汽車覆蓋件端拾器仿真與離線制作研究及其應(yīng)用
2021-11-02 01:15:08方鎮(zhèn)斌廣汽乘用車有限公司
鍛造與沖壓 2021年20期
關(guān)鍵詞:調(diào)試
文/方鎮(zhèn)斌·廣汽乘用車有限公司
基于ABB RobotStudio 軟件搭建汽車覆蓋件沖壓生產(chǎn)線進(jìn)行端拾器線上制作,仿真自動(dòng)化線生產(chǎn)節(jié)拍,并輸出端拾器尺寸用于線下預(yù)調(diào)安裝,節(jié)約在生產(chǎn)線上安裝調(diào)試工時(shí),提升自動(dòng)化調(diào)試生產(chǎn)效率。同時(shí),因平臺(tái)仿真局限性,制作端拾器仿形架,配合模具地面調(diào)試時(shí)即可完成端拾器調(diào)整與角度校正。最終實(shí)現(xiàn)新車型回廠后首次上生產(chǎn)線即可帶端拾器進(jìn)行自動(dòng)化調(diào)試并實(shí)現(xiàn)聯(lián)動(dòng)出件,上機(jī)調(diào)試工時(shí)削減77.8%,極大提升新車型模具自動(dòng)化調(diào)試效率。
隨著汽車更新迭代周期不斷縮短,對(duì)沖壓模具新車型調(diào)試周期提出了更高的考驗(yàn),從模具加工制造后回廠至實(shí)現(xiàn)量產(chǎn)的周期逐漸壓縮至三個(gè)月,因此如何最大化利用沖壓生產(chǎn)線的調(diào)試工時(shí)便是重中之重。沖壓生產(chǎn)線調(diào)試階段主要包含自動(dòng)化調(diào)試、面品改善、試制裝車、精度改善等。