚度分別為2.80、2.83、3.03、3.23 μm。EDS 分析各涂層中元素成分及含量的結果見表3,涂層中主體元素Ti、Al、N 的含量均較高。
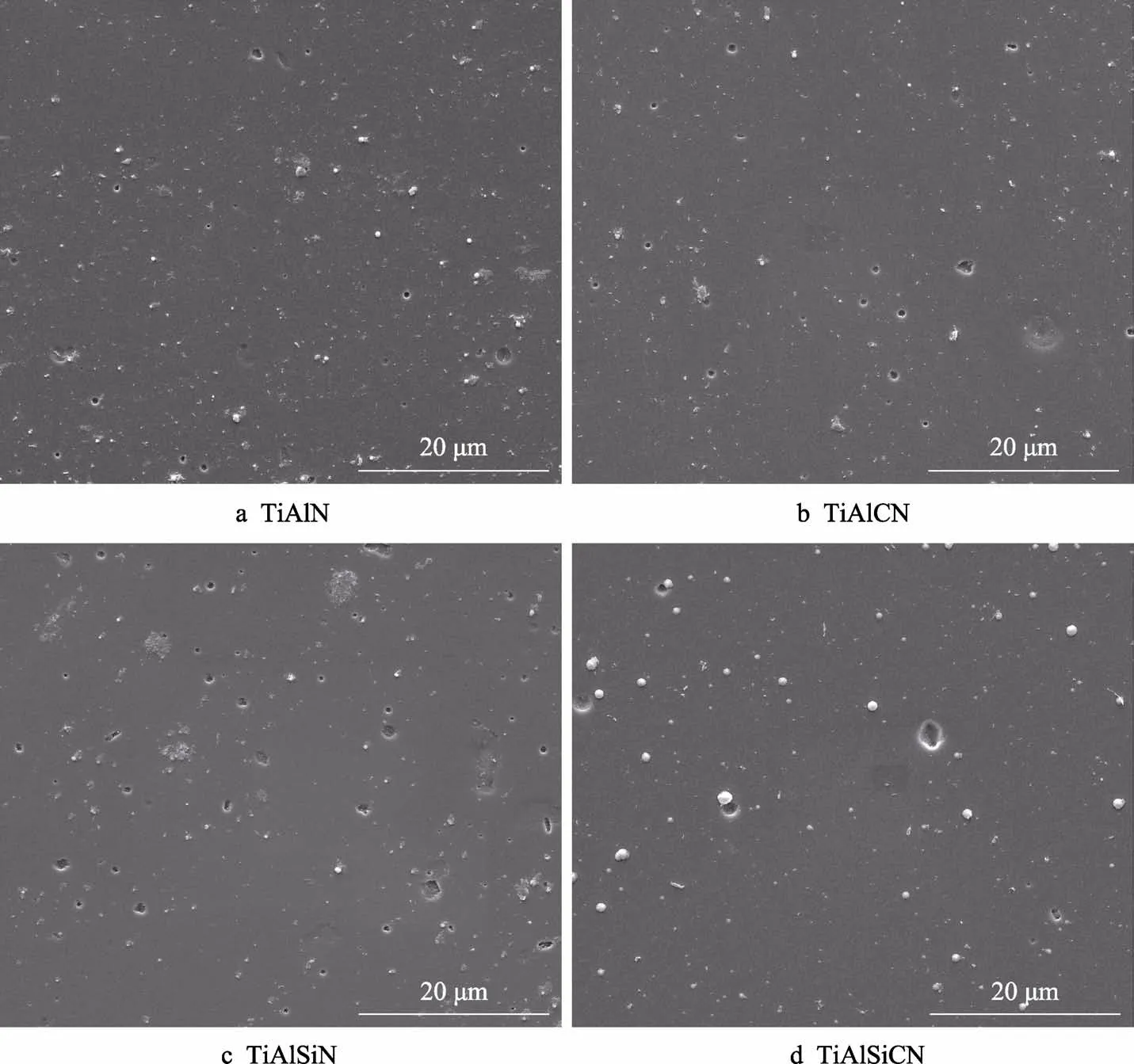
圖1 涂層的表面形貌Fig.1 Surface morphology of the coatings
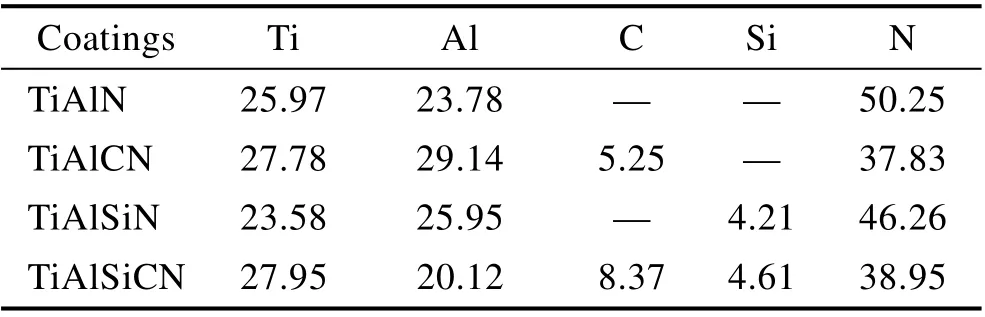
表3 涂層元素成分及含量Tab.3 Element composition and content of coatings wt%
上述TiAlCN、TiAlSiN、TiAlSiCN 涂層均是在TiAlN 涂層的基礎上通過元素摻雜而來,TiAlN 及以上三種涂層的XRD 衍射圖譜如圖2 所示。TiAlN 涂層的組成相主要為不同生長取向的立方相TiN、Ti2N以及六方相Ti2AlN、TiN0.3。采用陰極電弧+輝光放電技術制備的TiN 涂層中并沒有發現Ti2N 及TiN0.3相。TiN 涂層的硬度約為20 GPa,不同工藝制備的TiN 涂層的硬度略有差異,但未見硬度值超過25 GPa 的TiN涂層的報道。該方法制備的TiAlN 涂層的硬度值為29.57 GPa,相較于二元TiN 涂層,硬度值大幅提高,其主要原因為Al 元素的添加導致涂層的生長取向發生改變及新的高硬相的形成。TiAlN 涂層中的Ti2AlN屬于典型的MAX 相(M 代表過渡金屬元素,如Ti、V、Cr 等;A 代表主族元素,如Al、Si、S 等;X 則代表C 或N)材料,具有硬度高(25 GPa)、熱穩定性好等特點,該相的形成是涂層硬度提高的原因之一。