準精沖與精沖工藝的優劣分析
2021-11-02 01:15:08楊世旭嘉興和新精沖科技有限公司
鍛造與沖壓 2021年20期
關鍵詞:工藝
文/楊世旭.嘉興和新精沖科技有限公司
何為精沖
精沖技術是在原有沖壓工藝基礎上增加第三力源,精沖較普沖在平整性、垂直度方面的精度有很大提升,另外最大特色是沖壓斷面沒有撕裂,具有光亮切斷面的優勢,工件具備模具幾何形狀的提升,所以精沖具有減少后續加工工序的優點,工藝示意圖見圖1。
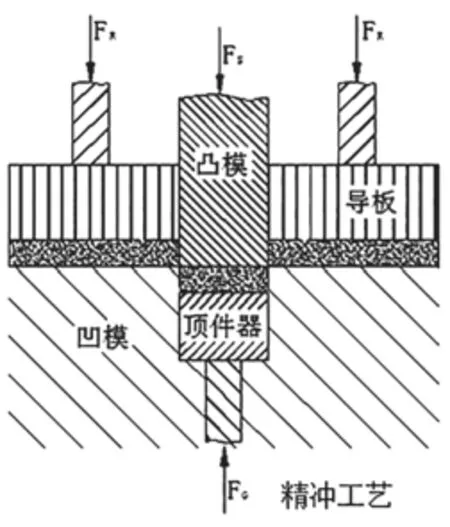
圖1 精沖工藝示意圖
準精沖工藝
目前精沖工藝主要運用領域包含在汽車發動機、底盤、座椅調角器、醫療工具等各類幾何精度要求較高的零件,圖2 為汽車傳感盤精沖零件。精沖設備目前全球兩大廠商:瑞士Feintool 和日本Mori,但因價格昂貴,無形中提高了進入精沖行業的門檻,因此目前衍生出三類準精沖工藝思維:⑴以重復的修整方式達到精沖效果;⑵搭配普沖機外掛油壓系統達到普沖轉精沖效果;⑶模具設計時,在模座上添加第三力源的油壓系統。

圖2 汽車傳感盤精沖零件
綜合上述準精沖工藝思維來看,模具形式增加第三力源達到精沖的效果,此方式令模具費用大幅提高,設計加工成本增加,從成本的角度來看,此方式的模具設計成本居高不下,并不是最佳方案;以沖壓重復修整方式,其精沖效果在精度上無法穩定,尤其在產品較厚的情況下會更加明顯;而以普沖設備加裝油壓系統,雖然會增加設備整體的費用,但能有效地提高精沖的生產能力和效果。準精沖產品能達到的精度極限如表1 所示。
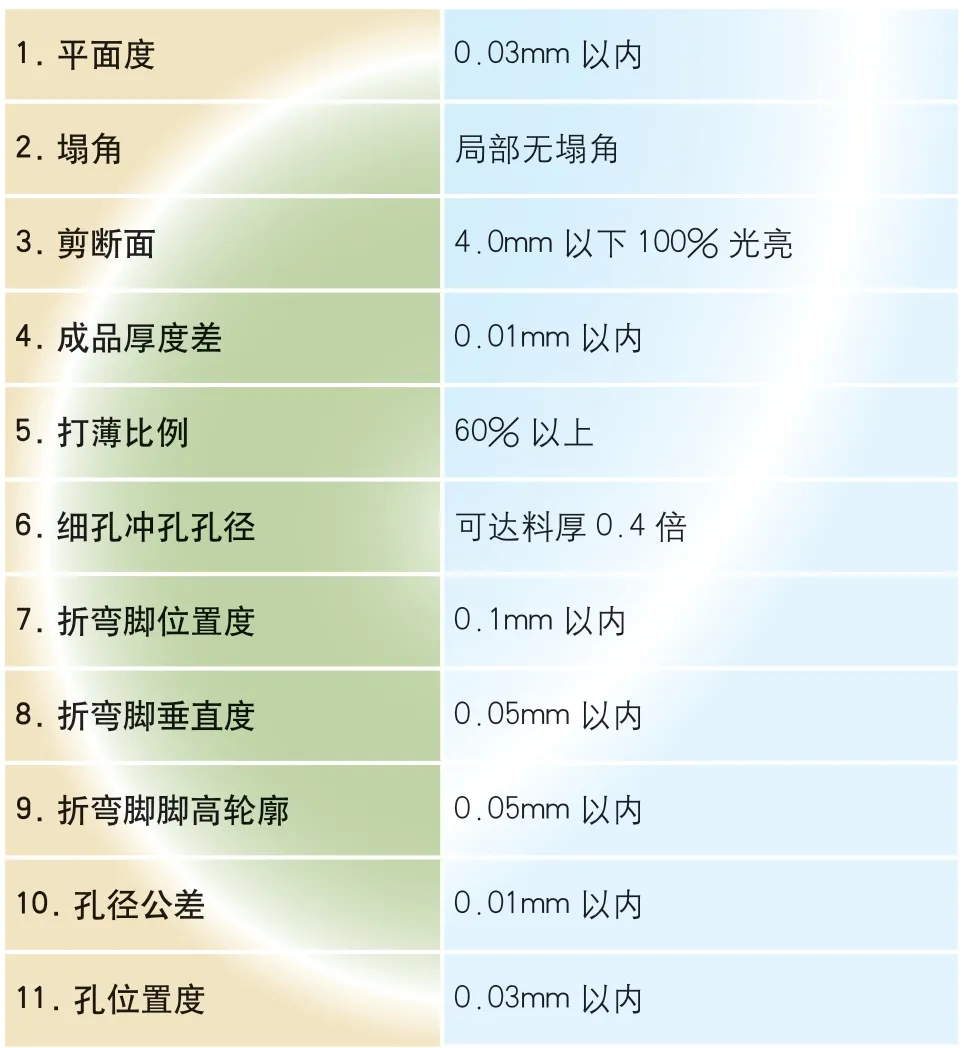
表1 準精沖產品精度極限表
以圖3 某門鎖件為例,零件要求:平面度、塌角、沖裁面光亮帶、毛刺高度、孔倒角;使用精沖機成本高,效率低,工位不夠;而使用準精沖機能達到產品要求,成本低,效率高。