其中自動(dòng)化調(diào)試階段作為首個(gè)關(guān)卡,其效率直接影響整個(gè)模具調(diào)試周期的效率及人員積極性。自動(dòng)化調(diào)試階段可歸納為端拾器制作(工時(shí)約占70%)、機(jī)器人軌跡調(diào)試(工時(shí)約占25%)、程序配方調(diào)試(工時(shí)約占5%)三個(gè)步驟。
汽車覆蓋件沖壓生產(chǎn)線仿真平臺(tái)建立與應(yīng)用
沖壓生產(chǎn)線簡(jiǎn)介
如圖1 所示,沖壓生產(chǎn)工藝包含材料拆垛、清洗、拉延、修邊、沖孔、整形等工藝。其中工序與工序間使用機(jī)器人進(jìn)行工序件搬運(yùn)。端拾器是指安裝于機(jī)器人上的一套真空吸附工裝,一般由主桿、分支桿、真空吸盤、端拾器母盤組成,如圖2 所示,端拾器的吸附穩(wěn)定性將直接影響沖壓生產(chǎn)線的搬運(yùn)效率。

圖1 沖壓生產(chǎn)線工藝布局
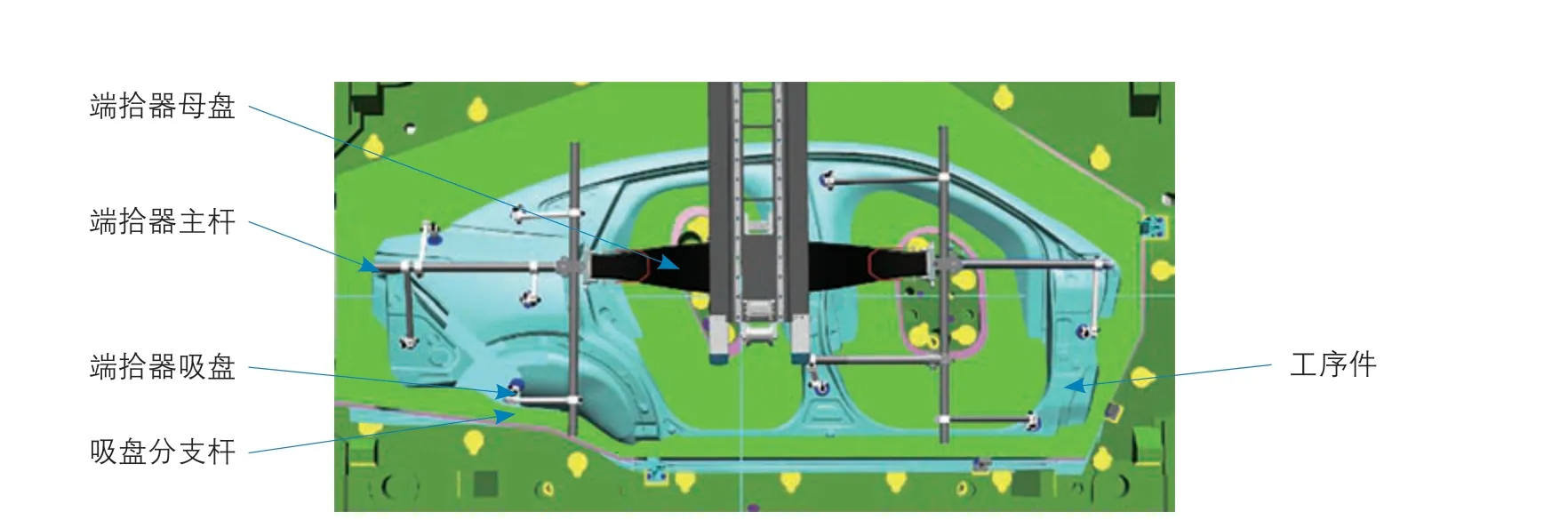
圖2 端拾器結(jié)構(gòu)
傳統(tǒng)端拾器制作方法主要為上機(jī)制作,將模具安裝至沖壓生產(chǎn)線上,并調(diào)整機(jī)器人至模具下模型面,結(jié)合型面特征匹配制作端拾器,整體流程圖大致如圖3 所示,每套零件上機(jī)調(diào)試工時(shí)約為22.5 小時(shí)。

圖3 端拾器制作工藝流程圖
沖壓生產(chǎn)線模型建立
