基于生產降本提效的船舶焊縫設計優化
2021-10-28 06:36:20楊偉鋒吳玉輝廖偉東梁錦開
造船技術 2021年5期
楊偉鋒, 金 濤, 吳玉輝, 王 偉, 廖偉東, 梁錦開
(1.廣州文沖船廠有限責任公司,廣東 廣州 510725;2.中船黃埔文沖船舶有限公司,廣東 廣州510715)
0 引 言
在當前國際船舶市場持續低迷、船舶市場競爭日趨激烈的大環境下,各船舶企業為提高自身的市場競爭力,在產品設計、物資采購、生產組織等方面均采取工作優化措施,加強成本控制。日本船舶企業的有關成本數據表明:船舶建造成本的67%在合同設計中確定,19%在詳細設計中確定,8%在生產設計中確定,只有6%在生產階段確定[1],設計階段降本潛力最大。在國內,大多數船舶企業只從事生產設計,合同設計及詳細設計則委托專門的設計院完成。船舶結構中的全焊透、深熔焊、普通角焊縫、鑄件對接縫等焊縫的設計在詳細設計階段中確定,合龍口、分段內對接縫的設計則在生產設計中確定。設計院在焊縫設計時主要考慮滿足結構強度要求及順利通過船級社的圖紙審查,保證船舶結構安全。由于設計院需要面對眾多船舶企業及船舶所有人的要求,船舶企業在成本管理中對設計單位缺乏有效的考核機制,因此存在設計階段較少考慮工藝而產生的成本控制問題[2]。船舶企業為降低焊接作業成本,應從減少不必要的焊接工作、改善施焊工況、采用高效自動焊方法等方面開展優化工作,而這些工作的開展與焊縫節點的設計密切相關,需要根據自身的生產工藝特點研究產品船焊縫設計的優化改進,屬于詳細設計部分的內容則需要及時反饋至設計院進行復核、修改,將優化的節點落實到送審圖中以獲得船舶所有人、船舶檢驗機構的認可。焊接工時約占船體建造總工時的30%~40%[3],如何減少焊接工時、提高焊接效率是眾多船舶企業在生產降本提效工作中的重點研究課題。結合公司產品生產工藝的特點,從生產降本提效的角度開展焊縫設計優化工作。
1 工作機制
在公司現有組織模式下,焊縫設計優化需求由生產及工藝技術部門提出,工藝技術部門與設計部門、設計院共同評估其可行性及可靠性,確保其符合產品構件強度要求及規范規定。經驗表明,很多設計優化及改進在第一版送審圖中比較容易落實,后續再修改則比較困難。對于詳細設計圖中的焊縫設計優化,公司與設計院在簽訂設計合同時應要求建立合理的設計優化反饋工作機制,要求所有圖紙須經公司審查確認才能發送至船級社和船舶所有人審查,公司設計部門及工藝技術部門在審查詳細設計圖時應落實焊縫設計優化內容的反饋。在生產設計階段,生產結構圖在發圖前須經工藝技術部門會簽確認,確保焊縫設計優化內容落實到生產設計圖中。
2 現有生產工藝的應用
受人力、場地、設備等資源的影響,各船舶企業的生產工藝會存在諸多差異。在設計階段,若提前考慮設計的焊縫盡可能應用船舶企業現有的生產工藝,則在生產中遇到的很多問題或困難會提前解決,不僅船舶企業的各類資源可充分加以利用,而且可避免出現大量修改或返工問題,有效降低船舶企業的生產成本,提高生產效率。
2.1 工藝評定