此外,TiAlN 涂層中還具有Ti2N 相,四方點陣的Ti2N 具有比面心立方結構TiN 更高的硬度,可達29 GPa。僅在TiAlN 涂層中發現了TiN0.3相,相較于平衡化學計量比的TiN,TiN0.3的N 空位降低了晶格常數,使涂層的強度、硬度變大。通過物理氣相沉積方法制備含TiN0.3相的涂層此前未見報道。此外,TiAlN 中摻入C 元素后,涂層的生長取向發生了極大的變化。TiN(111)及(200)取向的生長被抑制,促進了TiN(220)取向的生長。此外,TiAlCN 涂層中形成了以(220)生長取向為主的TiC 相,以及N、C 原子相互取代或固溶的TiC0.7N0.3、TiC0.3N0.7相。與陳淑年等[14]的研究結果不同,TiAlCN 涂層中并沒有發現TiAl(C,N)結構,C 元素的加入主要是使涂層形成更為復雜的Ti(C,N)結構,這也是薄膜競相生長的結果。采用激光拉曼光譜儀分析TiAlCN 涂層的拉曼光譜,如圖3 所示。在拉曼位移為1200~1700 cm–1的拉曼峰附近觀察不到非晶碳的信號峰,非晶碳的形成與(Ti,Al)N 和(Ti,Al)C 鍵的自由能有關。相較而言,(Ti,Al)N 的自由能低,N 原子有限與Ti、Al 原子成鍵,待(Ti,Al)(C,N)晶格中的所有非金屬原子位置被占據,過飽和的C 原子將以非晶態C 的形式在晶界處沉淀[15],形成晶體/非晶復合結構。本研究沒有發現非晶C,應該與 C 在涂層中的相對含量有關。研究表明,若TiAlCN 涂層中Ti、Al 原子間形成結合能力較弱的金屬鍵,該金屬鍵類似于石墨結構中的范德華力,可使涂層表現出自潤滑性及金屬性[16]。
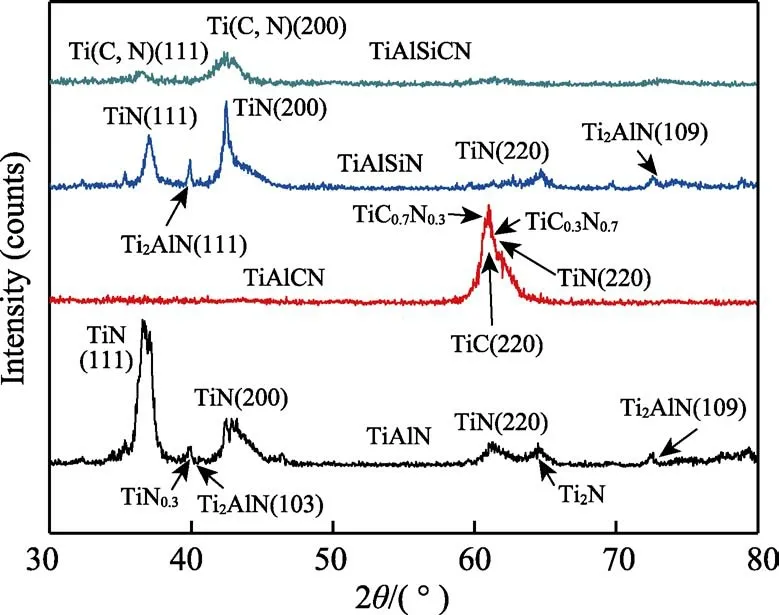