為縮短端拾器及自動(dòng)化調(diào)試時(shí)間,需將端拾器制作及軌跡調(diào)試階段提前至模具首次上機(jī)前完成。因此,基于ABB Robot Studio 平臺(tái),布局五序沖壓生產(chǎn)線模型。如圖4 所示,生產(chǎn)線模型由線首拆垛單元、清洗單元、自動(dòng)沖壓及搬送單元、線尾裝箱單元構(gòu)成。其中生產(chǎn)線壓機(jī)采用濟(jì)南二機(jī)床2000t 伺服壓力機(jī)+4臺(tái)1000t 機(jī)械壓力機(jī),自動(dòng)化搬運(yùn)則采用ABB 7600搬運(yùn)機(jī)器人搭配直線七軸,為保障模型仿真準(zhǔn)確性,其中壓機(jī)間距、壓機(jī)工作臺(tái)尺寸、壓機(jī)行程曲線、機(jī)器人與直線七軸型號(hào)規(guī)格、機(jī)器人硬軟件版本等參數(shù)需與現(xiàn)場(chǎng)實(shí)際安裝尺寸保持一致。
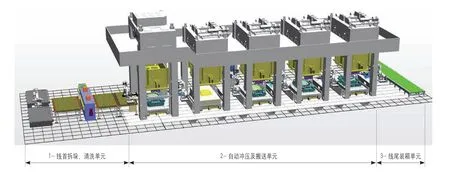
圖4 沖壓生產(chǎn)線建模模型
新車型模具端拾器制作與仿真
模型搭建后,按如下流程開展端拾器線上仿真制作。
⑴模具、工件導(dǎo)入。
在基本-導(dǎo)入幾何體-瀏覽幾何體菜單目錄下,將上下模、沖壓完成前后板件導(dǎo)入相應(yīng)工序內(nèi),并對(duì)模具數(shù)模進(jìn)行簡(jiǎn)易處理,如抽殼、刪除內(nèi)部幾何體,壓縮文件大小,有利后續(xù)數(shù)模仿真工作,如圖5 所示。

圖5 模具、工件導(dǎo)入
⑵端拾器布局。