焊接技術是船舶工業的主要關鍵工藝技術之一,對船舶結構安全至關重要。各船級社規范均規定船上所用的焊接工藝規范(Welding Procedure Specification,WPS)在使用前須進行焊接工藝評定并獲得船級社認可。WPS從方案設計到取得船級社認可,在各項試驗順利的情況下需要花費將近1個月的時間,評定費用每項約2萬~3萬元。若新造船焊縫節點的坡口形式、間隙尺寸等要素在設計時盡可能按船舶企業現有的WPS要求進行優化,則可節省可觀的工藝評定費用,為公司的連續生產贏得時間。
2.2 熔敷焊縫富余強度
按長度計算,角焊縫約占船體焊縫總長度的80%~90%[4],控制焊腳的設計尺寸可減少焊接量,從源頭上降低焊接成本。各船級社規范均規定角焊縫在設計時須考慮母材及熔敷焊縫的屈服強度等因素,如挪威船級社(DNV)規范規定:屈服強度235 MPa級別普通強度鋼要求熔敷焊縫的屈服強度最低為305 MPa;屈服強度265~355 MPa級別高強度鋼要求熔敷焊縫的屈服強度最低為375 MPa;使用較高等級的焊材可按規范規定的焊腳設計計算公式核減焊腳的設計尺寸。為簡化焊接施工管理及降低用錯焊材造成返工的風險,公司在普通強度鋼及高強度鋼的焊接中均使用同樣熔敷屈服強度最低為375 MPa的焊接工藝。公司的船舶產品約40%~55%角焊縫的母材是普通強度鋼,可根據規范規定對船體焊接規格表的設計進行優化,即在焊接規格表中增加普通強度鋼使用熔敷焊縫屈服強度最低為375 MPa的焊接工藝說明及核減焊接規格表中普通強度鋼的焊腳尺寸。按規范規定的公式計算,普通強度鋼焊腳核減值為原設計尺寸的14%,公司某1 100 TEU型集裝箱船普通強度鋼角焊縫的焊腳初始設計尺寸為5.0~8.0 mm,最終焊腳設計尺寸可核減0.5~1.0 mm,優化的焊接規格表獲得船級社、船舶所有人的認可。
2.3 施工方法
在焊接施工中,平焊等施焊工況較好的坡口方向設計由于其施焊難度低、焊接效率高、焊縫成形質量好等優點備受生產部門的歡迎,而對接縫的坡口方向需求與船舶的建造方案密切相關,船舶企業生產設計部門與生產單位聯系較為密切,大多可將生產需求落實到生產設計中。設計院的詳細設計圖一般缺乏對生產工藝的考慮,出現部分坡口節點不便于使用高效施工方法的現象,需要進行優化并反饋至設計院修改。例如,公司某1 100 TEU型集裝箱船掛舵臂的上、下舵承是鑄鋼件,與外殼板對接縫設計如圖1所示,鑄鋼與板材均需要開設坡口。
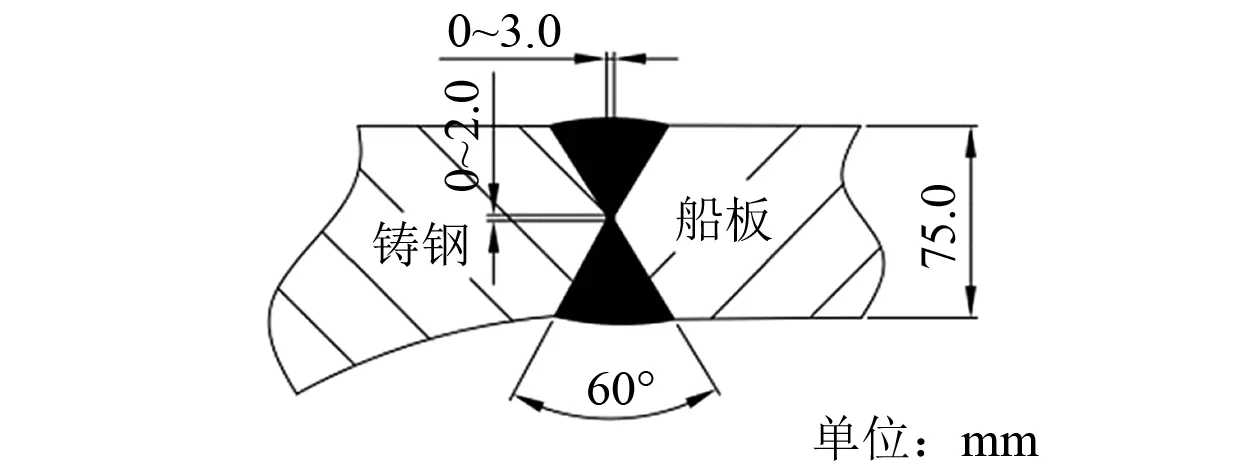
圖1 鑄鋼與殼板對接縫設計
首制船帶坡口的鑄鋼件來貨出現坡口加工不均勻、狹窄空間焊接作業困難等問題,需要對節點的設計進行優化。優化方案:坡口僅開在船板側,并將左、右舷的節點分開單獨設計,左舷側的對接縫設計為雙面焊坡口,右舷側的對接縫設計為單面焊坡口。優化的對接縫設計如圖2所示,反饋至設計院修改后續船圖紙并獲得船級社及船舶所有人的認可。掛舵臂以左舷為基面側造且存在一次翻身的過程,優化的對接縫節點均使焊縫處于平焊,左舷外側坡口待掛舵臂翻身后可在外側進行碳刨清根作業,右舷對接縫設計為單面焊坡口可避免焊工進入掛舵臂內部狹窄空間進行焊接作業。對掛舵臂的其他焊接節點設計進行相似優化,掛舵臂焊后焊縫質量及精度均滿足標準要求,后續船掛舵臂建造的整體焊接工時比首制船減少16%。