圖2 涂層的XRD 圖譜Fig.2 XRD pattern of coatings
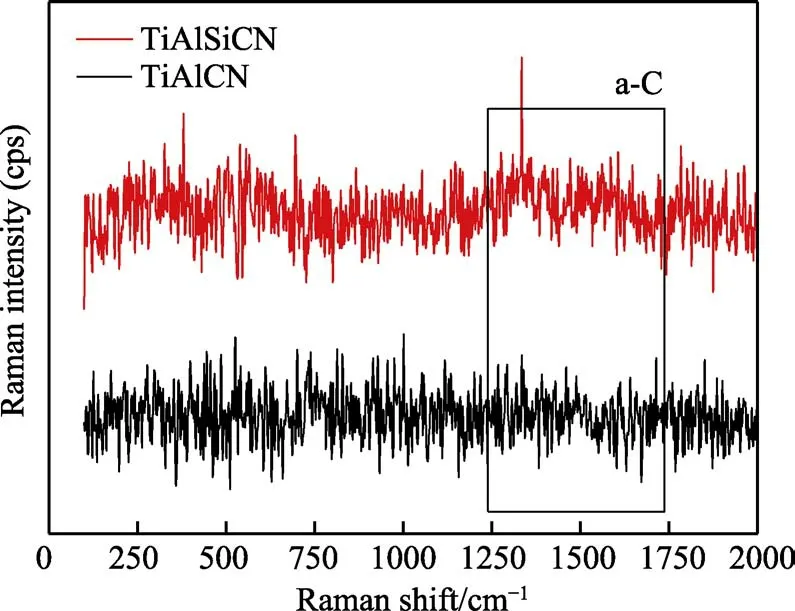
圖3 TiAlCN、TiAlSiCN 涂層的拉曼光譜Fig.3 Raman spectra of TiAlCN and TiAlSiCN coatings
TiAlN 中添加Si 元素后,TiAlSiN 涂層的衍射譜中,TiN(111)、(220)晶面的衍射峰強度降低,說明涂層中TiN 沿具有低自由能(111)、(220)密排面的取向生長被阻礙,TiN(200)晶面取向的生長被促進。相較于 TiAlCN,TiAlSiN 涂層衍射譜中又出現高硬相Ti2AlN 及Ti2N 的衍射峰,表明涂層中多相體系的形成主要取決于涂層成分。研究表明,在TiAlSiN 涂層中,Si 元素以非晶a-SiNx的形式存在,導致涂層中存在較多的無定型相,涂層中硬質相的納米晶在SiNx界面處偏析,形成非晶態的SiNx和(Ti,Al)N 晶的納微米復合結構。非晶的界面相SiNx抑制了涂層納米晶相晶粒的生長,有效阻滯了晶粒的位錯滑移,使得涂層在細晶強化和晶界強化的共同作用下,硬度和彈性模量得以提高[17-18]。TiAlN 中同時添加C、Si 元素后,TiAlSiCN 涂層的衍射峰強度均大幅度降低,涂層內部的結晶跡象不明顯。TiAlSiCN 涂層的衍射圖譜中并沒有產生如TiAlCN 涂層一樣的TiCN 相的衍射峰,因Ti—N、Ti—C 鍵的結合能及形成能分別為–9.08、–8.64 eV/atom 和–1.96、–0.89 kJ/mol,即在相同條件下,更容易形成TiN 及TiCN 相,說明涂層中的部分碳元素很可能跟硅元素一樣,以非晶的形式嵌于涂層中。