車身沖壓工藝與焊接工藝調(diào)試驗收
2021-11-02 01:15:08魏國旗東風(fēng)商用車有限公司車身廠
鍛造與沖壓 2021年20期
文/魏國旗·東風(fēng)商用車有限公司車身廠
本文著重介紹車身沖壓工藝與車身焊接工藝中驗收的重要性和技術(shù)驗收的基本方法,尤其是新產(chǎn)品車身開發(fā)的相關(guān)環(huán)節(jié),對相關(guān)環(huán)節(jié)進行了描述,為白車身制造的精度提升提出了看法和意見,僅供同行的專業(yè)工程師參考。
車身焊接總成作為商用車一個大型零部件總成,近二十年來成為我國汽車制造領(lǐng)域里不可或缺的一個開發(fā)項目,尤其是用戶的需求多樣性,一些公司為迎合用戶的青睞,使得車身制造公司在新產(chǎn)品開發(fā)方面不斷地推出車身新產(chǎn)品,由于開發(fā)周期的不斷縮短(原來5 ~8 年的開發(fā)時間,現(xiàn)今縮短到8 個月至1 年時間),開發(fā)時間的縮短,使得車身沖壓工藝和焊接工藝在批量投產(chǎn)后,白車身總成精度不斷出現(xiàn)下滑,前風(fēng)窗漏雨、車身左右不對稱、懸置孔部位異響等問題不斷發(fā)生,這樣一來,就凸顯出在車身沖壓與焊接工藝驗收方面的一些短板。
短板產(chǎn)生的由來
短板一:沖壓件工藝驗收
目前,在我們國家的模具制造領(lǐng)域,有不少模具制造公司在模具制造方面缺少加工工藝標(biāo)準(zhǔn),由于模具制造環(huán)節(jié)多、模具制造工藝技術(shù)人員缺乏,按圖加工、企業(yè)口述模具加工方式十分普遍,尤其是一些模具制造公司業(yè)務(wù)量繁忙時,加工方式和所用材料更是五花八門,再加上模具需求廠家由于對模具的加工工藝不甚了解,技術(shù)協(xié)議編制不規(guī)范,沒有模具合格水平的具體驗收標(biāo)準(zhǔn)要求,尤其是沒有模具的(靜態(tài)、動態(tài))驗收條款,這就造成模具制造工藝質(zhì)量沒有保證,出現(xiàn)短板,這種現(xiàn)象有如下幾個方面。
⑴沖壓件沒有調(diào)試合格,沖壓件主要產(chǎn)品件沒有PT 階段品質(zhì)評價(如:地板縱梁、鼓包、前圍擋板、左右側(cè)圍外板、后圍板、頂蓋、車門里板等沒有合格水平檢測數(shù)據(jù))。規(guī)范的做法是,這些沖壓件在下道工序焊接夾具上要對焊接夾具進行精度驗證。
⑵沖壓件檢具制造與沖壓件調(diào)試驗收不同步,模具驗收時,沖壓件檢具還在制造過程中,沖壓件檢具應(yīng)該在模具制造周期前完成,當(dāng)模具驗收時,沖壓件檢具可以充分發(fā)揮作用。圖1 為某車型車身后縱梁沖壓件專用檢具。

圖1 某車型車身后縱梁沖壓件專用檢具
⑶在上述兩個條件不具備的情況下,應(yīng)該考慮使用三坐標(biāo)對沖壓件精度合格率進行驗證,這是一個十分重要的技術(shù)環(huán)節(jié)。但這種做法周期長,專業(yè)性比較強,一個新車型沖壓件,短時間很難完成檢測任務(wù),勢必拖后一個新車上市的時間表。圖2 為某三坐標(biāo)檢測樣架,圖3 為使用便攜式三坐標(biāo)進行檢測。

圖2 三坐標(biāo)檢測樣架

圖3 使用便攜式三坐標(biāo)檢測
短板二:焊接件工藝驗收
車身焊接工藝是完成組裝白車身的一個重要環(huán)節(jié),要通過沖壓件在分裝焊接夾具及焊接線上的試裝來驗證焊接夾具可行性。近年來,一些車身制造公司為了節(jié)約產(chǎn)品資金投入,省去了沖壓件檢具的制造,理由是可以依據(jù)焊接夾具來驗證沖壓件的合格水平,但這種做法存在一定的風(fēng)險,尤其需要三坐標(biāo)配合對沖壓件的反復(fù)驗證,當(dāng)焊接夾具驗收時,會嚴(yán)重影響焊接夾具及焊接線的驗收進度。