導(dǎo)入端拾器標(biāo)準(zhǔn)工具庫(kù),根據(jù)板件形狀進(jìn)行布局。該功能可結(jié)合現(xiàn)場(chǎng)端拾器使用規(guī)格,提前建立標(biāo)準(zhǔn)端拾器模型庫(kù),設(shè)計(jì)階段可導(dǎo)出采用,縮短仿真工時(shí),提升效率。通過(guò)線上各工序的設(shè)計(jì)制作,最終輸出《沖壓生產(chǎn)線自動(dòng)化仿真輸出卡》,定義各工序端拾器使用規(guī)格、尺寸、吸盤數(shù)量等數(shù)據(jù),現(xiàn)場(chǎng)使用方根據(jù)輸出卡在模具回廠前即可提前制作完成。見(jiàn)圖6、圖7。
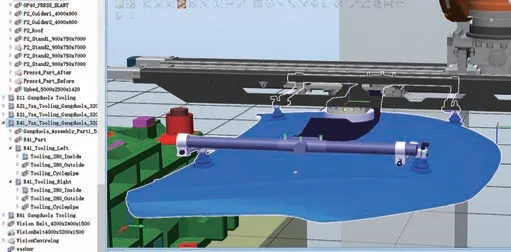
圖6 端拾器布局模型
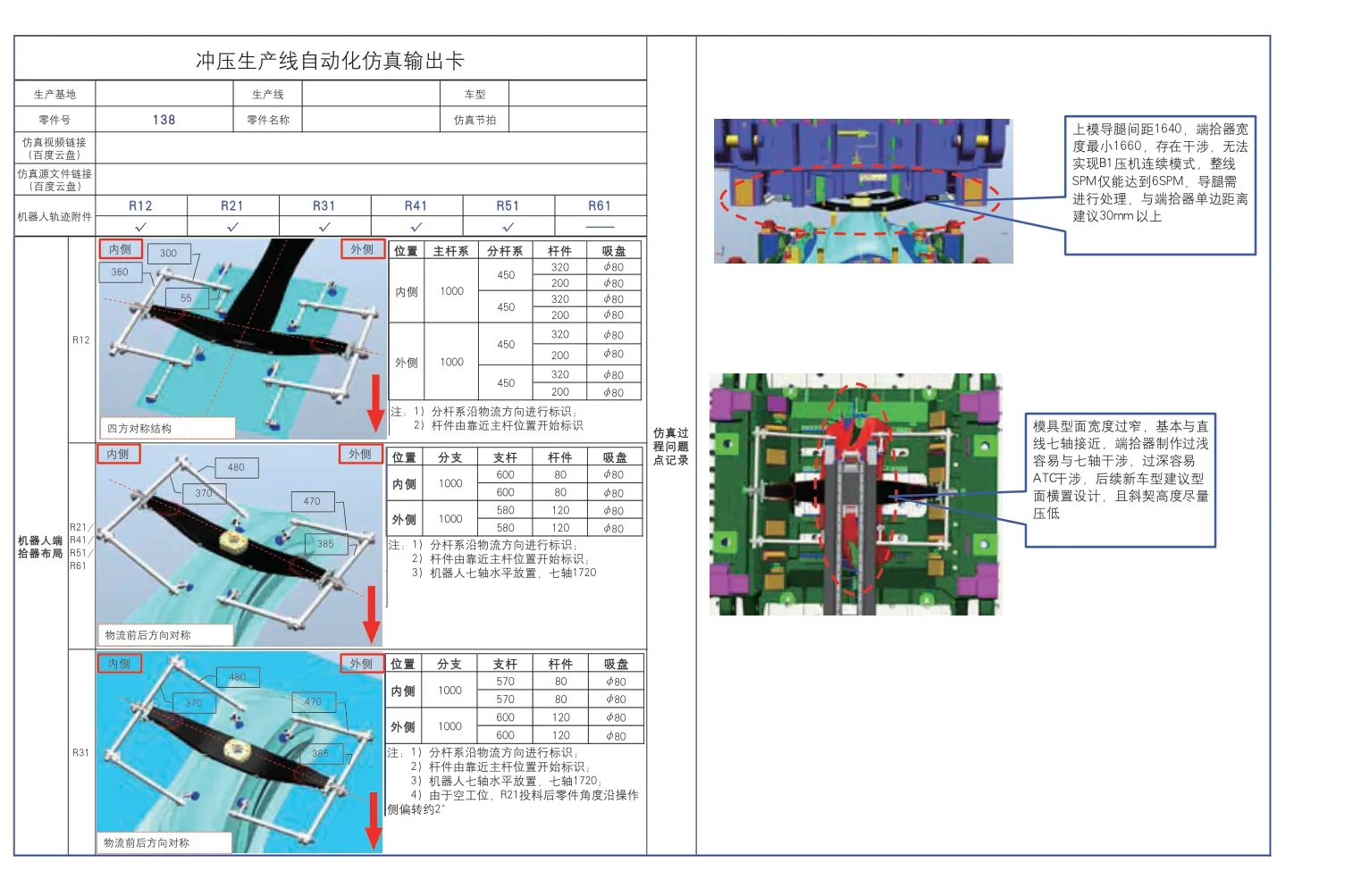
圖7 沖壓生產(chǎn)線自動(dòng)化仿真輸出卡
⑶機(jī)器人軌跡示教與生產(chǎn)線節(jié)拍仿真。
利用虛擬示教器,對(duì)相應(yīng)工序下機(jī)器人Stamp Ware 軟件內(nèi)各軌跡點(diǎn)進(jìn)行示教,通過(guò)仿真-仿真邏輯-事件管理器,對(duì)各工作站信號(hào)事件進(jìn)行設(shè)置,實(shí)現(xiàn)各動(dòng)作仿真。通過(guò)該功能,可模擬出制作端拾器對(duì)應(yīng)下的生產(chǎn)節(jié)拍,實(shí)際應(yīng)用過(guò)程中結(jié)合節(jié)拍要求可進(jìn)一步優(yōu)化端拾器布局。同時(shí),該機(jī)器人仿真軌跡點(diǎn)數(shù)據(jù)可直接導(dǎo)出至現(xiàn)場(chǎng)機(jī)器人應(yīng)用,進(jìn)一步提升現(xiàn)場(chǎng)調(diào)試效率。見(jiàn)圖8、圖9。