C、Si 元素的共同摻雜使涂層的各生長取向均受到抑制,涂層主要呈(111)及(200)的擇優取向生長,且涂層的整體結晶程度較差,多以非晶相為主。圖3的拉曼光譜中,并沒有發現TiAlCN 涂層中存在非晶碳的信號峰,其主要與碳含量相對較少有關。TiAlSiCN 涂層中的 C 相對含量較高,在 1200~1700 cm–1拉曼光譜區間存在信號峰,代表涂層中有非晶碳的存在,說明相同工藝條件下,TiAlSiCN 涂層更容易析出碳,形成非晶碳結構[19-20]。
三維輪廓儀下,涂層的表面形貌如圖4 所示。二維輪廓儀表征得出TiAlN、TiAlCN、TiAlSiN、TiAlSiCN涂層的表面粗糙度Ra分別為 63.9、47.7、51.8、15.1 nm。在C、Si 元素的共同作用下,涂層的表面粗糙度顯著降低,其主要原因為乙炔導致氣體流量增大,涂層環境中的粒子碰撞概率也增大,涂層中形成大顆粒的概率和數量降低,涂層的表面粗糙度減小[21-22]。
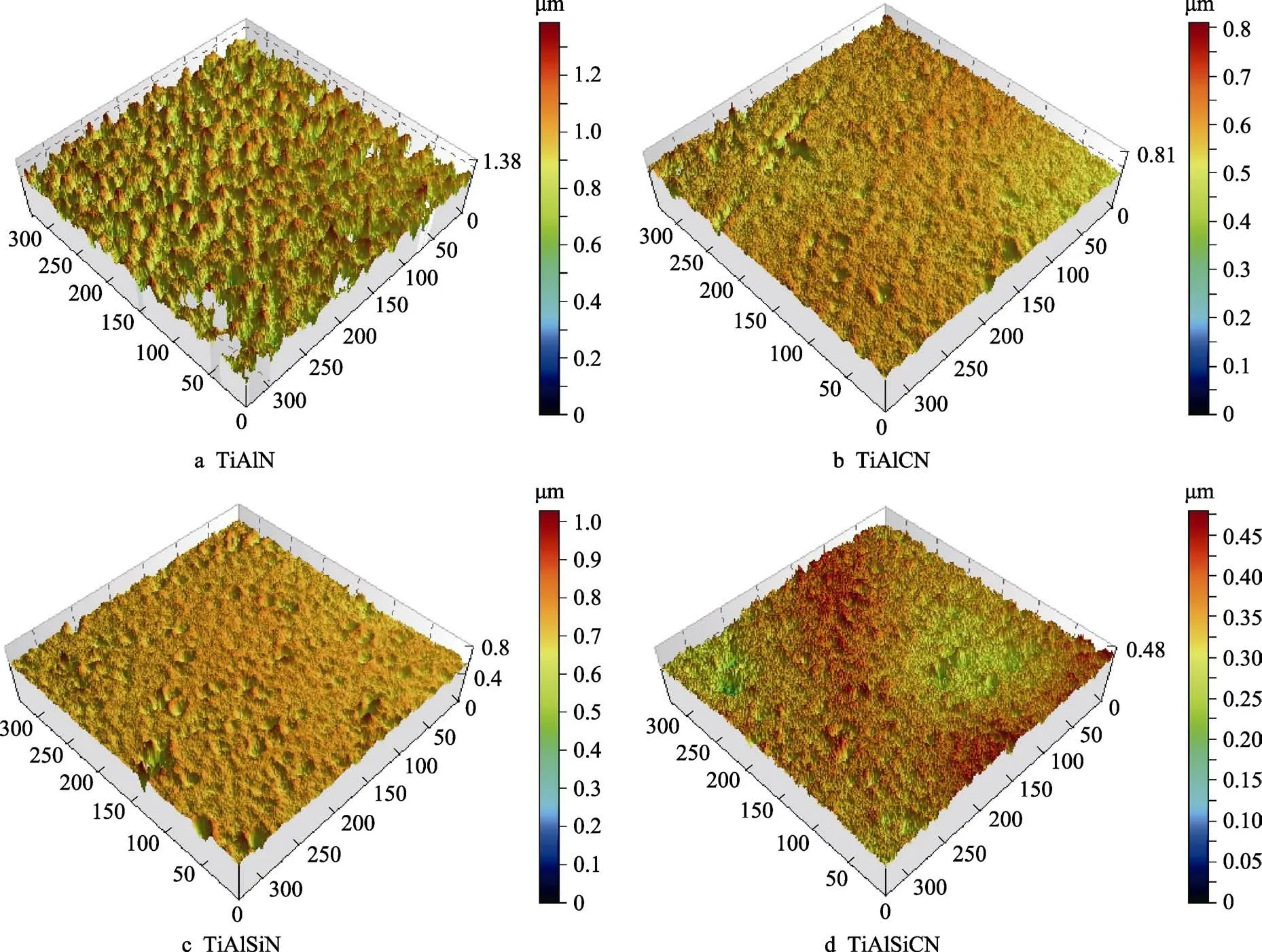
圖4 涂層的表面三維形貌Fig.4 Three dimensional surface morphology of coatings
2.2 涂層的力學及耐磨性能
納米壓痕儀表征 TiAlN、TiAlCN、TiAlSiN、TiAlSiCN 涂層的納米硬度及涂層后的不銹鋼試片的維氏硬度如圖5 所示。相較而言,TiAlSiN 涂層的硬度最高,為37.69 GPa。過多的元素摻雜并沒有提高涂層的硬度。TiAlSiCN 涂層硬度降低的主要原因為,C 的添加使涂層析出更多的非晶相及非晶碳和SiNx軟相,涂層硬度越高,則其內部結構越趨近于具有超模量的納米晶/非晶復合材料的設計理念[23-24]。