圖3 門鎖件
精沖與準精沖的區別
準精沖屬于無屑加工技術,是在普沖技術上發展起來的一種精密沖裁方法,能在一次沖壓行程中獲得比普沖零件尺寸精度高、沖裁面光潔、翹曲小且互換性好的優質精沖零件,并以較低的成本達到產品質量的改善。從表2 的對比數據中可以看到,以準精沖的工藝所制造出的產品在精度上可以呈現翻倍的提升,提供相對優越的工藝品質精度。
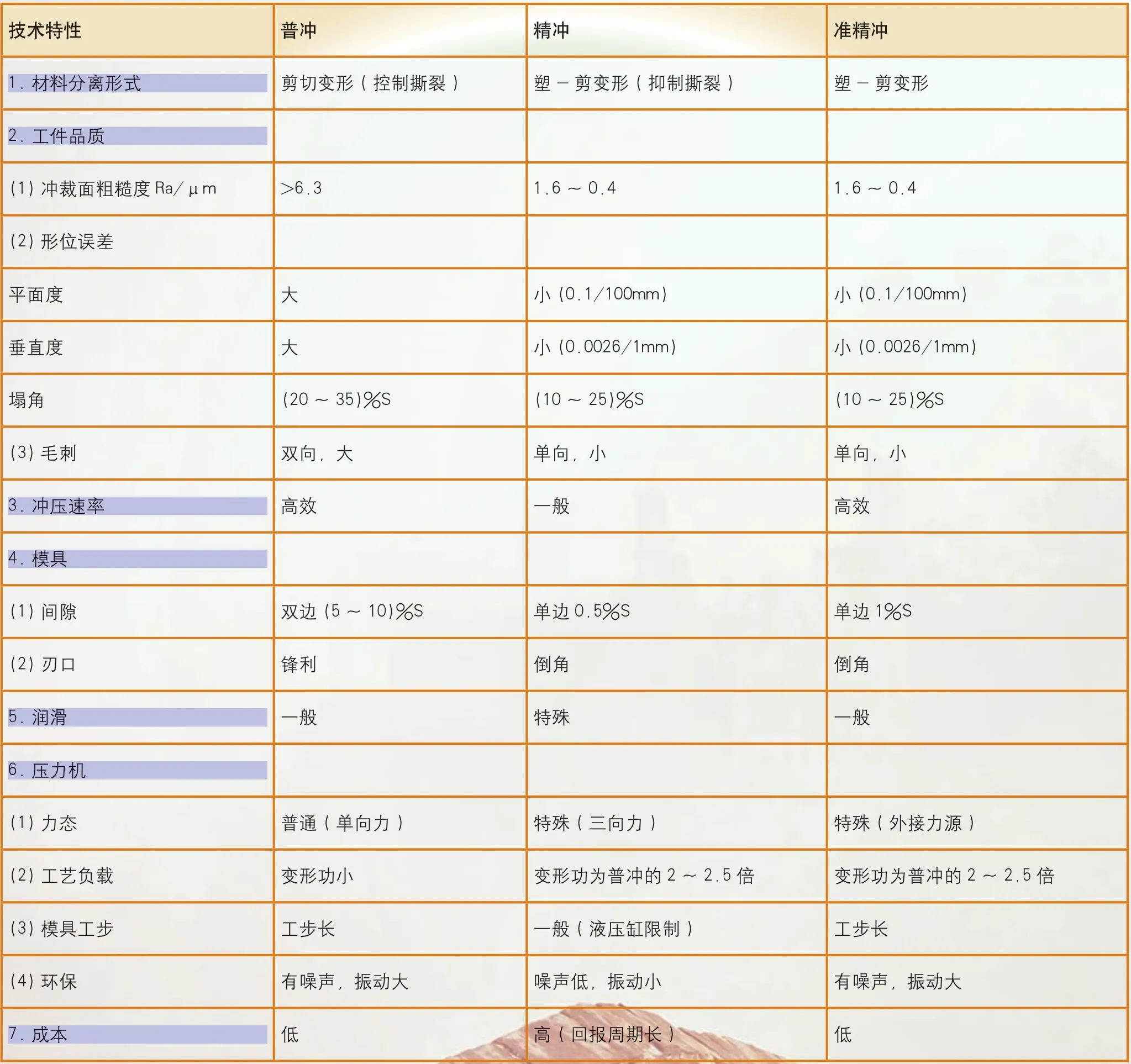
表2 三種沖壓模式的對比
圖4 為某典型零件,圖例技術難點:⑴十字腳折彎,折彎區域需打薄;⑵孔打薄50%以上,孔徑公差0.03mm;⑶孔位置度0.1mm(以沉頭孔為基準);⑷平面度0.06mm;⑸折彎腳腳高公差0.1mm。使用精沖工藝加工該零件,打薄比提升60%,斷面放大圖光亮帶提升80%,見圖5。采用準精沖工藝加工時,孔內光亮帶提升100%,斷面光亮帶提升80%,見圖6。