圖2 鑄鋼與殼板對接縫設計優化
自動焊工藝方法多用于焊接量大、形狀規則及施焊工況良好的焊縫焊接,如平直部件的拼板對接縫、厚板開坡口深熔焊和全焊透、分段大合龍對接縫等,焊縫的節點設計如能適合自動焊的應用則會明顯提高焊接質量和效率。例如,公司2 038 TEU型集裝船主甲板與艙口圍腹板、舷側分段縱壁板的焊縫在中橫剖面圖中設計為雙面開坡口深熔焊。考慮減少該節點在船體分段建造過程中的仰焊工作量及推廣自動焊,對上述焊接節點進行優化:將腹板、縱壁板與主甲板的雙面坡口深熔焊優化為單面坡口深熔焊,坡口朝船中方向,坡口背面設計8.0 mm填角焊縫,優化的焊縫如圖3所示。優化的焊接節點在第一版送審圖中落實修改,順利獲得船級社及船舶所有人的認可。該焊接節點在分段建造時填角焊縫處于背面,在仰角焊時8.0 mm焊腳可一道成形,仰焊質量容易保證;而坡口面處于平焊,焊接量大,焊工可使用埋弧自動焊方法焊接,提高焊接效率。

圖3 主甲板與腹板、縱壁焊縫優化
3 生產的經濟性
船體結構中的角焊縫有普通填角焊縫、深熔焊和全焊透,設計的焊縫強度會依次增高,但施焊難度及工作量會成倍增加。詳細設計對比較重要的結構區域、受到動態載荷影響區域、局部集中應力區域或要求密性區域的角焊縫設計為深熔焊或全焊透,以期獲得良好的結構強度和疲勞壽命[5]。與深熔焊相比,全焊透不僅焊接量大,而且焊接施工一般需要增加氣刨、打磨、報驗、探傷等工序,生產成本是前者的3~5倍。除非是船體結構的安全必要,船舶企業均希望設計圖中盡可能使用深熔焊代替全焊透。例如,載重量為13 000 t的公司某型多用途重吊船主甲板與舷頂列板、艙口圍腹板、貨艙縱壁板的角焊縫在中橫剖面圖中均要求全焊透。在首制船分段建造過程中,每個舷側分段僅全焊透的碳刨清根及坡口打磨工作就耗時2~3 d。經核查入級船級社規范關于船體結構的焊接要求及全焊透應用范圍規定,公司評估認為上述焊縫有強度過度設計情況,可將全焊透優化為深熔焊,降低生產成本。通過溝通,節點優化方案通過設計院的強度核算,獲得船級社認可。船舶所有人起初不同意降低強度修改請求,后經多層次溝通同意該節點的優化方案。通過優化,該型船單船可減少約750.0 m的全焊透焊縫,合計單船可節約15萬元的生產成本,每個舷側分段平均縮短2 d的建造周期。
全焊透不僅焊接量大,而且板材焊后變形量大,而薄板焊后波浪變形更嚴重,會帶來后續繁瑣的火調校平及報驗工作。例如,在船體艉部結構通常會設計圓鋼連接艉封板與外板,通過圓鋼的弧面導角保護系泊纜繩不受損傷。公司某1 080 TEU型集裝箱船的艉封板厚度為12.0 mm,圓鋼與艉封板、外板要求焊透。汲取其他船艉封板嚴重焊接變形的教訓,在滿足規范要求的前提下,對焊縫的設計進行優化:將艉封板與外板通過單面深熔焊節點連接,用半圓鋼以普通角焊連接在艉封板上。優化的焊縫設計如圖4所示。將優化的節點反饋至設計院復核并獲得采納,在第一版圖紙審查中順利獲得船級社及船舶所有人的認可。優化的焊縫設計焊接量減少約65%,艉封板焊后變形量符合船舶標準要求,無須火調作業。