維氏硬度值的提高為涂層和不銹鋼基底復合作用的結果,不銹鋼基底的維氏硬度為347.3HV,四種涂層不銹鋼基底復合硬度分別為1385.1、940.7、1509.4、1022.5HV。涂層顯著提高了基底的表面硬度,且維氏硬度與納米硬度的變化趨勢相同。
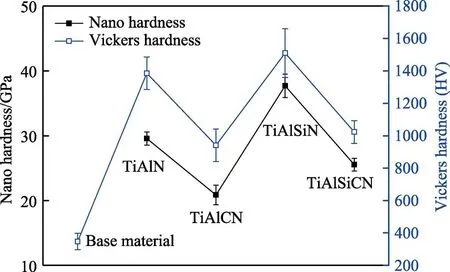
圖5 涂層的納米硬度及維氏硬度Fig.5 Nano hardness and Vickers hardness of coatings
納米劃痕儀表征四種涂層的摩擦系數曲線如圖6所示。在劃痕儀與涂層接觸的初期,測頭與涂層表面接觸,并逐漸達到“跑和”狀態。因此,在測頭滑動初期,摩擦系數曲線波動較大。當測頭與涂層處于“跑和”狀態時,摩擦系數波動曲線波動較小,圍繞一數值上下擺動。測頭繼續滑動,涂層的摩擦系數曲線波動又變大,主要原因是涂層在滑動載荷作用下出現裂紋或剝離現象[25]。因此,摩擦系數的突變也可以作為涂層與基體結合力強弱評判的參考。四種涂層中,TiAlSiN 涂層的摩擦系數最高,在穩定階段的摩擦系數為0.3 左右。TiAlSiCN 涂層的摩擦系數最低,約為0.1,可能與非晶碳相的形成有關。TiAlSiN 涂層的摩擦系數雖最高,但相比較而言,其與基體的結合強度最好。在約200 mN 載荷的條件下,TiAlSiN 涂層逐漸出現裂紋或剝離的現象,TiAlN、TiAlCN 涂層產生上述現象的載荷區間為100~150 mN。TiAlSiCN 涂層的結合性能最差,在載荷為50~100 mN 時,便產生裂紋或剝離現象。涂層與基體結合強弱主要與涂層的相結構及涂層結構設計有關,若涂層能與基體形成共格外延生長或通過調制方法對涂層進行多層化、梯度化設計,則可以大幅提高涂層與基體的結合性能[26]。