圖8 機(jī)器人軌跡點(diǎn)示教
圖9 生產(chǎn)節(jié)拍(SPM)仿真
仿真平臺(tái)應(yīng)用優(yōu)點(diǎn)及局限性
該平臺(tái)可實(shí)現(xiàn)兩大功能:端拾器設(shè)計(jì)及尺寸輸出、機(jī)器人軌跡調(diào)試及輸出,通過(guò)平臺(tái)輸出相應(yīng)數(shù)據(jù)可提前完成端拾器工裝制作。經(jīng)過(guò)兩套新車型應(yīng)用,發(fā)現(xiàn)仍存在如下不足點(diǎn):⑴端拾器尺寸數(shù)據(jù)在制作時(shí)無(wú)法體現(xiàn)擺角;⑵機(jī)器人軌跡輸出至現(xiàn)場(chǎng)應(yīng)用時(shí)發(fā)現(xiàn)偏差值≥15mm,大于機(jī)器人吸附精度2mm 要求,現(xiàn)場(chǎng)需二次調(diào)整軌跡。端拾器仿真平臺(tái)存在問(wèn)題點(diǎn)見(jiàn)表1。
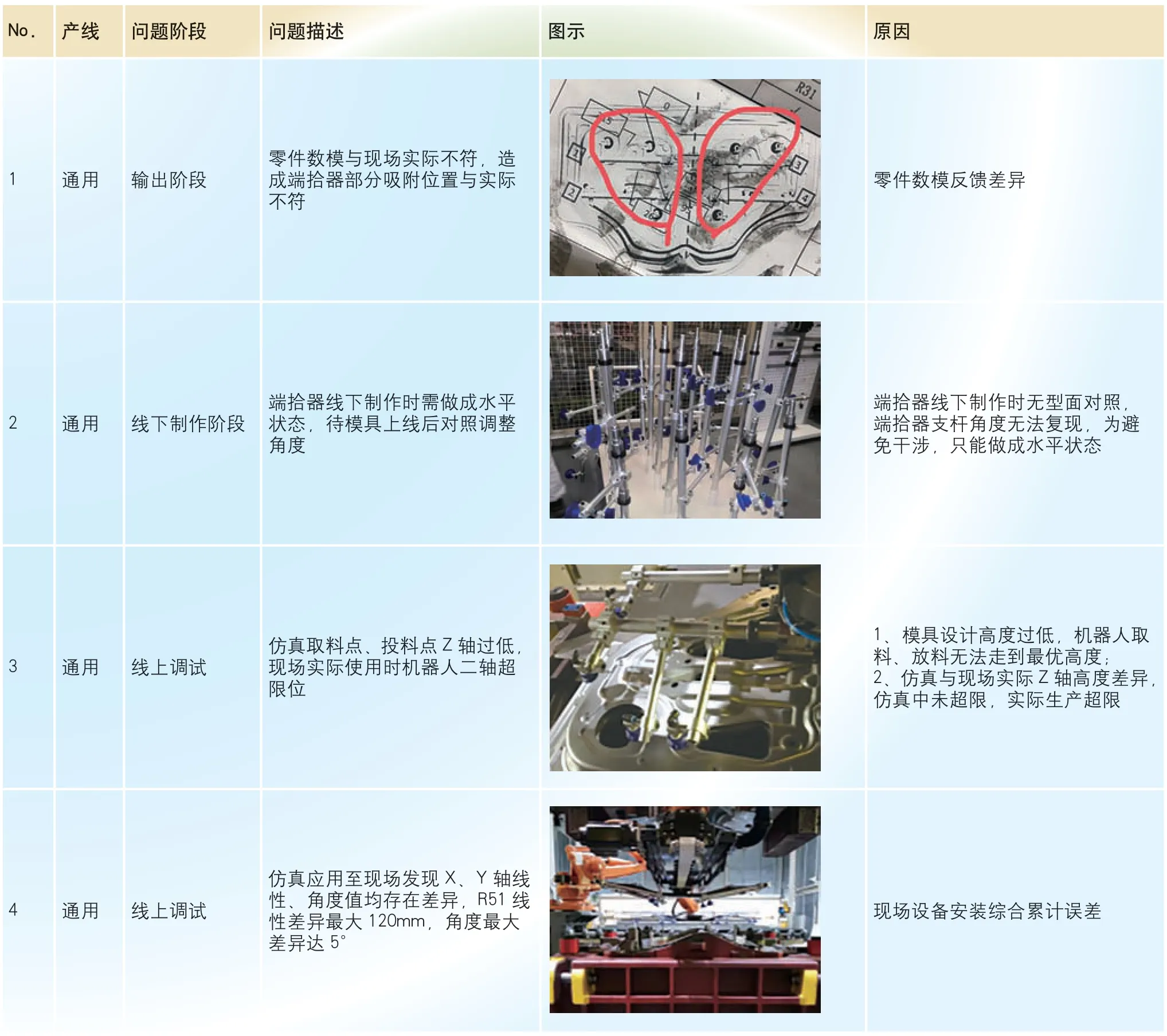
表1 端拾器仿真平臺(tái)存在問(wèn)題點(diǎn)
端拾器離線平臺(tái)應(yīng)用
離線端拾器仿形架的設(shè)計(jì)
基于生產(chǎn)線仿真平臺(tái)的局限性,參考同行業(yè)線下制作端拾器案例,設(shè)計(jì)制造一款便捷式可移動(dòng)仿形架,如圖10 所示,配合模具型面進(jìn)行端拾器二次調(diào)整。
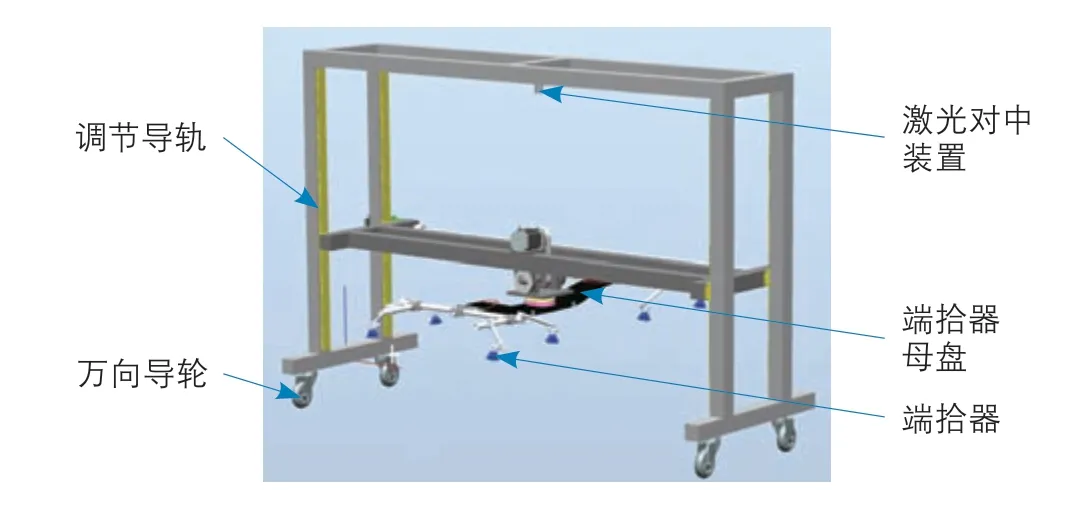
