銅電解陰極板全自動V型開槽機控制系統研究及應用
2021-11-03 06:19:56楊陽衛東東
世界有色金屬 2021年14期
關鍵詞:系統
楊陽,衛東東
(中國瑞林工程技術股份有限公司,江西 南昌330031)
隨著我國銅電解行業的快速發展,永久性陰極電解法工藝得到廣泛應用,該工藝涉及使用到大量不銹鋼陰極板,不銹鋼陰極板市場需求量大[1-2]。在陰極板生產加工制造工序中,其中一道關鍵工序:開90。V型槽,陰極板底部V型槽加工若出現質量問題,會降低銅電解工藝流程中的陰極剝片機組生產處理能力。
針對目前國內陰極板生產加工V型槽主要采用數控銑床,銑床以銑刀旋轉運動為主運動,銑刀縱向進給為銑削量調節運動,盡管數控銑床加工的V型槽加工精度方面滿足陰極板質量要求,但是V型槽銑削加工效率較低,而且銑刀更換頻次高,導致陰極板加工聯動生產線整體產效率較低[3]。為此研發出一種新型陰極板V型開槽機,在機械結構全新設計的條件基礎上,設計了一種基于數字運動控制器的伺服驅動技術、PLC系統和人機操作界面等組成的全自動V型開槽機控制系統,采用刨削加工方式生產陰極板V型槽,刨槽行走機構由伺服驅動電機傳動同步絲桿,V型槽位置采用伺服數控定位刀具進給量,刀具在開槽行走機構的驅動下,對陰極板底部表面進行刨削直線往復運動[4]。
1 開槽工藝流程特點
本文設計的陰極板全自動V型開槽機聯動系統主要由搬運機器人、上料裝夾定位工作臺、新型開槽主機頭、氣動系統、液壓系統和電氣控制系統等組成。由搬運機器人將待開V型槽的不銹鋼板從上道工序轉運至開槽機的上料定位工作臺上,機器人放料離開至工作臺上方安全位后,發送開槽機裝夾定位指令,氣動系統中氣缸按順序動作將不銹鋼板定位至生產位置后,液壓系統油缸啟動工作,將不銹鋼板壓緊壓實,開槽主機機頭接收到物料裝夾到位和壓緊信號后,啟動開槽行走伺服電機和刨槽進給伺服電機運動,按生產工藝要求,在人機操作界面上選擇開槽主機機頭往復運動次數和設定每次刨削進給量,開槽機頭完成V型槽作業后,發送工裝放松啟動指令,等待工裝放松到位信號,自動發出取物料指令至搬運機器人前來取已開V型槽的不銹鋼板至下道生產工序。