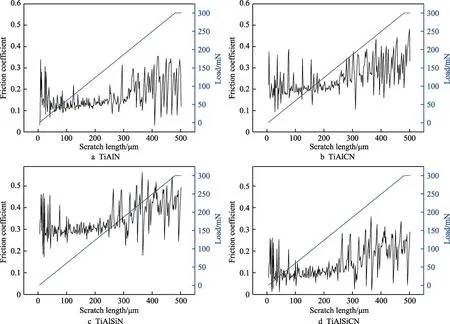
圖6 涂層的摩擦系數曲線Fig.6 Friction coefficient curve of coatings
涂層不銹鋼基體的耐磨性參照 GB/T 12444—2006 《金屬材料 磨損試驗方法試環-試塊滑動磨損試驗》規定的方法進行測定。該方法可以較好地評估涂層基體的耐磨性能,以比磨損率(Ws)作為涂層工件的耐磨性評判標準。Ws的計算公式為:
Ws=V/FpL
其中:V為磨損體積,μm3;Fp為載荷,N;L為相對滑動距離,m。TiAlN、TiAlCN、TiAlSiN、TiAlSiCN 涂層的磨損體積及比磨損率如圖7 所示。相同測試條件下,四種涂層基體的比磨損率分別為1.26、1.59、0.86、1.48 μm3/(N·m)。TiAlSiN 涂層基體的比磨損率最低,表現出較好的耐磨性,主要歸因于TiAlSiN 涂層的高硬度及良好的高溫穩定性[27]。在涂層的摩擦磨損過程中,非晶碳雖然可以形成具備自潤滑特性的碳轉移膜,起到減磨耐磨作用,但涂層具備高的硬度及結合力才是提高工件耐磨性能的關鍵。
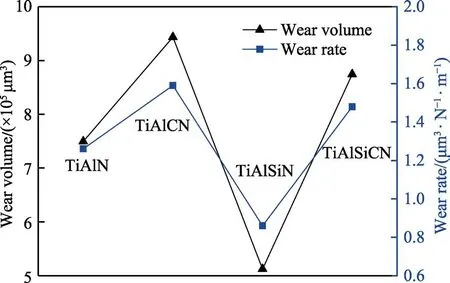
圖7 涂層的磨損體積及磨損率Fig.7 Wear volume and wear rate of coatings
2.3 涂層的切削性能