車身焊接線與分裝焊接夾具的驗收是兩個不同的工藝范疇,如果分裝焊接的夾具精度和焊接線不一致,分裝件就很難在焊裝線上進行工藝實施,尤其是我們一些車身制造公司,在車身制造工藝技術(shù)提升方面,車身的分裝夾具為老式夾具不變,把白車身焊裝線進行工藝提升,使用機器人焊接,這樣一來,分裝的焊接件百分之百在焊裝線上無法定位焊接(新舊夾具精度偏差太大),從形狀定位到基準(zhǔn)孔定位都無法實施。車身焊接工藝又是一個強悍工藝過程,因為沖壓件在離開模具的同時,或多或少都存在著板料回彈,夾具“捆綁”就是保證精度的必要條件。焊接工藝短板有以下幾個方面。
⑴白車身焊接分裝夾具驗收無合格沖壓標(biāo)準(zhǔn)樣件,由于分裝夾具沒有標(biāo)準(zhǔn)樣件在夾具上調(diào)試實施,在焊接夾具驗收的過程中(靜態(tài)與動態(tài)驗收)環(huán)節(jié)缺失,造成分裝驗收走過場,使夾具驗收發(fā)現(xiàn)的問題無法判定;在不合格沖壓件進入焊接夾具后出現(xiàn)定位銷無法定位問題、零件與夾具支撐點間隙問題、加強板下落不到位問題、搭接件無法相互搭接到位問題、夾具壓頭與產(chǎn)品件干涉問題等等,成為焊接短板。如圖4 所示,因故導(dǎo)致縱梁定位銷部位間隙15mm 無法下落。

圖4 縱梁定位銷部位間隙15mm 無法下落
⑵由于分裝焊接件精度處于失控狀態(tài),必然會在焊接線的驗收調(diào)試中顯現(xiàn)矛盾,如地板線、總裝線的產(chǎn)品通過性調(diào)試中,由于焊接線定位比分裝夾具更為復(fù)雜,搭接件接觸點更多,同樣會出現(xiàn)定位銷無法定位、產(chǎn)品件與支撐點間隙越來越大、搭接件相互搭接更為困難等問題,嚴(yán)重時由于沖壓件問題的影響,不僅會造成焊接驗收問題難以判斷,還會造成車身焊接驗收工作無法進行下去。圖5 為地板總成主次定位示意圖。
⑶尤其是一些機器人焊接線,由于分裝產(chǎn)品件(沖壓件不合格)不合格,造成機器人智能線調(diào)試通過時,機器人因產(chǎn)品件精度不達標(biāo)而不工作,有時為了焊接線整體調(diào)試進度原因,不得不將機器人焊接精度降低來保證調(diào)試進度,但白車身焊接精度這個總目標(biāo)就無法實現(xiàn)。圖6 所示為機器人焊接。
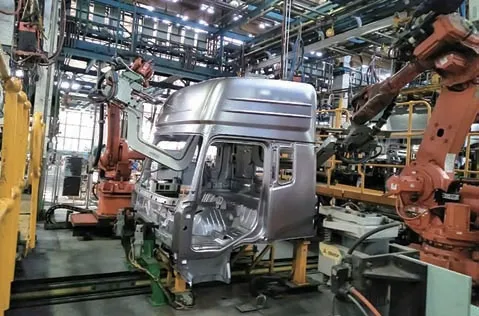
圖6 機器人焊接
⑷車身焊接工藝工裝的驗收還涉及到白車身車型派生問題,由于車型派生的需要,焊接線一般都是多品種生產(chǎn),焊接自動線的夾具制造分通用型焊接功能及專用型車型焊接功能,尤其是調(diào)試驗收工作需要一個專業(yè)技術(shù)團隊,不少車身制造公司在技術(shù)團隊專業(yè)人員缺失情況下,為了焊接線的按時交付,帶著問題接收,致使焊接線在安裝后的生產(chǎn)中問題不斷,無法進行焊接線的節(jié)拍實施達成,焊接的白車身不合格,成為焊接工藝短板。
規(guī)范項目負責(zé)制
沖壓工藝項目
⑴把好模具方案設(shè)計評審關(guān)。
一般車身制造公司具備模具制造能力的不多,往往會把模具設(shè)計制造項目委托給模具制造公司進行沖壓件模具的設(shè)計制造工作,模具制造公司拿到車身產(chǎn)品圖紙后,對車身產(chǎn)品的模具數(shù)量進行工藝排布。排布方案出來以后,提交主機公司進行方案評審,主機公司應(yīng)組織專業(yè)工藝人員對方案進行評審,模具方案的評審十分重要,模具的數(shù)量多少,方案合理不合理,關(guān)鍵在評審人員的專業(yè)水平高低,其中最重要的是模具的工藝合理性布局,這里邊涉及到材料的利用率、模具工序的多少、哪些產(chǎn)品件采用復(fù)合模加工等等。