圖10 端拾器仿形架設(shè)計(jì)圖
主要特點(diǎn):⑴0.3 ~1.8m 高度可調(diào),母盤中心位置可調(diào),適用所有模具;⑵不同端拾器母盤均可使用;⑶便攜式可移動(dòng)腳輪;⑷配備激光對(duì)中定位裝置。
應(yīng)用情況
如圖11、圖12 所示,通過(guò)制作仿形架后,將仿真平臺(tái)離線制作端拾器安裝至仿形架上,并在模具回廠后地面確認(rèn)階段時(shí)完成端拾器二次調(diào)整,完成端拾器角度、吸盤壓縮量?jī)?yōu)化,最終實(shí)現(xiàn)與主線100%匹配使用。

圖11 端拾器仿形架應(yīng)用
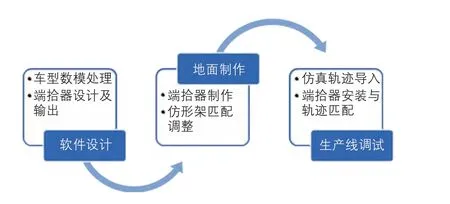
圖12 端拾器仿形架應(yīng)用流程
通過(guò)該仿形架配合仿真平臺(tái)應(yīng)用,如表2 所示,某新車型回廠單個(gè)零件上機(jī)調(diào)試時(shí)間由22.5h 削減至5h,削減率77.8%,按新車型平均11 個(gè)零件計(jì)算,可節(jié)約上機(jī)工時(shí)192.5h,按每個(gè)工作日8h 核算,整體調(diào)試進(jìn)度可提前24 個(gè)工作日。
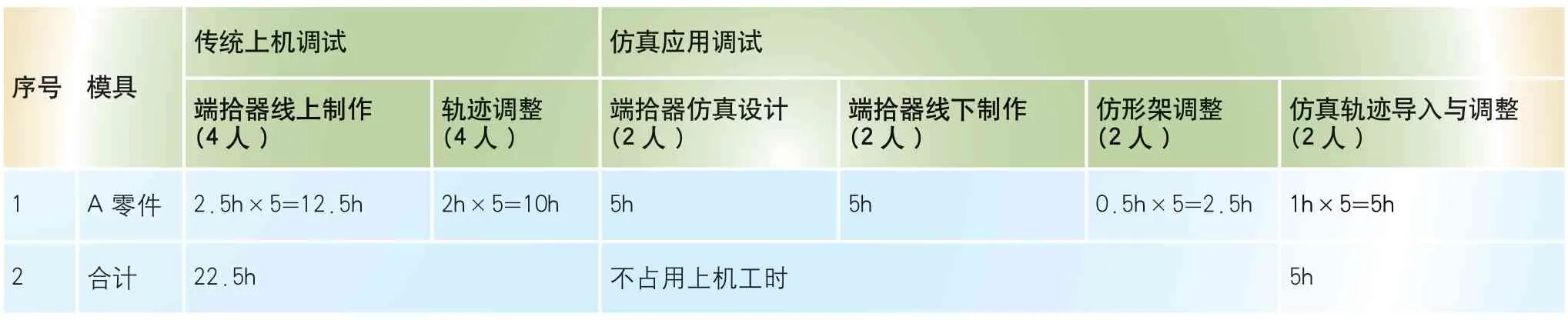
表2 傳統(tǒng)調(diào)試與仿真應(yīng)用上機(jī)工時(shí)對(duì)比
從總工時(shí)方面核算,傳統(tǒng)端拾器調(diào)試工時(shí)為990h,仿真應(yīng)用工時(shí)為385h,削減率為61.1%,極大提升工作效率。
結(jié)束語(yǔ)
通過(guò)實(shí)際新車型模具調(diào)試應(yīng)用案例可以看到,汽車覆蓋件的虛擬仿真平臺(tái)已基本成熟,通過(guò)虛擬仿真技術(shù)可提前預(yù)制端拾器工裝,并將仿真軌跡導(dǎo)入至實(shí)際生產(chǎn)線中,減少模具回廠后自動(dòng)化調(diào)試工時(shí),極大提升調(diào)試效率。但是由于軟件本身的局限性,無(wú)法滿足沖壓生產(chǎn)線自動(dòng)化精度要求,因此設(shè)計(jì)制作仿形架輔助完成端拾器調(diào)試工作,避免在主線上進(jìn)行二次返工,改善人機(jī)工程。結(jié)合兩者改善,新車型自動(dòng)化調(diào)試效率提升77.8%,為工廠實(shí)現(xiàn)智能制造奠定基礎(chǔ)。


紅樓夢(mèng)
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(shè)(2018年1期)2018-07-10 09:49:50
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:21
中國(guó)核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
中國(guó)房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(shè)(2015年5期)2015-12-01 04:17:19
電子設(shè)計(jì)工程(2015年3期)2015-02-27 12:04:00