根據陰極板V型槽加工工藝要求,V型槽的加工需在X和Y軸兩個方向上聯動協同控制,其中X軸方向代表刨槽行走方向,顯示V型溝槽的長度,Y軸方向代表刨削進給方向,顯現V型溝槽的深度。為了降低生產人員人工操作強度,必須簡化參數設定,采用人機對話界面觸摸屏,監視開槽機的運行狀態。開槽機的控制功能要求系統具備手動模式和自動模式,在手動模式,可以點動或連續動開槽機的相關裝置動作,可以任意調節刨削進給深度和刨削長度。在自動模式下,按照系統工藝要求預先設定好的刨削長度,刨削起終點、開槽位置、每刀溝槽深度和刨削次數,刨削出符合要求的V型槽。如圖1所示開槽機刨削工藝示意圖。
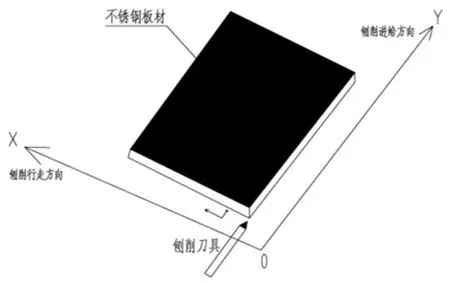
圖1 開槽機刨削工藝示意圖
2 控制系統設計與實現
2.1 硬件系統設計
陰極板全自動V型開槽機控制硬件系統主要包括動力配電系統、二次控制回路系統、PLC系統、運動控制伺服驅動系統、人機界面HMI系統、檢測傳感器和機械執行機構等。動力配電系統主要給開槽機整機提供動力電源,刨槽行走機構和刨削進給調節機構伺服驅動電機動力電源均采用交流AC220V的電源制式,由上端接觸器控制動力電源的分合閘;二次控制回路系統輸入/輸出電壓為DC24V,包括按鈕,旋鈕、中間繼電器和指示燈等二次回路均采用DC24V電源;PLC系統是整個開槽機的控制中樞系統,一切動作指令都由PLC系統發出,聯系著現場設備伺服驅動系統和人機界面觸摸屏;伺服驅動系統由運動控制器、伺服驅動器和交流伺服電機組成,X軸和Y軸各有一套;傳感器檢測單元分部在開槽機各個運動裝置上,配置有磁性開關、接近開關和光電檢測開關等傳感器,特別需要注意的是刨削行走X軸和刨削進給Y軸,為了保證兩軸安全運行,需在每軸的兩端分別加裝一個接近開關,作為軸運動的極限保護位,防止執行機構運行范圍超出,對設備和人員安全造成一定的威脅。控制系統硬件結構示意圖和開槽機兩軸伺服電機電氣原理圖分別見圖2和圖3所示。