⑵把好模具結(jié)構(gòu)設(shè)計評審關(guān)。
有不少模具設(shè)計廠家模具設(shè)計技術(shù)水平高低不一,尤其是對模具使用現(xiàn)場經(jīng)驗不足,對模具大小、受力復(fù)雜程度認知不到位,在這種情況下,很容易造成模具設(shè)計撐強不達標(biāo),在未來的模具使用中造成斷裂隱患。還有模具設(shè)計漏項問題,如有些模具只設(shè)計工作銷,漏掉模具安全銷的設(shè)計問題,這些在我們的模具結(jié)構(gòu)設(shè)計評審中時有發(fā)生。
⑶把好模具靜態(tài)驗收關(guān)。
模具的靜態(tài)驗收主要是管控模具制造質(zhì)量及模具標(biāo)準(zhǔn)件、易損件使用,說起模具標(biāo)準(zhǔn)件使用,有不少模具設(shè)計制造廠家為了降成本,應(yīng)該使用合格標(biāo)準(zhǔn)件的,結(jié)果安裝上去的大都是非標(biāo)件;就拿沖頭來講,標(biāo)準(zhǔn)件沖頭自身都有電腦字碼,這是標(biāo)準(zhǔn)件身份的標(biāo)志,字碼涵蓋了沖頭的直徑、長度、硬度等參數(shù),一旦用戶使用中磨損,可以根據(jù)磨損沖頭的字碼標(biāo)志進行更換。還有就是拉延模具的硬度,對于模具硬度檢測也有標(biāo)準(zhǔn)規(guī)定,一般要求在55 ~65HRC,如果靜態(tài)驗收對硬度不檢查,或檢查不規(guī)范,一旦模具硬度不達標(biāo),模具在使用過程中就會出現(xiàn)早期磨損,嚴(yán)重影響沖壓件的產(chǎn)品精度及模具使用壽命。還有模具的鑲塊間隙配合、導(dǎo)柱導(dǎo)板的接觸面積等等,都屬于靜態(tài)把關(guān)范圍,由于大學(xué)專業(yè)課里沒有模具靜態(tài)驗收這方面的專業(yè)知識,因此這些都需要企業(yè)技術(shù)領(lǐng)域?qū)?jīng)驗參數(shù)進行標(biāo)準(zhǔn)化規(guī)范、使用,或者借用某公司驗收標(biāo)準(zhǔn),來確保模具的制造品質(zhì)。
⑷把好模具的動態(tài)驗收關(guān)。
模具的動態(tài)驗收主要是驗收沖壓件制造品質(zhì),通過模具的動態(tài)驗收來查看模具對產(chǎn)品的保證水平,依據(jù)主機廠家編制的沖壓工藝,對模具的閉合高度、模具限位器的位置控制、沖壓件紅丹粉覆蓋程度是否達標(biāo)、板料拉延過程是否均勻、外表沖壓件外觀質(zhì)量是否達標(biāo)、沖壓切斷工序是否有毛刺、產(chǎn)品廢料流出是否暢通、沖孔部位沖頭吃入深度等進行驗收驗證。
該項目驗收工作對驗收人員現(xiàn)場經(jīng)驗要求比較高,因為有不少動態(tài)驗收項目無法使用儀器、量尺檢測,所以對問題的判斷完全靠經(jīng)驗,比如產(chǎn)品件外觀表面品質(zhì)判定,尤其是A 表面、B 表面目測手感判定,對于一個非從業(yè)人員就根本不知道驗收人員的一舉一動要達到什么目的,更不知道驗收中在做什么。模具的動態(tài)驗收,最終通過對幾何尺寸進行檢測確認沖壓件是否合格,產(chǎn)品驗收合格后,還要注意工序間的半成品模壓標(biāo)準(zhǔn)件留存,便于后續(xù)批量生產(chǎn)中的模具維護。
⑸沖壓模具驗收要調(diào)試出所有合格樣件。
由于下道工序焊接工藝需要標(biāo)準(zhǔn)樣件來驗證焊接夾具的適用性能,不合格的沖壓產(chǎn)品,在焊接夾具上調(diào)試是沒有任何意義的,一旦不合格品在焊接夾具上調(diào)試時發(fā)現(xiàn)產(chǎn)品件無法下落,定位孔偏移、產(chǎn)品件出現(xiàn)干涉,盲目的把夾具給調(diào)整了,可想會造成什么后果。