圖4 艉封板焊縫設計優化
4 施工的可操作性
全焊透、深熔焊多用于強受力構件,因此船舶所有人、船舶檢驗機構對這類焊縫的報驗較為嚴格,要求對焊前的坡口狀態進行確認,在焊接過程中會檢查焊材及焊接參數、焊工持證等內容,焊后會檢查焊縫的尺寸、焊縫質量等。若此類焊縫設計的節點標識不全、對施工工藝的可行性缺乏考慮,則會為產品的施工及報驗帶來困難,甚至造成大量返工,增加生產成本。例如,載重量為32 000 t的公司某型散貨船機艙雙層底的縱桁與主機基座面板角接縫設計為全焊透,縱桁與外板的角接縫設計為深熔焊,設計院來圖的焊縫設計如圖5所示。

圖5 主機基座縱桁焊縫設計
對于縱桁與主機基座面板間的焊接節點形式,文獻[6]中的動載荷試驗結果及實船應用情況表明可優化為雙面坡口深熔焊。由于該船技術規格書有專項規定及船舶所有人堅持使用全焊透,因此在圖紙中保留部位全焊透要求。為提高施工可操作性,在滿足技術規格書的前提下,對設計院來圖的節點進行如下優化:
(1)將原來對稱式坡口的全焊透節點設計為深度1∶2的非對稱式坡口,深坡口側坡口角度改小至45°,減少不必要的焊接量;淺坡口側坡口角度改大至60°,減少后焊面側的氣刨清根工作量;淺坡口朝向船中較寬敞一側,改善氣刨作業的工況。優化的焊縫設計如圖6所示。

圖6 縱桁與機座面板焊縫設計優化
(2)考慮外板線型對實際坡口角度的影響,將縱桁與外板原來對稱坡口的深熔焊節點設計為單面坡口深熔焊節點,坡口朝船中方向,無坡口側焊接一道角焊縫,優化的焊縫設計如圖7所示。雙面坡口的板材在安裝時,由于外板線型自帶角度會導致銳角側坡口減小不能焊接和鈍角側坡口增大產生焊接量大增,而優化的焊縫設計可避免出現這些問題。在滿足規范要求的前提下,可適當增加坡口鈍邊以減少焊接工作量。

圖7 縱桁與外板焊縫設計優化
(3)細化全焊透、深熔焊節點中的坡口鈍邊尺寸、裝配間隙、焊腳尺寸等標識,為板材的坡口切割、接頭裝配、焊縫施焊及檢驗提供明確的依據。
公司某6 000 m3型耙吸挖泥船的船舶所有人堅持要求泥艙舷側外板與主甲板的角接縫使用深熔焊,設計院來圖的節點要求雙面開坡口焊。雙面深熔焊坡口一般至少需要切割2次,而該節點主甲板的板厚只有11.0 mm,在使用火焰方法切割雙面坡口時容易出現塌邊、波浪變形及鈍邊尺寸不均勻的現象,坡口切割精度及成形質量難以滿足標準要求,而刨邊機加工坡口周期長、效率低,許多船舶企業已停用。通過現場調研及試驗,11.0 mm板使用火焰方法切割單面坡口滿足標準要求,可通過對圖紙的焊接節點設計進行優化解決上述切割問題。優化方案:將原來深熔焊節點雙面坡口改為單面坡口,坡口開向甲板外側,鈍邊尺寸設計為0~3.0 mm。優化的焊縫設計如圖8所示,優化的焊縫節點在送審圖中落實修改并獲得船舶所有人、船舶檢驗機構的認可。優化的焊縫節點不僅解決薄板切割的塌邊問題,而且減少1次坡口切割工序,在坡口外側可使用CO2自動角焊機焊接,提高焊接質量及效率。

圖8 主甲板與外板焊縫設計優化
5 結 語
通過建立有效的設計溝通反饋機制,焊縫設計優化可在詳細設計階段和生產設計階段得到落實。在焊縫設計優化中綜合考慮船舶企業現有生產工藝的應用、生產的經濟性、施工的可操作性等因素,盡可能利用船舶企業現有的資源,減少焊接工作量、改善施焊環境、推廣高效焊方法,可有效降低生產成本,提高生產效率。
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
房地產導刊(2022年5期)2022-06-01 06:20:14
船舶(2021年4期)2021-09-07 17:32:22
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
制造業自動化(2017年2期)2017-03-20 14:26:13