圖4 典型零件圖
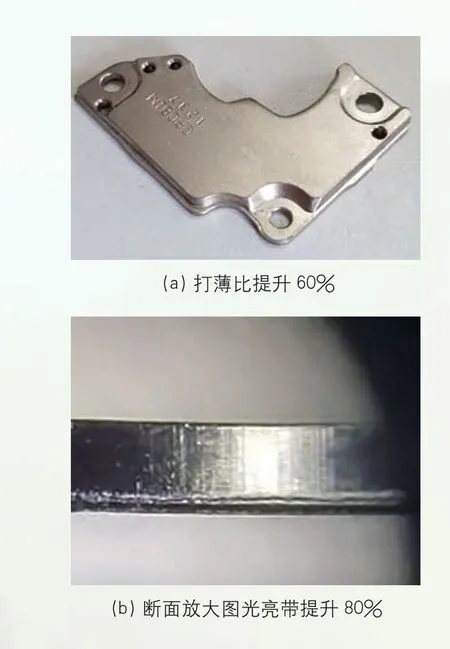
圖5 使用精沖工藝生產的零件

圖6 使用準精沖工藝生產的零件
準精沖技術是在普沖機臺的基礎上進行改進,外附力源和精沖相同,具有三向力源。同時模具設計向精沖模靠攏(間隙、倒角),可以進行大部分精沖零件的設計生產。準精沖機臺由普沖機臺向精沖改良,兼具雙方的部分優勢(平面度、位置度、剪斷面、塌角等)。精沖機臺受力源限制,模具工位受限,無法進行多工位的零件生產,而準精沖機臺在普沖機臺改良時考慮到了此問題,外附力源可以進行多工位模具的設計,但因其由普沖改良,又受其原先設備參數的限制,如床臺尺寸的大小。圖7 所示為準精沖沖床;圖8 為液壓泵加入沖床的設備;圖9 為采用多工位方式生產的準精沖零件的料帶信息,模具工步為26 步,模具長為1 米,模具機臺為GLD260T。

京劇京劇曾稱平劇,中國五大戲曲劇種之一,場景布置注重寫意,腔調以西皮、二黃為主,用胡琴和鑼鼓等伴奏,被視為中國國粹,中國戲曲三鼎甲“榜首”。京劇走遍世界各地,分布地以北京為中心,遍及中國,成為介紹、傳播中國傳統藝術文化的重要媒介。在2010 年11 月16 日,京劇被列入“世界非物質文化遺產代表作名錄”。代表劇目:《貴妃醉酒》、《霸王別姬》等。