所以沖壓件標(biāo)準(zhǔn)樣件一是要保留永久樣件一套;還要保存調(diào)試樣件一套,妥善保護保存,為沖壓件在焊接夾具上調(diào)試創(chuàng)造條件。
⑹對于同步工程項目,采用“螺釘車”驗收方案,見圖7。

圖7 車身同步工程開發(fā)中的螺釘車
近二十年來,在車身產(chǎn)品開發(fā)項目過程中,不少大型汽車制造公司為了盡早把產(chǎn)品推向市場,為確保沖壓件產(chǎn)品的公差精度,而采用“螺釘車”開發(fā)工藝。也就是說在新產(chǎn)品開發(fā)初期招標(biāo)過程中,模具設(shè)計制造廠家除了完成模具方案設(shè)計評審、模具結(jié)構(gòu)設(shè)計評審?fù)猓>咧圃焱瓿傻耐瑫r利用合格模具制造出的合格產(chǎn)品進行“螺釘車”裝配,若螺釘車三坐標(biāo)檢測合格,就確認所有沖壓件達標(biāo)。這個螺釘車達標(biāo)是有參數(shù)目標(biāo)值的,這個目標(biāo)值是在甲乙雙方技術(shù)協(xié)議中明確的,根據(jù)國際標(biāo)準(zhǔn)慣例,一般檢測點合格率控制在80%~90%之間。國內(nèi)某汽車公司的新車白車身點合格率達到92%,這在商用車領(lǐng)域起到了領(lǐng)頭羊的作用。
焊接工藝項目
⑴把好焊接工藝方案設(shè)計評審關(guān)。
規(guī)范的焊接工藝設(shè)計是要給乙方提供年生產(chǎn)綱領(lǐng)參數(shù)的,與該方案相關(guān)的邊界條件還有生產(chǎn)節(jié)拍、自動化程度、生產(chǎn)班次、車型派生品種、相關(guān)車型幾何參數(shù)、生產(chǎn)線布置形態(tài)等相關(guān)要求。
方案評審主要集中在自動化水平、生產(chǎn)線工位數(shù)量(包括地板線)、分裝在焊接線兩側(cè)布置的合理化程度。還有就是焊接夾具的精度公差標(biāo)準(zhǔn),由于焊接線的焊接工位不同,焊接夾具的定位公差要求也各不相同,尤其要了解白車身幾大總成搭接的技術(shù)參數(shù)及精度公差標(biāo)準(zhǔn)設(shè)計。因為焊接夾具的精度要求決定白車身的焊接精度公差,方案評審還要注意的一個問題是車身焊接線的車型派生,幾乎所有的焊接線(包括智能焊接線)不可能生產(chǎn)單一車型,柔性裝配線是目前汽車行業(yè)發(fā)展的必然趨勢,多品種混流生產(chǎn)是車身生產(chǎn)經(jīng)濟效益最大化的重要標(biāo)志。
⑵把好焊接線結(jié)構(gòu)設(shè)計評審關(guān)。
在白車身焊接生產(chǎn)線結(jié)構(gòu)設(shè)計方面,不少焊接線設(shè)計公司在結(jié)構(gòu)設(shè)計方面采用信號傳遞自動定位基準(zhǔn)切換結(jié)構(gòu),這種結(jié)構(gòu)對多品種白車身生產(chǎn)十分有利,但是,自動線自動基準(zhǔn)切換的電器元件的選用十分重要,同時對于焊接工藝員來講,對焊接夾具的定位裝置設(shè)計、電器元件功能作用認知水平同樣重要,也不是說,價格昂貴就一定是好東西。因為焊接生產(chǎn)線工作環(huán)境與沖壓工藝過程有著天壤之別,就拿點焊過程來講,火花飛濺必然會給運動部件造成傷害,導(dǎo)致夾具切換失靈,評審過程中對焊接夾具的結(jié)構(gòu)設(shè)計防范措施不可缺少。還有就是焊接設(shè)備的冷卻系統(tǒng)電纜、電極漏水,在結(jié)構(gòu)設(shè)計評審時也要列入評審之列,因冷卻水的影響、焊接火花影響造成生產(chǎn)線夾具信號傳遞失靈,繼而影響焊接線正常運行。