不銹鋼為較難加工的材料之一,在使用刀具對其進行成形加工過程中,易出現加工硬化、材料粘附、熱量集中、切削阻力大等現象,極大地降低了刀具的加工性能。為明顯體現各涂層性能,采用大進給、無冷卻的切削方式,涂層刀具的幾何參數及切削參數見表4。側削一段距離后,測量刀具的后刀面磨損量,并以國際標準規定的1/2 背吃刀量處后刀面上的磨損帶寬度作為刀具的磨鈍失效標準。如圖8 所示,無涂層刀具磨損較快,切削較短距離就已將達到磨鈍標準。對于涂層刀具,TiAlCN 涂層的磨損速率較快,主要歸因于其低的硬度。TiAlSiCN 涂層刀具在初期的磨損速率較低,主要原因為涂層中含有非晶碳而產生了具有自潤滑性能的碳轉移膜。待切削一段距離后,切屑帶走了大量的碳,外加切削熱的作用,刀具磨損速率迅速上升[28-29]。具備高硬度及結合性能的TiAlSiN 涂層切削距離最長,高硬度賦予涂層良好的耐磨性能,高結合性能阻礙了涂層在切削過程中由于沖擊振動而造成的過早萌生裂紋及剝落失效。
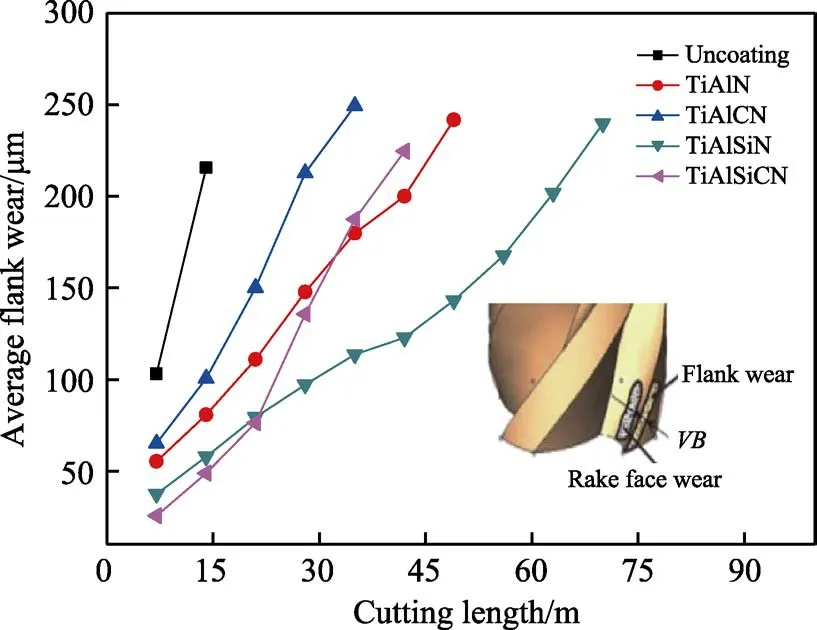
圖8 刀具磨損隨切削距離變化Fig.8 Variation of tool wear with cutting distance

表4 涂層刀具及其切削參數Tab.4 Parameters of coating tool and cutting test
工件已加工區域的表面粗糙度與切削距離的關系如圖9 所示,涂層顯著提高了工件的表面加工質量。TiAlSiN 涂層表面粗糙度及摩擦系數較大,這也是導致在開始加工階段工件已加工區域表面粗糙度較大的原因。隨著TiAlSiN 涂層刀具相對均勻地磨損,工件的表面粗糙度也在逐漸增大。采用TiAlSiCN涂層刀具,在開始加工階段的工件表面粗糙度較低,但隨著碳轉移及磨損的加劇,在切削距離達21 m 時,工件的表面粗糙度開始快速上升。工件的表面質量主要與涂層的自潤滑性能有關,但涂層硬度對于刀具壽命的提升較為關鍵。