圖7 準精沖沖床
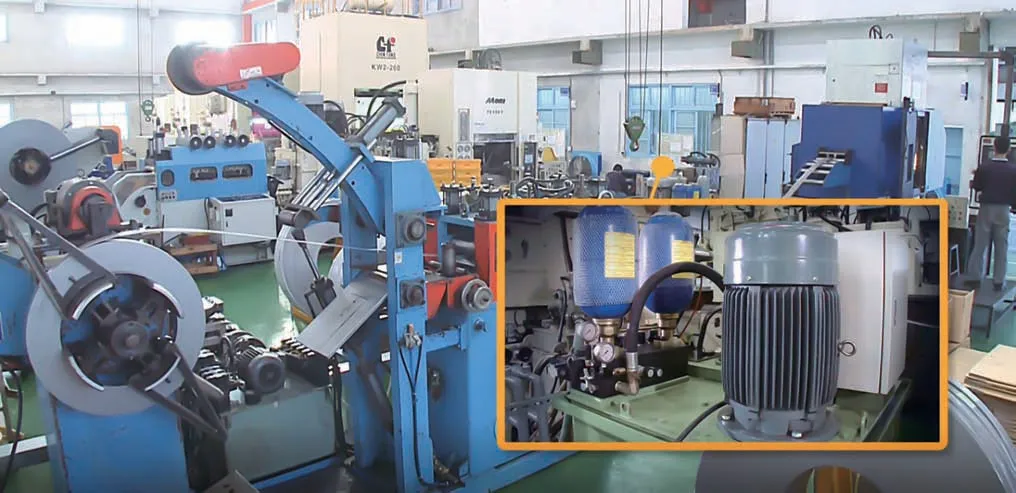
圖8 液壓泵加入沖床
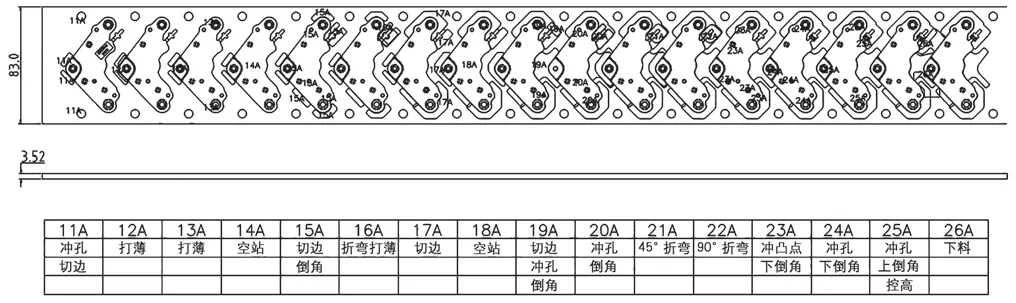
圖9 采用多工位方式生產的準精沖零件料帶信息
準精沖技術在20 年前開始運用在硬盤音圈馬達中的零件產品上,硬盤音圈馬達(VCM-Voice Coil Motor)精沖件為硬盤重要機構零件,其技術及尺寸精度要求相當的嚴謹,見圖10。因為生產成本及客戶季降等原因,原為精沖設備生產改進為準精沖機臺生產,為精密生產制造能力帶來相當大的提升。嘉興和新精沖科技有限公司目前為世界三大硬盤制造商(希捷,邁拓,西數)的主要零件供應商。
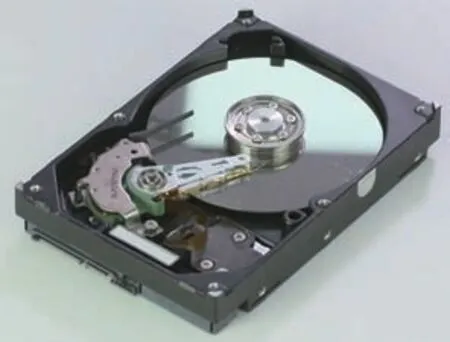
圖10 硬盤音圈馬達
結束語
準精沖技術開發投入成本降低,其他技術特性上較精沖差異不大,沖壓效率比精沖更高,尤其薄件部分,可運用范圍產品形狀復雜,工作站多,如圖11、圖12 所示,平板件、折彎件,汽車零件少許折彎部分都可達到理想效果,但不適合厚度超過4mm 的產品,若超過4mm,隨著厚度的增加,精沖效果也會相應下降,因為普沖設備的結構設計及剛性不如精沖設備,還是有相當大的水平差異。

圖11 0.75 ~3.5mm 的相關硬盤零件

圖12 各種類型硬盤驅動支架
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52