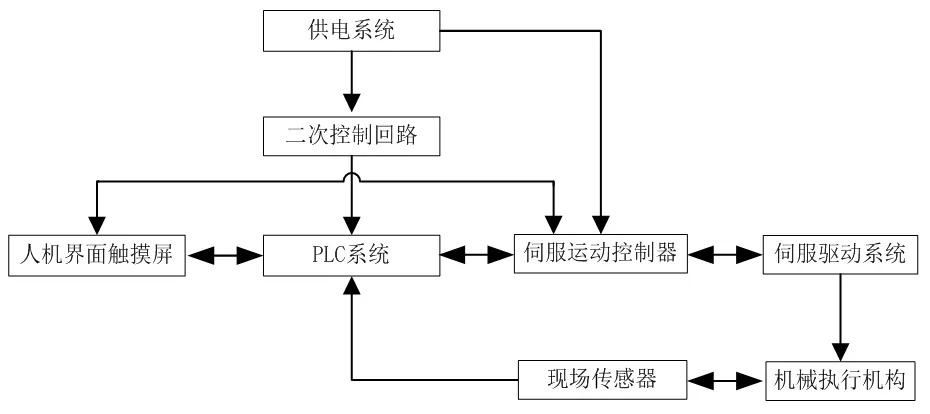
圖2 控制系統結構示意圖
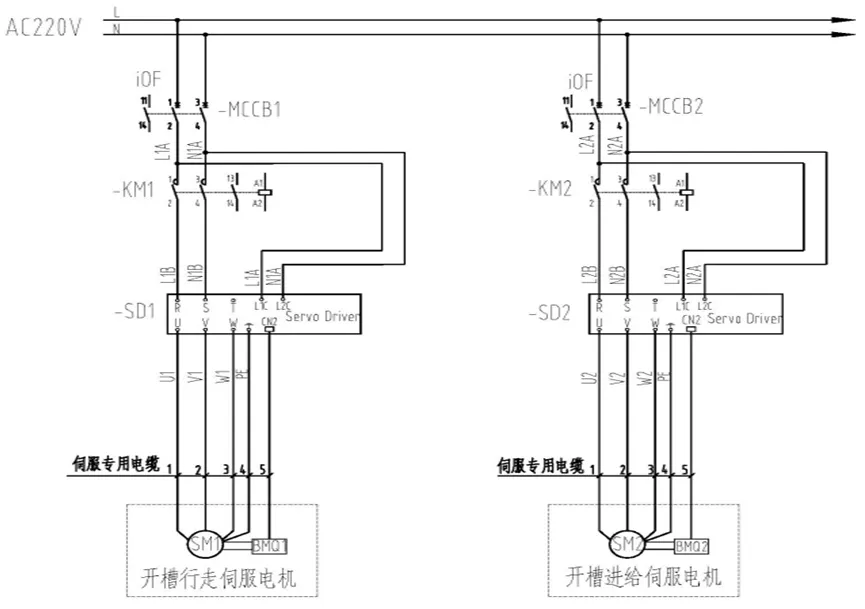
圖3 開槽機兩軸伺服電機電氣原理圖
2.2 軟件系統設計
根據工藝流程特點和硬件配置要求來進行陰極板全自動V型開槽機的軟件設計,以便于電氣維護人員后期維護設備,采用子程序調用指令,IO地址映射區編寫成一個獨立的字子程序FC塊,負責輸入/輸出信號的采集和管理,手動子程序負責在手動模式下的開槽機相關執行機構的手動運行,自動子程序負責在自動模式下開槽機的運行邏輯運算控制,觸摸屏參數設定子程序負責PLC和HMI之間的數據傳輸、存儲和調用管理,故障報警子負責采集開槽機相關裝置的故障信息,并傳輸至HMI上進行顯示監控,在OB1中進行調用各子程序FC塊。系統軟件流程如圖4所示。
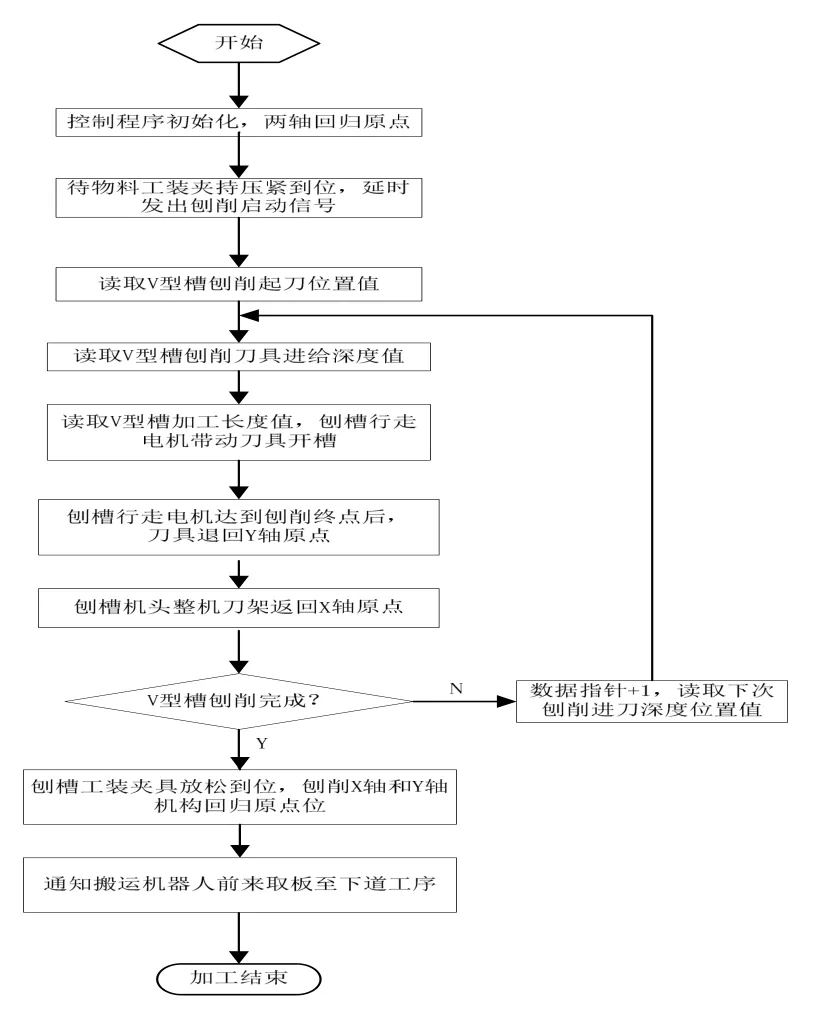
圖4 系統軟件流程圖
在觸摸屏上的人機界面HMI上開發如下畫面:主頁面用于展示開槽機整機操作界面,手動頁面顯示在手動模式的操作選擇點動或連續動,監視等信息,自動頁面包括自動運行狀態顯示、自動啟動軟按鈕、自動停止軟按鈕等控制信息。參數設定畫面重要參數設定,管理和監視等信息,對于一些關鍵工藝參數數據更改寫入,增加權限管理,防止操作人員對關鍵數據的錯誤寫入。
3 結束語
本文設計了一種基于數字運動控制器的伺服驅動技術、PLC系統和人機操作界面等組成的全自動V型開槽機控制系統,現場生產試驗應用表明,在進行陰極板底部窄長表面加工V槽時,基于伺服控制的開槽機更具優勢,加工的V型槽質量和精度均符合銅電解工藝要求,且加工效率高,操作人員勞動強度大幅度降低,同時進一步提高了不銹鋼陰極板加工聯動生產線的整機生產效率。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