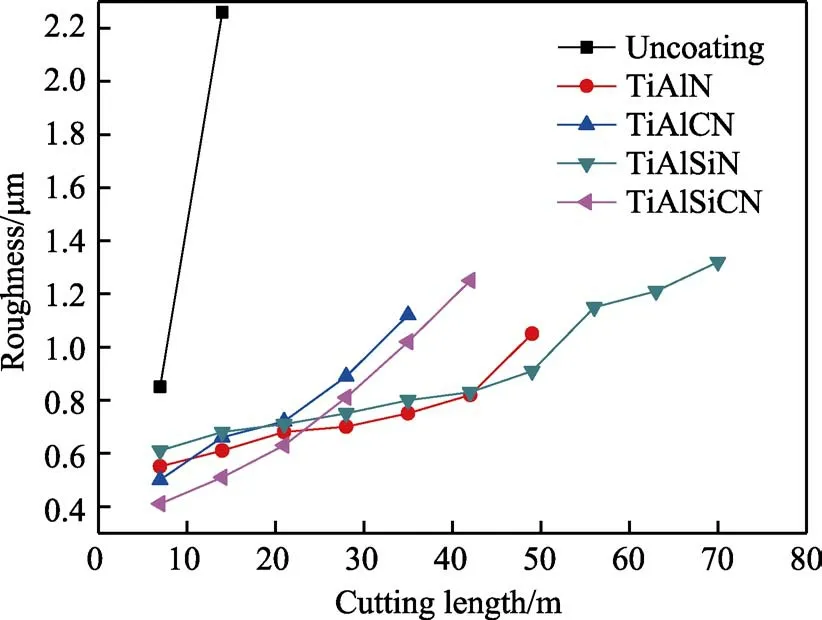
圖9 工件的表面粗糙度隨切削距離的變化Fig.9 Variation of workpiece surface roughness with cutting distance
3 結論
物理氣相沉積硬質涂層在現代工業體系中的應用越來越廣泛,在涂層的實際應用中,往往需要根據應用要求選擇合適的涂層。本文以目前市場化應用較為廣泛的三元TiAlN 涂層為摻雜對象,研究了C、Si單元素摻雜及共同摻雜對于涂層性能的影響,并得出以下結論:
1)實驗制備的TiAlN 涂層硬度為29.57 GPa,使其具備較高硬度的主要原因為典型的MAX 相Ti2AlN及比TiN 具備更高硬度的四方點陣相Ti2N 的形成。TiAlN 涂層中發現了TiN0.3相,TiN0.3的N 空位降低了涂層的晶格常數,使涂層的強度、硬度變大。本文首次報道了通過物理氣相沉積方法制備的涂層中發現TiN0.3相。
2)C、Si 元素同時添加到TiAlN 涂層中,可以顯著降低涂層的表面粗糙度,減小涂層的表面摩擦系數。僅添加C 元素會大幅度降低涂層的硬度及耐磨性,添加Si 元素可以使涂層的硬度大幅提升,但涂層表面摩擦系數較大。
3)TiAlN、TiAlCN、TiAlSiN、TiAlSiCN 四種涂層中,TiAlSiN 涂層的摩擦系數最高,但硬度最大,表現出較好的耐磨性,TiAlN 涂層次之,TiAlCN 涂層最差,說明硬度對于涂層耐磨性能的影響較大。
4)TiAlSiCN 涂層可使工件獲得較好的表面加工質量,但涂層的磨損對工件加工質量的影響較為關鍵。具備高硬度及良好耐磨性的TiAlSiN 涂層可使刀具擁有長距離切削的同時,提高工件的表面加工質量。