⑶把好焊接夾具及焊接線的靜態(tài)、動態(tài)驗收關(guān)。
所謂的焊接夾具靜態(tài)驗收就是產(chǎn)品件在夾具上的工位驗證,由于車身制件焊接前,首先是沖壓件與沖壓件在夾具上的定位匹配搭接,雖然沖壓件都是調(diào)試出來的合格件,但在焊接夾具上是否合適,需要一個驗證的過程,靜態(tài)驗收就是夾具通過性驗證的一個環(huán)節(jié),在車身制造領(lǐng)域曾經(jīng)有人提出:把靜態(tài)驗收合并到動態(tài)驗收中一起進行,事實上這種做法是不合理的,因為靜態(tài)驗收是在廠家進行;一旦發(fā)現(xiàn)夾具制造有產(chǎn)品件無法放入夾具,可以很快進行改制加工,現(xiàn)場改進條件十分有利,當(dāng)焊接夾具動態(tài)驗收時,夾具通過性已經(jīng)沒有問題了,可以集中主要精力對夾具的節(jié)拍、可靠性、操作性、電氣系統(tǒng)進行整體驗證,這就是靜態(tài)驗收的作用所在。
動態(tài)驗收基本上分兩個階段:第一階段動態(tài)主要是驗證夾具動作到位靈活性,第二階段是產(chǎn)品裝夾焊接實施階段,動態(tài)驗收主要是考驗設(shè)備的可靠性及能否焊接出白車身產(chǎn)品。按照生產(chǎn)線動態(tài)驗收規(guī)則,一般要連續(xù)運行72 小時,驗收人員還要和生產(chǎn)廠家服務(wù)人員一同進行問題拍照和記錄,對項目驗收做出結(jié)論性評價。
⑷對于機器人焊接線驗收。
對于智能線驗收時間上會比人工線驗收時間更長,因為機器人的工序編程、工藝焊接點調(diào)試所花費的時間更長,由于智能焊接涉及到機器人布置的許多功能、活動范圍、參數(shù)穩(wěn)定性、防撞格柵配備、緊急情況下的應(yīng)對措施等等,人機配合工位布置,都要制定出可行方案。
⑸焊接線的調(diào)試是要分階段的,見圖8。
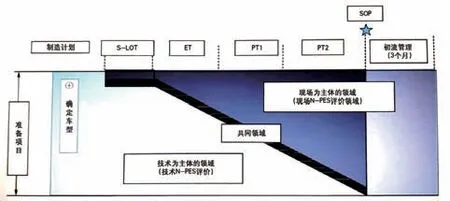
圖8 焊接線的PT 調(diào)試
按照工藝要求的PT1 →PT2 階段的白車身總成合格率達成,其中涵蓋了從分總成到總成的焊點強度破檢合格率指標(biāo)完成(這是新產(chǎn)品調(diào)試對工藝項目達成必須要做的一項工作),車身幾何精度點合格率達標(biāo)水平達成等項目(從生產(chǎn)線上的單一生產(chǎn)到小批量生產(chǎn)的過程驗證)。這一項目完成一般需要三個月左右,在此期間項目驗收團隊一直是一個整體的實施過程,這也正是車身制造的含金量所在。
結(jié)束語
車身制造技術(shù)的提升,是用戶的“晴雨表”,一個新車型的推出,用戶首先看到的是“車身”,而車身的精度提升首先是沖壓件的品質(zhì)提升和焊接白車身的精度提升。在商用車制造領(lǐng)域,雖然經(jīng)過近三十年的發(fā)展過程,但在車身制造技術(shù)方面,和國外發(fā)達國家相比還有較大差距,無論是仿制國外的還是仿制國內(nèi)的,都不是長久之計,在我國車身制造技術(shù)要做到創(chuàng)新引領(lǐng),還有一段很長的路要走。作為車身制造技術(shù)的公司,首先要把車身模具(靜態(tài)、動態(tài))驗收管控到位,其次是沖壓件的品質(zhì)精度提升結(jié)論,在PT階段提出階段性目標(biāo)結(jié)論達成,只有完成好這個階段把關(guān)工作,方可為焊接工藝中的焊接夾具及焊接線驗收創(chuàng)造條件。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年12期)2018-08-01 00:47:44
制造技術(shù)與機床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14